Метрология. Метрология Вар.31. 1. Понятие о метрологии и основы технических измерений в машиностроении
 Скачать 92.37 Kb. Скачать 92.37 Kb.
|

|
1. Понятие о метрологии и основы технических измерений в машиностроении. 1. Что такое метрология? Основные понятия и определения метрологии (метрология, измерение, физические величины, единство измерений, точность измерения, средство измерения, результат измерения, погрешность измерения). Метрология наука об измерениях физических величин, методах и средствах обеспечения их единства и способах достижения требуемой точности. В переводе с греческого «метрология» означает учение о мерах. Физическая величина — свойство, общее в качественном отношении для множества объектов и индивидуальное в количественном отношении для каждого из них. Измерение физической величины совокупность операций по применению технического средства, хранящего единицу физической величины, обеспечивающих нахождение соотношения (в явном или неявном виде) измеряемой величины с ее единицей и получение значения этой величины (установление значения физической величины опытным путем с помощью специальных технических средств); Единство измерений состояние измерений, при котором их результаты выражены в допущенных к применению в Российской Федерации единицах величин, а показатели точности измерений не выходят за установленные границы Средство измерений техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящее и (или) хранящее единицу физической величины, размер которой принимают неизменным (в пределах установленной погрешности) в течение известного интервала времени. Результат измерения физической величины значение величины, полученное путем ее измерения – установленное значение величины, характеризующей свойство физического объекта, представляемое действительным числом с принятой размерностью (размерность определяется выбранной единицей измерений) Точность измерений одна из характеристик измерения, отражающая близость к нулю погрешности результата измерения. Средство измерений техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящее и (или) хранящее единицу физической величины, размер которой принимают неизменным (в пределах установленной погрешности) в течение известного интервала времени. Погрешность результата измерений – отклонение результата измерений от истинного (действительного) значения измеряемой величины. 2. Общие вопросы стандартизации в машиностроении. 1. Понятие о стандартизации. Дать определение стандарту. Цели стандартизации. Для обеспечения взаимозаменяемости деталей и узлов необходимо выполнение ряда требований, и прежде всего развития стандартизации. Стандартизация деятельность, заключающаяся в нахождении решений для повторяющихся задач в сфере науки, техники и экономики, направленная на достижение оптимальной степени упорядочения в определенной области. Главной задачей стандартизации является создание нормативно-технической документации, определяющей прогрессивные требования к продукции, выпускаемой предприятиями страны, ее разработке, производству и применению, а также контроль за правильностью использования этой документации. Стандарт – нормативно-технический документ, в котором содержатся основные требования, разработаны и определены правила и нормы к объекту стандартизации. Стандарт обязательно должен быть утвержден уполномоченным на это органом Объект стандартизации – продукция, процесс или услуга, для которых разрабатывают те или иные требования, характеристики, параметры, правила и т.п. Стандартизация может касаться либо объекта в целом, либо его отдельных составляющих. Стандартизация деталей и узлов машин охватывает: а) нормы проектирования общие нормы, классификацию и терминологию, методы расчета, правила оформления чертежей; б) конструкции основные параметры, присоединительные и габаритные размеры; в) параметры производственного процесса технологический процесс и инструмент; г) уровень качества и условия эксплуатации материалы, показатели качества, технические требования, методы испытаний. Целями и направлениями стандартизации в метрологии являются: определение основных требований к качеству произведенного продукта, для этого стандартизуют исходное сырье и комплектующие. разработка критериев качества продукта или системы качества, с определением средств метрологического контроля и испытаний. повышение унификации продукции. обеспечение единства измерений. создание эталонов. Стандартизация деталей машин обеспечивает: возможность массового или крупносерийного производства стандартных деталей; как известно, трудоемкость деталей в массовом и крупносерийном производствах во много раз меньше, чем в мелкосерийном и индивидуальном, при значительно меньшем отходе металла в стружку; возможность использования стандартного инструмента режущего, деформирующего и измерительного; легкость замены вышедших из строя деталей при ремонте; большую экономию труда при конструировании; повышение качества конструкций. 3. Стандартизация основных норм взаимозаменяемости. 1. Понятие о взаимозаменяемости. Что обеспечивает взаимозаменяемость? Взаимозаменяемость - свойство независимо изготовленных с заданной точностью деталей (сборочных единиц) обеспечивать возможность бесподгоночной сборки (или замене при ремонте) сопрягаемых деталей в сборочные единицы, и сборочных единиц – в механизмы и машины при соблюдении предъявляемых к ним технических требований. Выполнение требований к точности деталей и сборочных единиц изделий является важнейшим исходным условием обеспечения взаимозаменяемости. Кроме этого, необходимо выполнять и другие условия: устанавливать оптимальные номинальные значения параметров деталей и сборочных единиц, выполнять требования к материалу, технологии их изготовления и контроля и т.д. Взаимозаменяемыми могут быть детали, сборочные единицы и изделии в целом. В первую очередь такими должны быть детали и сборочные единицы, от которых зависят надежность и другие эксплуатационные показатели изделий. Это требование, естественно, распространяется и на запасные части. Взаимозаменяемость обеспечивает: гарантированное качество продукции; упрощение процесса сборки, который сводится к простому соединению деталей; предпосылки к широкой специализации и кооперированию заводов. Возникает возможность изготавливать детали и узлы в отдельных цехах, на разных заводах, расположенных в разных городах и странах; специализировать отдельные заводы на производство конкретных узлов и поставки их другим заводам; удешевления производства: возможность организации поточного производства; упрощение ремонта, который сводится к простой замене детали или узла. За счет этого уменьшаются простои оборудования, улучшаются технико-экономические показатели его эксплуатации. Взаимозаменяемость может быть полной или неполной (ограниченной). При полной взаимозаменяемости обеспечивается выполнение всех видов параметров с точностью, позволяющей производить беспригоночную сборку любых независимо изготовленных деталей в готовые изделия. При этом обеспечивается работоспособность изделия и выполняются предъявленные к нему технические требования. При неполной взаимозаменяемости для обеспечения заданной точности выходных характеристик (работоспособности) изделия предусматривается возможность выполнения дополнительных операций (для компенсации погрешностей первичных параметров) или групповой подбор деталей с размерами определенной группы (селективная сборка). Размерная взаимозаменяемость – это взаимозаменяемость по присоединительным размерам (например, по внутреннему d и наружному Д диаметрам подшипника качения). Параметрическая взаимозаменяемость – это взаимозаменяемость по выходным параметрам, т.е. взаимозаменяемость, при которой обеспечивается необходимая точность выходных параметров без дополнительной регулировки и подгонки (например, мощность и частота вращения вала электродвигателя). Внешняя взаимозаменяемость – это взаимозаменяемость покупных и кооперируемых изделий (монтируемых в другие более сложные изделия) и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей (например, в электродвигателях внешнюю взаимозаменяемость обеспечивают по частоте вращения вала и мощности, а также по присоединительным размерам; в подшипниках качения – по наружному Д и внутреннему d диаметрам). Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделия (например, в подшипнике качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца). Функциональная взаимозаменяемость стандартных изделий – это свойство независимо изготовленных деталей занимать свое место в изделии без дополнительной обработки. При этом предполагается не только возможность нормальной сборки, но и нормальная работа изделия после установки на нем новой детали или другой составной части взамен вышедшей из строя. Функциональными являются геометрические, электрические, механические и другие параметры, влияющие на эксплуатационные показатели машин и других изделий или служебные функции сборочных единиц. 4. Взаимозаменяемость, методы и средства контроля гладких цилиндрических соединений. 1. Что такое система допусков и посадок? Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизовать режущие инструменты и калибры, облегчает конструирование, производство и достижение взаимозаменяемости изделий и их частей, а также обусловливает достижение их качества. Система допусков и посадок ИСО для типовых деталей машин построена по единым принципам. Предусмотрены посадки в системе отверстия (СА) и в системе вала (СВ). Посадки в системе отверстия - посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис.4.1, а), которое обозначают Н. Посадки в системе вала - посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис.4.1, б), который обозначают h. 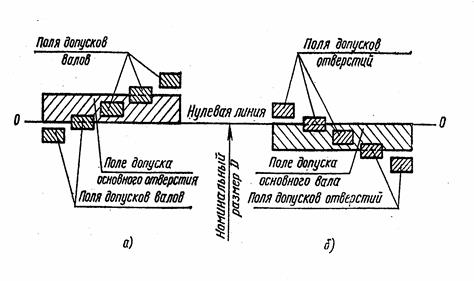 Рисунок 4.1 - Примеры расположения полей допусков для посадок в системе отверстия (а) и в системе вала (б) Для всех посадок в системе отверстия нижнее отклонение отверстия EI=0, т.е. нижняя граница поля допуска основного отверстия, всегда совпадает с нулевой линией. Для всех посадок в системе вала верхнее отклонение основного вала es=0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией. Поле допуска основного отверстия откладывают вверх, поле допуска основного вала - вниз от нулевой линии, т.е. в материал детали. Такую систему допусков называют односторонней предельной. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а, следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий. В связи с этим преимущественное распространение получила система отверстия. Для образования посадок с различными зазорами и натягами в системе ИСО для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий. Основное отклонение - это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии (рисунок 4.2). Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера. Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой. 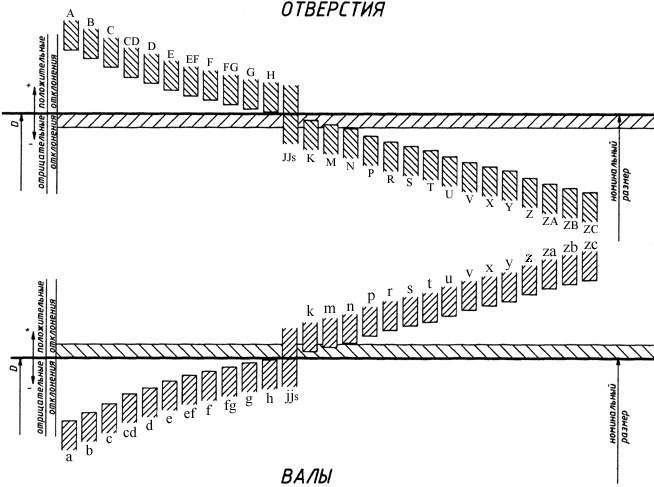 Рисунок 4.2 - Основные отклонения, принятые в системе ИСО В каждом изделии детали разного значения изготовляют с различной точностью. Для нормирования требуемых уровней точности установлены квалитеты изготовления деталей и изделий. Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность в пределах одного квалитета зависит только от номинального размера. В системе ИСО установлено 19 квалитетов: 01, 0, 1, 2, ... 17. Для квалитетов 5-17 при переходе от одного квалитета к следующему, более грубому, допуски возрастают на 60%. Через каждые пять квалитетов допуски увеличиваются в 10 раз. Для каждого квалитета построены ряды допусков, в каждом из которых различные размеры имеют одинаковую относительную точность. Для построения рядов допуска каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: до 3, свыше 3 до 6, свыше 6 до 10 мм, ..., свыше 400 до 500 мм. Для всех размеров, объединенных в один интервал, например, для размеров свыше 6 до 10 мм, значения допусков приняты одинаковыми. 5. Сертификация продукции. 1. Основные понятия сертификации. Правовые основы подтверждения соответствия. Сертификация (лат. sertifico -- удостоверяю) - подтверждение соответствия качественных характеристик товара стандартам качества. Под сертификацией подразумевается также процедура получения сертификата. К объектам сертификации относятся продукция, услуги, работы, системы качества, персонал, рабочие места и др. В сертификации продукции, услуг и иных объектов (далее - продукция) участвуют первая, вторая, третья стороны. Первой стороной принято считать изготовителя, поставщика, продавца продукции, второй - покупателя, потребителя. Под «третьей стороной» в процедуре сертификации подразумевается независимая, компетентная организация, осуществляющая оценку качества продукции. Третья сторона (например, испытательная лаборатория) для подтверждения своей компетентности и объективности проходит процедуру аккредитации, т. е. официального признания ее возможностей осуществлять соответствующий вид контроля или испытаний. Система сертификации - «система, имеющая свои собственные правила процедуры и руководства для проведения сертификации соответствия». Участники сертификации, осуществляют сертификацию по правилам, установленным в этой системе. Системы сертификации формируются на национальном (федеральном), региональном и международном уровнях. Сертификат соответствия - это документ, выданный по правилам системы сертификации и подтверждающий, что данная продукция, технологический процесс или услуга, соответствуют определенным стандартами или другим документам, устанавливающими требования к ним. Подтверждение соответствия - документальное удостоверение соответствия продукции или иных объектов, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ или оказания услуг требованиям технических регламентов, положениям стандартов или условиям договоров. (Ст. 2 ФЗ «О техническом регулировании»). Подтверждение соответствия осуществляется согласно целям и принципам, определенным Законом о техническом регулировании. Целями подтверждения соответствия служат: - удостоверение соответствия объектов технического регулирования требованиям технических регламентов, стандартов, договоров; - содействие приобретателям в компетентном выборе продукции, работ или услуг; - повышение конкурентоспособности продукции, работ или услуг на российском и международных рынках; - создание условий для обеспечения свободного перемещения товаров по территории РФ, а также для осуществления международного экономического, научно-технического сотрудничества и международной торговли. Принципы подтверждения соответствия: - доступность информации о порядке осуществления подтверждения соответствия заинтересованным лицам; - недопустимость применения обязательного подтверждения соответствия к объектам, в отношении которых не установлены требования технических регламентов; - установление перечня форм и схем обязательного подтверждения соответствия в отношении продукции определенных видов в соответствующем техническом регламенте; - уменьшение сроков осуществления обязательного подтверждения соответствия и затрат заявителя; - недопустимость принуждения к осуществлению добровольного подтверждения соответствия; - защита имущественных интересов заявителей и соблюдения коммерческой тайны в отношении сведений, полученных при осуществлении подтверждения соответствия; - недопустимость подмены обязательного подтверждения соответствия добровольной сертификацией. Подтверждение соответствия может носить обязательный или добровольный характер. Обязательное подтверждение соответствия проводится только в случаях, установленных техническим регламентом, исключительно на соответствие требованиям технического регламента. Объектом обязательного подтверждения соответствия может быть только продукция, выпускаемая в обращение на территории РФ. Формами обязательного подтверждения соответствия являются: 1. Декларирование соответствия. Декларация о соответствии - документ, удостоверяющий соответствие выпускаемой в обращение продукции требованиям технических регламентов. (Ст. 2 ФЗ «О техническом регулировании») При этом декларирование осуществляется по одной из следующих схем: 1) принятие декларации о соответствии на основании собственных доказательств; 2) принятие декларации о соответствии на основании собственных доказательств, доказательств, полученных с участием органа по сертификации и (или) аккредитованной испытательной лаборатории. Схема декларирования соответствия и состав доказательственных материалов определяются соответствующим техническим регламентом. Порядок декларирования соответствия и требования к декларации приведены в ст. 24 Закона о техническом регулировании. Форма декларации утверждается федеральным органом исполнительной власти по техническому регулированию. Этот же орган осуществляет регистрацию оформленных деклараций. 2. Обязательная сертификация, осуществляемая органом по сертификации на основании договора с заявителем. Схемы сертификации устанавливаются соответствующим техническим регламентом. Соответствие продукции требованиям технических регламентов подтверждается сертификатом соответствия. Срок действия сертификата устанавливается техническим регламентом. Требования к сертификату соответствия определены в ст. 25 Закона о техническом регулировании. Форма сертификата соответствия утверждается федеральным органом исполнительной власти по техническому регулированию. Этот же орган ведет реестр выданных сертификатов в порядке, установленном Правительством РФ. Обязательная сертификация осуществляется органом по сертификации, аккредитованным в порядке, который определен Постановлением Правительства РФ. Исследования (испытания) и измерения продукции при осуществлении обязательной сертификации проводятся аккредитованными испытательными лабораториями. Результаты исследований (испытаний) и измерений испытательная лаборатория оформляет протоколом, на основании которого орган по сертификации принимает решение о выдаче или об отказе в выдаче сертификата соответствия. Права и обязанности органа по сертификации определены ст. 26, а права и обязанности заявителя в области обязательного подтверждения соответствия - ст. 28 Закона о техническом регулировании. Продукция, соответствие которой требованиям технических регламентов подтверждено в установленном Законом порядке, маркируется знаком обращения на рынке. Знак обращения на рынке -- обозначение, служащее для информирования приобретателей о соответствии выпускаемой в обращение продукции требованиям технических регламентов. (Ст. 2 ФЗ «О техническом регулировании») Изображение знака обращения на рынке устанавливается Правительством РФ. Маркировка осуществляется самостоятельно заявителем любым удобным для него способом. Законом о техническом регулировании (ст. 29) определены условия ввоза на территорию РФ продукции, подлежащей обязательному подтверждению соответствия. Для помещения такой продукции под таможенные режимы, предусматривающие возможность отчуждения или использования этой продукции в соответствии с ее назначением на таможенной территории РФ, в таможенные органы одновременно с таможенной декларацией заявителем представляются декларация о соответствии или сертификат соответствия либо документы об их признании в соответствии с международным договором РФ. Указанные документы представлять не требуется в случае помещения продукции под таможенный режим отказа в пользу государства. Добровольное подтверждение соответствия осуществляется в форме добровольной сертификации. Оно проводится для установления соответствия объектов технического регулирования национальным стандартам, стандартам организаций и условиям договоров, системам добровольной сертификации. Система добровольной сертификации может быть создана индивидуальными предпринимателями и (или) юридическими лицами в порядке, определенном ст. 21 Закона о техническом регулировании. Эта система должна быть зарегистрирована органом исполнительной власти по техническому регулированию. Добровольная сертификация осуществляется на условиях договора между заявителем и органом по сертификации. На прошедшие добровольную сертификацию объекты выдаются сертификаты соответствия. Сертифицированные объекты могут маркироваться знаком соответствия системы добровольной сертификации. Знак соответствия - обозначение, служащее для информирования приобретателей о соответствии объекта сертификации требованиям системы добровольной сертификации или национальному стандарту. (Ст. 2 ФЗ «О техническом регулировании») Порядок применения знака соответствия устанавливается правилами соответствующей системы добровольной сертификации. Порядок применения знака соответствия национальному стандарту определяется национальным органом по стандартизации. |