перевод 1. 1. общие сведения
 Скачать 400.49 Kb. Скачать 400.49 Kb.
|

ВВЕДЕНИЕЭкструзия – технологический процесс, который применяют для непрерывного производства изделий высокого качества, точных размеров, с требуемой производительностью и полимерных материалов. Для создания высокоэффективного производства необходимо использовать высокоскоростные машины, имеющие более точное и автоматизированное регулирование параметров экструзионных технологических процессов, внедрять полную механизацию и автоматизацию основных и вспомогательных операций, объединенных общей программой и системой дистанционного управления компьютерами. Материал учебного пособия способствует закреплению теоретических знаний по курсам «Технология переработки пластмасс», «Оборудование заводов по переработке пластмасс», позволяет получить практические навыки инженера-технолога и проектировщика, а также содержит сведения, необходимые для выполнения технологических расчетов в курсовом и дипломном проектах (производительность, материальный баланс, энергозатраты) и проектный расчет экструдера. 1. ОБЩИЕ СВЕДЕНИЯ1.1. Устройство экструдераЭкструдер (червячная машина, червячный пресс), в котором полимер расплавляется и гомогенизируется, является основной машиной промышленных линий, на которых осуществляется ряд взаимосвязанных операций процесса переработки. Он выполняет функции пластикатора и насоса, непрерывно продавливающего расплав материала, полученного в винтовом канале, через головку (формующий канал). По устройству и принципу работы основного узла, продавливающего расплав в головку, экструдеры подразделяются на шнековые, бесшнековые и комбинированные. Шнековые машины называют также червячными прессами. Высокая пластицирующая способность червячных экструдеров обусловлена тем, что пластикация происходит как в результате теплопередачи от обогреваемых стенок цилиндра (корпуса), так и выделения тепла при деформациях, которым материал подвергается в экструдере. Экструдеры подразделяют на одно- и двухчервячные (в последних оба червяка расположены в одном цилиндре); известны также трех- и четырехчервячные экструдеры; двух- или многоцилиндровые (каждый червяк расположен в отдельном цилиндре); одно- и двухстадийные, в которых пластикация и выдавливание материала осуществляется соответственно в одну или в две стадии; универсальные и специализированные; с осциллирующими (вдоль оси) и одновременно вращающимся шнеком; с зоной дегазации и без нее с вращением шнеков в одну и в противоположные стороны и т. п.[1,2]. Области эффективного применения двухчервячных машин:
В зависимости от расположения червяка различают горизонтальные и вертикальные экструдеры. В двухцилиндровых экструдерах один червяк может быть расположен горизонтально, а другой вертикально. Выбор конструкции экструдера зависит главным образом от перерабатываемого материала и в меньшей степени от вида изделия. Наиболее простым является одношнековый экструдер без зоны дегазации (рис. 1) [1]. Основными элементами экструдера являются обогреваемый цилиндр, шнек (с охлаждением или без него), сетки, размещаемые на решетке, и формующая головка. В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля, в частности с различным характером изменения глубины h нарезки по длине шнека. Главные рабочие органы экструдера – полый цилиндр и вращающийся в нем шнек (червяк). Они выполняют последовательно ряд рабочих операций, действие которых может быть условно выделено в три зоны: загрузки, сжатия и дозирования (см. рис. 1). Шнеки классифицируются по направлению вращения червяков; профилю сечения нарезки червяка (трапецеидальная, прямоугольная); по конструктивным приемам, обеспечивающим степень сжатия (с монотонно уменьшающимся шагом, со ступенчато уменьшающимся шагом, с монотонно возрастающей шириной гребня нарезки); конические червяки [1]. Несмотря на чрезвычайное разнообразие конструкций, шнек характеризуется следующими основными геометрическими параметрами:
Процессы, происходящие во всех экструдерах при переработке пластмасс:
Для предотвращения попадания в формующий инструмент частиц непроплавленного полимера на выходе из экструдера на решетку в корпусе экструдера между червяком и головкой устанавливается пакет фильтрующих сеток. Конструкция фильтров должна удовлетворять различным требованиям [2, 6, 12]. Профилирующий инструмент – головки экструдера выполняют одновременно две или три функции:
Корпус экструдера обычно соединяется с головкой одним из четырех типов соединений [2]:
Привод экструдера должен обеспечивать регулируемую частоту вращения шнека в различном диапазоне и необходимый для работы экструдера вращающий момент во всем рабочем диапазоне частот вращения червяка (рис. 2). Чаще всего применяют [1]:
Зависимость частоты вращения червяка от его диаметра показана на рис. 2. 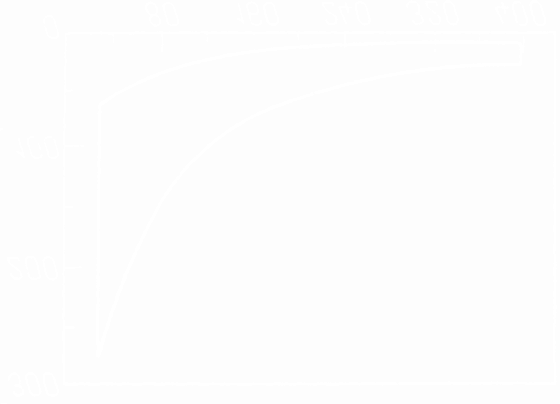 Диаметр червяка D , мм Частота вращения червяка n , мин -1 Рис. 2. Зависимость частоты вращения червяка от его диаметра. График построен по результатам обработки паспортных данных 500 современных экструдеров |