1. Технологическая часть. 6 1 Рисунок изделия. Описание внешнего вида. 6
 Скачать 1.2 Mb. Скачать 1.2 Mb.
|

1 2 Внутренние дефектыК внутренним основным дефектам сварных швов относят трещины(холодныеигорячие) и поры. Горячие трещины  Рисунок 1.7.3 Горячие трещины Горячие трещины появляются в то время, когда металл сварного шва находится в состоянии между температурами его плавления и затвердевания. Они могут быть в двух направлениях – вдоль и поперек сварного шва. Горячие трещины обычно являются результатом использования неправильного присадочного материала (в частности, алюминиевых и CrNi сплавов) и его химического состава (например, высокое содержание в составе углерода, кремния, никеля и др.) Горячие трещины могут появиться в результате неправильной заварки кратера, в результате резкого прекращения сварки. Холодные трещины Трещины, которые возникают после того, как сварочный шов полностью остывает и затвердевает, называются холодными трещины. Эти дефекты также появляются тогда, когда сварочный шов не соответствует действующим на него нагрузкам и разрушается. Поры 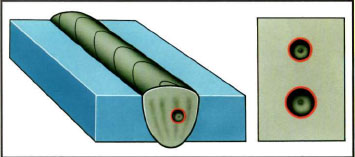 Рисунок 1.7.4 Поры Пористость является одним из основных дефектов сварки, с которыми сталкиваются все сварщики при всех сварочных процессах. Пористость может быть вызвана загрязнением, плохой защитой ванны потоком сварочного газа, маслом, краской, сваркой несовместимых сплавов или даже ржавчиной и окислением металла. Поры могут различаться по размеру и, как правило, распределяются в случайном порядке по сварочному шву. Они могут находиться как внутри шва, так и на его поверхности. Основные причины появления пористости: -Недостаточный поток защитного сварочного газа -Чрезмерный поток защитного газа. Это может вызвать подсос воздуха в поток газа. -Сквозняк в зоне сварки. Он может сдувать защитный газ. -Засорение сварочного сопла или повреждение системы подачи газа (утечка в шлангах, соединениях и т.д. 2.Организационная часть 2.1 Организация, подготовка и содержание рабочего места на основе требований НОТ Для защиты рабочих от излучения дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабину размером 2X2,5 м. Стенки кабины могут быть сделаны из тонкого железа, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготовляют из трубы или из угловой стали. Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент). Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Освещенность кабины должна быть не менее 80—100 лк.  Рисунок 2.1.1Сварочный пост К выполнению электросварочных работ допускаются лица, которые достигли 18-летнего возраста, признаны пригодными для данной работы медицинской комиссией, прошли специальное обучение безопасным методам и приемам ведения работ и имеют квалификационную группу по электробезопасности не ниже ІІ. Электросварщик ручной сварки, которого принимают на работу, должен пройти вводный инструктаж по охране труда, производственной санитарии, пожарной безопасности, приемам и способам оказания доврачебной помощи пострадавшим, должен быть ознакомлен под роспись с условиями работы, правами и льготами за работу во вредных и опасных условиях труда, о правилах поведения при возникновении аварий. До начала работы непосредственно на рабочем месте электросварщик ручной сварки должен пройти первичный инструктаж по безопаснымприемам выполнения работ. О проведении вводного инструктажа и инструктажа на рабочем месте делаются соответствующие записи в Журнале регистрации вводного инструктажа по вопросам охраны труда и Журнале регистрации инструктажей по вопросам охраны труда. При этом обязательны подписи как того, кого инструктировали, так и того, кто инструктировал. Электросварщик, который принимается на работу, после первичного инструктажа должен на протяжении 2-15 смен (в зависимости от стажа, опыта и характера работы) пройти стажировку под руководством опытного квалифицированного электросварщика ручной сварки, который назначается приказом (распоряжением) по предприятию. Повторный инструктаж по правилам и приемам безопасного ведения работы электросварщик должен проходить: а) периодически, не реже одного раза в квартал; б) при неудовлетворительных знаниях по охране труда не позднее месячного срока; в) в связи с допущенным случаем травматизма или нарушением требований охраны труда, которые не привели к травме. Электросварщик ручной сварки должен работать в спецодежде и спецобуви, предусмотренных Типовыми отраслевыми нормами: костюме брезентовом или костюме для сварщика, рукавицах брезентовых, ботинках кожаных. Рабочие места должны бытьобеспечены инвентарными заграждениями, защитными и предохранительными устройствами, иметь достаточное освещение.Вслучае необходимости, пользоваться исправным переносным светильником напряжением не выше 42 В, а при работе в котлах, цистернах, колодцах – не выше 12В. Освещенность рабочего места должна быть не менее 50 лк. Электросварщик должен на протяжении всего рабочего дня содержать в порядке и чистоте рабочее место, не загромождать проходы к нему материалами и конструкциями. Запрещается проводить внешние электросварочные работы на подмостках во время грозы, гололеда, тумана, при ветре силой 15 м/сек и больше. Электросварочную установку размещать так, чтобы были обеспечены свободный доступ к ней, удобство и безопасность при ведении работ. При одновременном использовании нескольких сварочных установок их надо устанавливать не ближе 350 мм одну от другой, а ширина проходов между ними должна быть не меньше 800 мм. Электросварочную установку включать в электросеть только с помощью пускового устройства. Запрещается питать сварочную дугу непосредственно от силовой и осветительной электросетей. Длина проводов между питательной сетью и передвижной установкой не должна превышать 10 м. Кабель (электропроводку) следует размещать на расстоянии не менее 1 м от трубопроводов кислорода и ацетилена. Расстояние от места проведения электросварочных работ до места установки газогенератора, баллонов с газом и легковоспламеняющихся материалов должно быть не меньше 10 м. Запрещается хранить легковоспламеняющиеся материалы и взрывоопасные вещества в помещениях для сварки. В закрытых помещениях и внутри емкостей электросварщик должен работать при наличии приточно-вытяжной вентиляции. Запрещается одновременная работа электросварщика и газосварщика (газорезчика) внутри закрытой емкости или резервуара. Рабочие места при работе нескольких электросварщиков в одном помещении следует ограждать светонепроницаемыми щитами (экранами) из огнеупорного материала высотой не менее 1,8 м. Выполнять электросварочные работы на высоте с лесов и других средств подъема разрешается только после проверки мастером их прочности и устойчивости, а также после принятия мер, предупреждающих загорание настилов, падение расплавленного металла и огарков электродов на работающих или людей, которые проходят вблизи. Запрещается использовать случайные опоры. Электросварщик, при необходимости, должен спускаться в траншеи (котлованы) по приставным стремянкам, переходить через канавы и траншеи по переходным мостикам. Перед началом работы электросварщик должен: -Надеть спецодежду, спецобувь, застегнуть манжеты рукавов. При этом куртка не должна быть заправлена в брюки, а брюки должны быть выпущены поверх ботинок. -Получить индивидуальные средства защиты, которые необходимо использовать по назначению: а) щиток электросварщика – для защиты от брызг расплавленного металла, от действия лучей электрической дуги; б) предупредительный пояс – при работе на высоте, внутри емкости; в) шланговый противогаз – для работы внутри закрытых резервуаров при наличии аэрозоля, газа, пыли; г) каску с двух- и трехслойными подшлемниками – для защиты головы от падения предметов; д) асбестовые и брезентовые нарукавники – для защиты от брызг расплавленного металла при потолочной сварке; е) очки защитные со светофильтром марки “В”, “Г”. -Осмотреть и упорядочить рабочее место и проходы возле него, пол на рабочем месте должен быть сухой. -Проверить изоляцию сварочных проводов, убедиться в наличии заземления электросварочной установки и надежности соединения всех контактов. -Убедиться, что возле места сварки нет легковоспламеняющихся и горючих материалов. -Запрещается выполнять сварочные работы в сосудах, находящихся под давлением. -До начала сварки детали (конструкции) должны быть надежно закреплены. -Запрещается оставлять без присмотра электрододержатель под напряжением, а также работать при неисправности сварочного аппарата, сварочных проводов, электрододержателя или шлема-маски (щитка). По окончании работы электросварщик должен: а) отключить электросварочную установку от источников электроэнергии; б) выключить вентиляцию; в) привести в порядок рабочее место, оборудование, инструменты и устройства; г) убрать провода и инструмент в отведенное для них место или сдать в кладовую; д) снять спецодежду и спец обувь, очистить их от пыли и другой грязи и положить в отведенное для хранения место и переодеться; е) потом вымыть лицо и руки теплой водой с мылом или принять душ; ё) сообщить мастеру об окончании работ и обо всех неполадках во время проведения работ. 2.2 Техника безопасности, электробезопасности и противопожарные мероприятия при выполнении данной производственной работы. При электросварочных работах возможны следующие виды травматизма: поражение электрическим током, поражение глаз и открытой поверхности кожи излучением электрической дуги, ожоги от капель метала и шлака, отравление вредными газами, пылью и испарениями, выделяющимися при сварке, ушибы и ранения от взрывов баллонов сжатого газа и при сварке сосудов из-под горючих веществ. В исправном состоянии оборудования и правильном выполнении сварочных работ возможность поражения электрическим током исключается. Однако в практике возможны поражения электрическим током вследствие неисправности сварочного оборудования или сети заземления, неправильного подключения сварочного оборудования к сети, неисправность электропроводки и неправильного ведения сварочных работ. Поражение от электрического тока происходит при прикосновении к токонесущим частям электропроводки и сварочной аппаратуры. Напряжение холостого хода источников питания дуги достигает 90 В. Учитывая, что сопротивление человеческого организма в зависимости от его состояния (утомлённость, состояние здоровья, влажность кожи) может изменяться в широких приделах (от 1000 до 20000 Ом), указанные выше напряжения являются очень опасными для жизни. Токи более 0,05 А могут вызвать тяжёлые последствия и даже смерть. Опасность поражения сварщика и подсобных рабочих током особенно велика при сварке крупногабаритных резервуаров, во время работы внутри ёмкостей лёжа или полулёжа на металлических частях свариваемого изделия или при выполнении наружных работ в сырую погоду, в сырых помещениях, котлованах, колодцах, котлах и др. Во избежание поражения электрическим током необходимо соблюдать следующие условия: Корпуса источников питания дуги, сварочного вспомогательного оборудования и свариваемые изделия должны быть надёжно заземлены. Заземление осуществляют медным проводом, один конец которого закрепляют к корпусу источника питания дуги к специальному болту, а второй конец присоединяют либо к общей заземляющей шине, либо к металлическому штырю, в битому в землю. Заземление передвижных источников питания производят до включения их в силовую сеть, а снятие заземления – только после отключения от силовой сети. Для подключения источников сварочного тока к сети используются настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должны быть более 10м. для того чтобы нарастить провод, применяют соединительную муфту с прочной изоляционной массой или проводом с электроизоляционной оболочкой. Провод подвешивают на высоте 2,5-3,5м. Спуски заключаются в заземленные металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию – от порчи. Сварочное оборудование должно находиться под навесом, в палатке или в будке для предохранения от дождя и снега. При невозможности соблюдения таких условий сварочные работы не производят, а сварочную аппаратуру укрывают от воздействия влаги. Присоединять и отсоединять от сети электросварочное оборудование, а также наблюдать за его исправным состоянием в процессе эксплуатации обязан электротехнический персонал. Сварщикам запрещается выполнять эти работы. Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрепанной изоляцией категорически запрещается. При сварке швов резервуаров, колов, труб и других закрытых и сложных конструкций необходимо пользоваться резиновым ковриком, шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12В. Все сварочные установки при работе в условиях, требующих особой электробезопасности, должны иметь устройство для автоматического отключения сварочной цепи или снижения напряжения холостого хода при обрыве дуги до 12 В с выдержкой не более 5 секунд. Большое применение получили устройства типа УСНТ (УСНТ-05, УСНТ-06 и др.). При холостом ходе первичная обмотка трансформатора питается через ограничительные резисторы типа УСНТ, и напряжение питания снижается до 60-80 В, а вторичное напряжение холостого хода – до 12 В. При возбуждении дуги коротким замыканием резисторы шунтируются тиристорами, и на трансформатор подаётся полное сетевое напряжение. После прекращения сварки через 0,5-1 секунду снова включаются ограничительные резисторы, и напряжение холостого хода снижается до 12 В. При работах внутри резервуара или при сварке сложной конструкции, а также при сварке ёмкостей из-под горючих и легковоспламеняющихся жидкостей к сварщику назначается дежурный наблюдатель, который должен обеспечить безопасность работ и при необходимости оказать первую помощь. При поражении электрическим током пострадавшего необходимо освободить от электропроводов, обеспечить доступ свежего воздуха и, если пострадавший потерял сознание, немедленно вызвать скорую медицинскую помощь. При необходимости до прибытия врача надо произвести искусственное дыхание. Защита зрения и открытой поверхности кожи от лучей электрической дуги. Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей. Яркость видимых лучей значительно превышает норму, допускаемую для человеческого глаза, и поэтому, если смотреть на дугу невооружённым глазом, то она производит ослепляющее действие. Ультрафиолетовые лучи даже при кратковременном действии в течение нескольких секунд вызывают заболевание глаз, называемое электрофтальмией. Оно сопровождается острой болью, резью в глазах, слезотечением, спазмами век. Продолжительное облучение ультрафиолетовыми лучами вызывает ожоги кожи. Инфракрасные лучи при длительном воздействие вызывают помутнение хрусталиков глаза, что может привести к временной частичной и даже полной потере зрения. Тепловое действие инфракрасных лучей вызывает ожоги кожи лица. Для защиты зрения и кожи лица от световых и невидимых лучей дуги электросварщики и их подручные должны закрывать лицо щитком, маской или шлемом, в смотровые отверстия которых вставлено специальное стекло-светофильтр. Светофильтр выбирают в зависимости от сварочного тока и вида сварочных работ. Для защиты от воздействия излучений в стационарных цехах устанавливают закрытые сварочные кабины, а при строительных и монтажных работах применяются переносные щиты или ширмы. Защита от брызг метала и шлака. В процессе сварке и при уборке и обивке шлака капли расплавленного металла и шлака могут попасть в складки одежды, карманы, ботинки, прожечь одежду и причинить ожоги. Во избежание ожогов сварщик должен работать в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе. Куртку не следует заправлять в брюки. Карманы должны быть плотно закрытыми клапанами. Брюки надо носить поверх обуви. При сварке потолочных, горизонтальных и вертикальных швов необходимо надевать брезентовые нарукавники и плотно завязывать их поверх рукавов у кистей рук. Зачищать швы от шлака и флюса следует лишь после остывания и обязательно в очках с простыми стёклами. Защита от отравлений вредными газами. Особенно загрязнение воздуха вызывает сварка электродами. Состав пыли и газов определяется содержанием покрытия и составом свариваемого и электродного (или присадочного) металла. При автоматической сварке количество газов и пыли значительно меньше, чем при ручной сварке. Сварочная пыль (аэрозоль) представляет собой смесь мельчайших частиц окислов и минералов. Основным составляющим является оксиды железа (до 70%), марганца, кремния, хрома, а также фтористые и другие соединения. Наиболее вредными веществами, входящими в состав покрытия, флюса и металла электрода, является хром, марганец и фтористые соединения. Кроме аэрозолей, воздух в рабочих помещениях при сварке загрязняется различными вредными газами, например, оксидами азота, углерода, фтористым водородом и др. На рабочем месте допускаются следующие предельные концентрации веществ в воздухе (мг\м3):марганец и его соединения -0,3;хром и его соединения -0,1; свинец и его соединения -0,01; цинковое соединения-5,0; оксид углерода -20,0; фтористый водород -0,5; окись азота -5,0;бензин, керосин -300,0. Концентрация нетоксичной пыли более 10 мг\м3 не допускается. Однако если содержание кварца превышает 10%, то концентрация нетоксичной пыли допускается только до 2 мг\м3. Удаление вредных газов и пыли из зоны сварки, а также подача чистого воздуха осуществляется местной и общей вентиляцией. При оборудование сварочных кабин обязательно предусматривается местная вытяжная вентиляция с верхним, Боковы или нижним отсосом, удаляющая газы и пыль непосредственно из зоны сварки. Общая вентиляция должна быть приточно-вытяжной, производящей отсос загрязнённого воздуха из рабочих помещений и подачу свежего. В зимние время воздух подогревают до температуры 20-22С° с помощью специального нагревателя-калорифера. При сварке в резервуарах и замкнутых конструкциях необходимо обеспечить подачу свежего воздуха под небольшим давлением по шлангу непосредственно в зону дыхания сварщика. Объём подаваемого свежего воздуха должен быть не менее 30 м³/ч. Без вентиляции сварка в закрытых резервуарах и конструкциях не разрешается. Баллоны транспортируют с навёрнутыми предохранительными колпаками на подрессоренном транспорте или на специальных тележках. При этом толчки и удары недопустимы. Нельзя устанавливать баллоны вблизи нагревательных приборов или под солнечными лучами. На рабочем месте баллоны должны быть надёжно укреплены в вертикальном положении, так чтобы исключалось всякая возможность ударов и падений. Категорически запрещается отогревать влагу на редукторе баллонов со сжатым газом открытым пламенем, так как это, безусловно, вызывает взрыв баллона. Отогревать можно только тряпками, смоченными горячей водой. Ёмкости из-под нефтепродуктов необходимо перед сваркой тщательно очистить от остатков продуктов и 2-3 раза промыть горячим 10%-ным раствором щёлочи с продувкой паром или воздухом до удаления запаха. Литература 1.Акулов А.И., Бельчук Г.А., Демянцевич В.П. Технология и оборудование сварки плавлением. – М.: Машиностроение, 2018. – 432 с.; 2.Бельфор М.Г. Оборудование для автоматической сварки и наплавки . – М.: Высш. шк., 2018. – 272 с.; 3.Виноградов Оборудование и технология дуговой и автоматической автоматизированной сварки. – М Высшая школа, 2019г. 4. Красовский А.И. Основы проектирования сварочных цехов: Учебник для вузов по специальности «оборудование и технология сварочного производства». – 4-е изд., перераб. – М.: Машиностроение, 2018. – 319 с., ил.; 5.Куркин С.А., Николаев Г.А Сварочные конструкции. Технология изготовления, механизация, автоматизация и контроль качества . – М.: Высш. шк., 2018.- 398 с.; 6.КитаевА.А. Дуговая сварка. – М. Машиностроение, 2018 г. 7.МасловС.А. Сварочные работы. – М.:Академия, 2018г 8.Николаев Т.А. Электрогазосварщик. – Ростов – на – дону: Феникс, 2000г. 9.Петров Г.Л. Сварочные материалы. – Л.: Машиностроение, 2018. – 277с. 10.Рыжков Н.И. Производство сварных конструкций в тяжелом машиностроении. Организация и технология. - 2-е изд., перераб. и доп. – М.: Машиностроение, 2018. – 375 с., ил.; 11.Рыбаков В.М. Дуговая и газовая сварка. – М.:Высшая школа, 2018г. 12.Сварка в машиностроении: Справочник. В 4-х т. Т 3. / – М.: Машиностроение , 1979. – 567 с., ил. 1 2 |