Курсовой печать. 1. Технологическая часть 4
 Скачать 1.36 Mb. Скачать 1.36 Mb.
|

|
Характеристика свойств проектируемых швейных ниток В соответствии с предложенными методами обработки, оборудования и средствами малой механизации подобраны рациональные режимы обработки на машинах, которые представлены в таблице №3. Таблица 3 Режимы обработки материалов на машинахНаименование материалов Класс машины Номер иглы Толщина швейных ниток, текс Ширина шва, мм Количество стежков в см. 1 2 3 4 5 6 Трикотаж GC 6170 Typical 80 30 текс 12 мм 6 Лист Технологическая часть Трикотаж GN 795 Typical 80 30 текс 12 мм 6, 4 Трикотаж Typical GK-31030-3 80 30 текс 6 мм 5 Трикотаж GT 670-01 Typical 80 30 текс - 12 Трикотаж GT 660-01 Typical 80 30 текс - - В соответствии со свойствами основных, прокладочных и скрепляющих материалов подобраны оптимальные режимы влажно-тепловой обработки, которые обеспечивают высокое качество обработки изделия и увеличат производительность труда. Данные представлены в таблице № 4. Таблица 4Режимы влажно-тепловой обработкиУзел обработки Вид материала Марка оборудования Температура гладильной поверхности, оС Время выдержки,сек Давление кг/м2 Увлажнение,% Утюг Прес Утюг Прес Дублирование материалов Трикотаж, трикотажный дублерин Type Special I-P58/16S - 160-190 оС - До15 сек 50 кг/м2 20 % Лист Технологическая часть Утюжельные работы Трикотаж Silter 2035 160-220 оС До 10 сек 2 кг/м2 70% Окончательная отделка Трикотаж GM-Q7 multi-T Для легких и средних материалов, штор, материалов с большим количеством фурнитуры, аппликаций, складок. Окончательная обработка изделий (отпаривание, предпродажная подготовка), избавление от лас, снятие сора. 50% 1.3 Выбор и обоснование методов обработки и оборудованияДанный раздел является наиболее важным этапом проектирования, так как методы обработки определяют уровень качества изготовленных изделий. Выбор методов обработки проектируемого изделия осуществлялся в соответствии с действующей нормативной документацией и достижениями передовых предприятий, а также с учетом назначения одежды и свойств материалов, которые рекомендованы для проектируемого изделия. В результате, были выбраны методы обработки, которые обеспечивают высокое качество; минимальную трудоемкость изготовления изделия и дают возможность максимально использовать оборудование и приспособления малой механизации. Особое внимание уделялось методам обработки, обеспечивающим надежность изделия в эксплуатации, предохраняющим детали и участки от растяжения, разрыва, истирания,. С лицевой стороны узлы, обработанные существующим и проектируемым методами, выглядят одинаково, но при использовании проектируемых методов обработки в значительной степени облегчается процесс обработки узла и сокращается время изготовления за счет внедрения современных прокладочных и скрепляющих материалов, технологичных конструкций деталей, использования приспособлений малой механизации, замены оборудования на более производительное. Например – застрачивание низа изделия выполняется на плоскошовной машине Typical GK-31030-3. Это обеспечивает экономию времяни операции без лишних затрат . Лист Технологическая часть Для изготовления изделий высокого качества необходим правильный подбор режимов обработки материалов. Они выбираются в соответствии с волокнистым составом проектируемых материалов. Данные представлены в таблицах3 и 4. Таблица 5Характеристика применяемого оборудования
При выборе методов обработки уделено внимание изготовлению изделий технологичных конструкций и унифицированных методов обработки. Методы обработки основных узлов 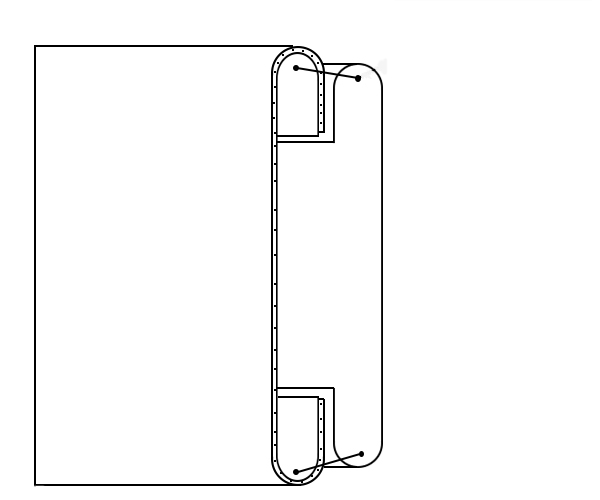 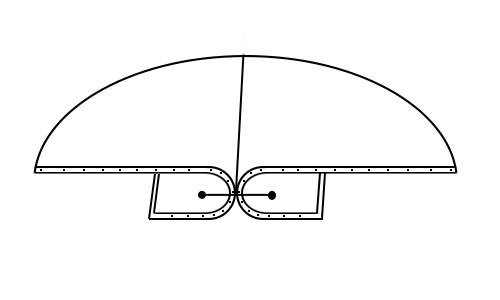 Рис1 Обтачивание хлястика Рис 2 Стачнивание планок Лист Технологическая часть 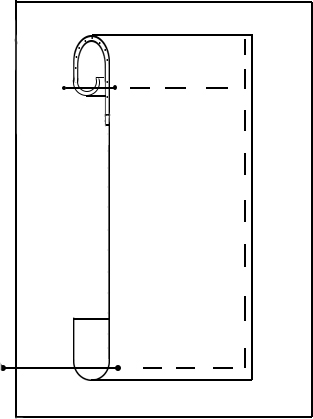 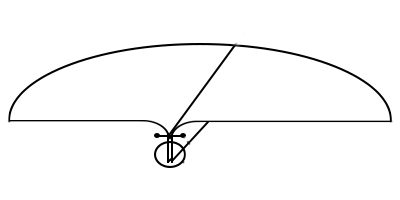 Рис 3. Настрачивание кармана Рис 4 Стачивание боковых швов 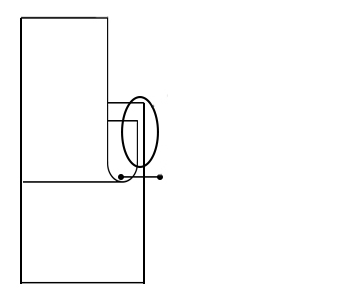 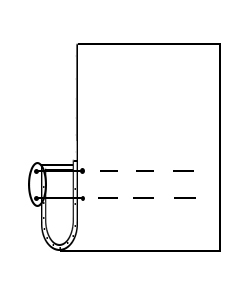 Рис 5 Стачивание плечевых швов Рис 6 Застрачивание низа 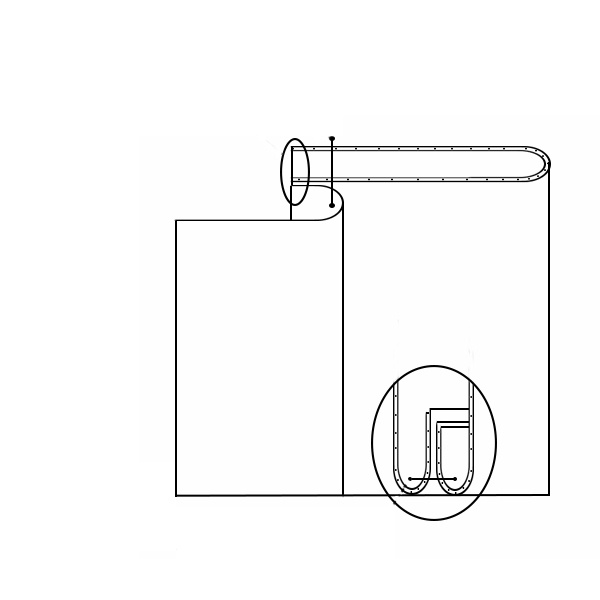 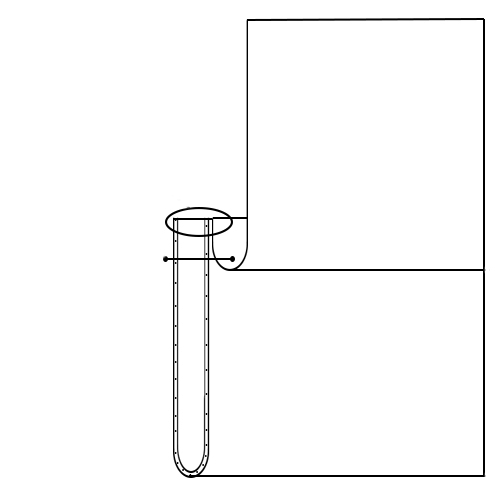 Рис 7 Притачивание планки Рис 8 Притачивание манжет 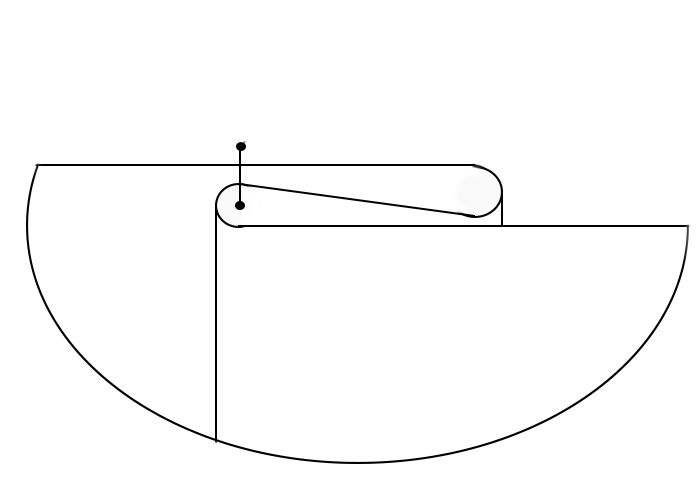 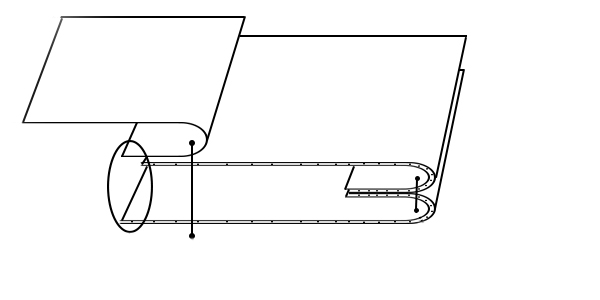 Рис 9 Стачивание выточек Рис 10 Притачивание планки 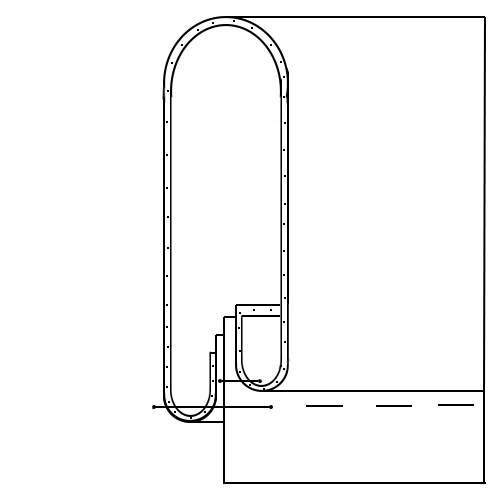 Рис 11 Притачивание пояса |