диплом. КУРОСОВАЯ РАБОТА. 1 Технологический раздел 1 Назначение, конструкция и условия работы буксовых узлов электровозов серии вл80
 Скачать 206.98 Kb. Скачать 206.98 Kb.
|

 1 Технологический раздел 1.1 Назначение, конструкция и условия работы буксовых узлов электровозов серии ВЛ80с Назначение буксового узла: соединение колесных пар с рамой тележки или вагона; передача нагрузки от кузова вагона через подшипник на шейку оси колесной пары; ограничения поперечного и продольного перемещений колесных пар относительно кузова вагона или тележки при движении вагона; размещения подшипника, смазки и смазочных приспособлений и защиты их от загрязнения и обводнения. В соответствии с перечисленным букса должна обладать достаточной прочностью для передачи нагрузки; обеспечивать непрерывную подачу необходимого количества смазки к трущимся элементам буксы; быть достаточно герметичной, чтобы не было утечки смазки и загрязнения внутренней полости песком, пылью, водой и другими посторонними элементами; обеспечивать удобство и легкость монтажа и демонтажа подшипников, а также осмотр деталей буксового узла. Устройство буксового узла электровоза ВЛ80с. Букса 4 соединена с большим 5 и малым 1 кронштейнами рамы тележки 3 с двумя буксовыми поводками 2. Вертикальная нагрузка передается от рамы на колесные пары через стойки 6, пружины 7, рессору 8 подвешенную к проушинам буксы 4 и буксу. Относительные перемещения между рамой тележки и колесной парой сопровождаются поворотом поводков в вертикальной (при вертикальных колебаниях) и горизонтальной (при поперечных перемещениях) плоскостях. 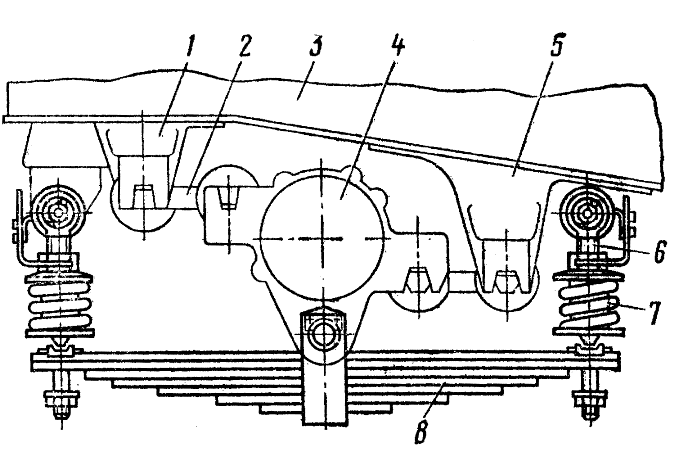 Основные детали буксового узла: 1-малый кронштейн; 2-буксовые поводки; 3-тележка; 4-букса; 5-большой кронштейн; 6-стойка; 7-пружина; 8-рессора Рисунок 1 - Буксовый узел электровозов ВЛ80с Каждый поводок (рисунок 2) состоит из литого корпуса или тяги 2, двух сайлентблоков и торцовых резинометаллических шайб 6. Сайлентблок состоит из валика 5 диаметром 65 мм и одной или двух резинометаллических втулок. Резиновая втулка 9 запрессована в стальную 8 втулку, а валик запрессован в резинометаллическую втулку. Сайлентблоки запрессованы в корпус поводка, а на трапецеидальные концы валиков установлены торцовые шайбы 6. Положение шайб относительно корпуса поводка фиксировано штифтами 7. Концы валиков входят в трапецеидальные пазы кронштейнов 4 рамы и приливов 1 корпуса буксы и затягиваются болтами 3. Поэтому при перемещениях буксы валики одного поводка остаются параллельными и не вращаются, а поворот поводка сопровождается деформациями резины втулок и торцовых шайб, т. е. все относительные перемещения происходят без внешнего трения и износа поводков. 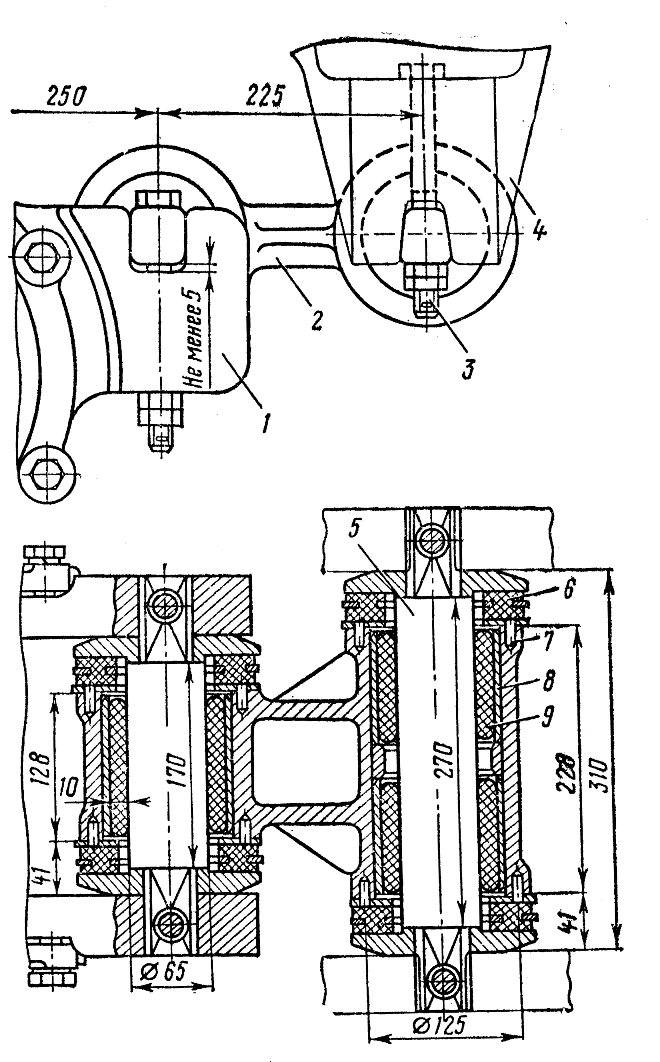 Основные детали буксового поводка: 1-прилив корпуса буксы; 2-литой корпус; 3-болт; 4-трапецеидальные пазы кронштейнов рамы; 5-валик; 6- торцовые резинометаллические шайбы; 7-штифт; 8-стальная втулка; 9-резиновая втулка Рисунок 2 – Буксовый поводок 1.2 Основные неисправности буксовых узлов электровозов серии ВЛ80с Основными неисправностями буксовых узлов на подшипниках качения являются: износы и изломы сепараторов, разрушение деталей крепления подшипников, обводнение смазки, ослабление натяга внутренних и лабиринтных колец, изломы и разрывы внутренних и упорных колец подшипников. Износ и разрушение сепараторов, как правило, происходят из-за обводнения или недостаточного количества смазки в подшипниках, а также из-за механических повреждении сепараторов, не выявленных при полной ревизии буксы. В настоящее время необходимо обязательно производить вихретоковый контроль сепараторов, обращая особое внимание на состояние мест перехода от перемычек к основанию. Причинами попадания влаги в смазку являются неправильное ее хранение и нарушения технических требований к монтажу буксы. Не разрешается хранить смазку под открытым небом незащищенной от попадания атмосферных осадков. Во избежание попадания влаги в буксу не разрешается промывка колесных пар, подлежащих промежуточной ревизии, без специальной защиты буксового узла. При монтаже следует закладывать смазку в лабиринтное кольцо равномерно по всей окружности; необходимо заменять резиновые прокладки и кольца на новые и следить за прочностью болтовых креплений крышек. Основная причина разрушения торцового крепления подшипников на шейке оси - нарушение требований монтажа букс: завышение зазоров между кольцами, неправильный подбор и установка гайки М 110. Следует тщательно контролировать состояние резьбы гаек и шеек осей. Проворот колец происходит из-за нарушения температурных режимов при монтаже букс, применение несовершенных измерительных приборов и инструментов или неправильной их настройки. Изломы колец происходят из-за нарушений требований неразрушающего контроля колец без снятия их с шеек осей, а также из-за, значительных нагрузок на подшипники. При контроле колец особое внимание следует уделить состоянию их бортов и мест перехода от бортов к цилиндрической поверхности. Для уменьшения вероятности появления усталостных разрушений на наружных кольцах при установке блока подшипника в буксу следует менять зону его нагружения. Встречая поезда с ходу, осмотрщики вагонов, используя признаки, выявляют неисправные буксы при движении вагонов. После остановки состава каждый буксовый узел должен быть тщательно проконтролирован в следующем порядке: проверить состояние колесной пары; проверить нагрев буксы и сравнить его с другими буксами этого состава; осмотреть крышки, корпус буксы, лабиринтное кольцо; путем обстукивания смотровой крышки определить исправное состояние торцового крепления. 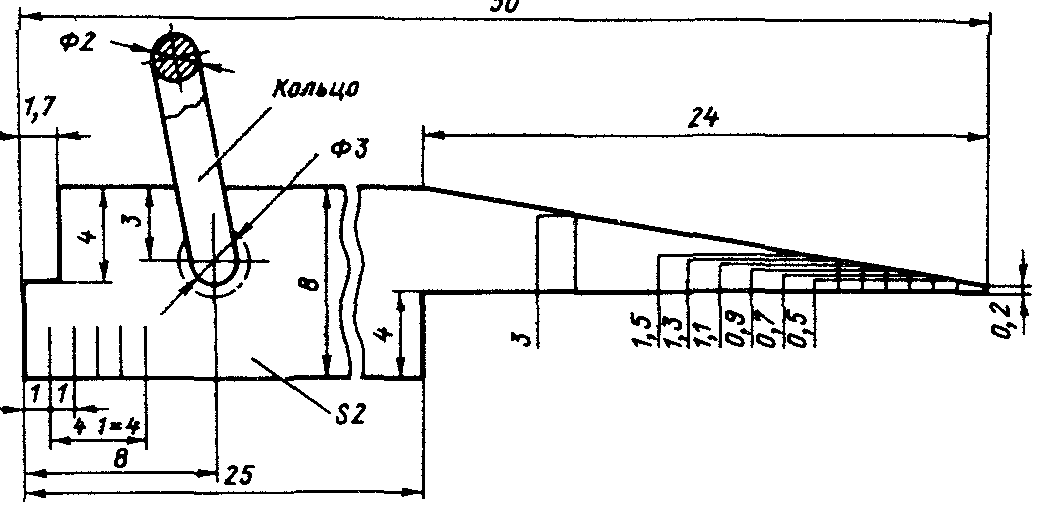 Рисунок 3 — Шаблон для измерения зазора между лабиринтным кольцом и корпусом буксы и для определения сдвига корпуса буксы с лабиринтного кольца. 1.3 Периодичность планового технического обслуживания и ремонта буксовых узлов электровозов серии ВЛ80с Для буксовых узлов техническое обслуживание и ремонт выполняются в сроки и по нормативам, установленным системой технического обслуживания и ремонта буксового узла согласно инструкции ЗЦВ-РК. Для содержания буксового узла с подшипником качения в исправном состоянии предусмотрен их контроль в эксплуатации и выполнение промежуточной, полной и большой ревизии. Промежуточную ревизию выполняют при ТР-2. Для этого буксу осматривают, проверяют целостность корпуса, крышек, сварных швов наличников и других деталей. Очищают от грязи и снимают передние крышки букс, укладывают их в чистый противень или закрывающийся ящик внутренней стороной вверх. Старую загрязненную смазку в доступной части удаляют и детали протирают. Обращают внимание на количество смазки и возможные ее загрязнения. Если при растирании смазки руками в ней обнаруживаются металлическая пыль или кусочки металла, колесную пару выкатывают и буксу демонтируют. Большую ревизию букс проводят при ТР-3. Буксу разбирают, оставляя на шейках оси внутренние кольца цилиндрических подшипников. Подшипники промывают и осматривают. При сборке буксы блоки цилиндрических подшипников и большие дистанционные кольца ставят на прежние места в соответствии с маркировкой. проверяют зазоры и разбеги подшипников. Полную ревизию букс выполняют при полном освидетельствовании колесных пар, а также при необходимости замены подшипника. Подшипниковый узел в этом случае разбирают, все детали промывают и осматривают. Корпус, роликовые подшипники и детали при необходимости ремонтируют или заменяют новыми. Замеряют и восстанавливают посадочные натяги и зазоры. Для контроля за состоянием буксового узла в пути следования применяются системы бесконтактного обнаружения нагретых букс в поездах – ДИСК, ПОНАБ. Виды технических обслуживаний, ремонта локомотивов и их назначение: 1.Техническое обслуживание (ТО-1, ТО-2, ТО-3) - проводят для предупреждения неисправностей локомотивов в эксплуатации, поддержание их работоспособности и надлежащего санитарного состояния, обеспечении пожарной и безаварийной работы. 2.Техническое обслуживание (ТО-4) - служит для обточки бандажей колёсных пар (без выкатки из- под локомотива) с целью подержания оптимальной величины и проката и толщены гребней. Разрешается совмещать обточку бандажей с производством ТО-3 и ТР. 3.Техническое обслуживание (ТО-5) - служит для подготовки локомотивов в запас ОАО ‘’РЖД’’, подготовки к эксплуатации после изъятия из запаса или локомотивов прибывших в недействующем состоянии после ремонта или передислокации а также при отправлении на капитальный, средний ремонты или на другие дороги. 4.Текущий ремонт (ТР-1) предусматривает все работы в объеме (ТО-3) и дополнительно производят очистку, осмотр и ревизию основных узлов и деталей ходовых частей, сочленения тележек и возвращающих устройств, рессорного подвешивания, тормозной рычажной передачи, автосцепных устройств, песочниц, опор и рамы кузова, тормозного, пневматического оборудования и компрессоров; осмотр тяговых двигателей, вспомогательных машин, токоприемников и электрической аппаратуры; 5.Текущий ремонт ТР-2 предусматривает выполнение операций в объеме ТР-1, кроме того при необходимости производится обточка колесных пар без выкатки из-под локомотива, выполняются разъединение и ревизия сочленения электровозных тележек. Производится подъем кузова для ревизии пятниковых узлов, проверяются фрикционные аппараты автосцепки. 6.При текущем ремонте ТР-3 выполняются все работы в объеме ТР-2, а также ревизия подшипников электрических машин, пропитка обмоток, проточка и продороживание коллекторов. 1.4 Способы очистки и дефектации буксовых узлов электровозов серии ВЛ80с Выбор способа очистки зависит от вида загрязнений, степени воздействия очищающей среды на материал поверхности, размеров и формы изделий, наличия оборудования, санитарно-гигиенических, экологических, экономических и иных требований. Механический способ – используют средства механического воздействия, а также силу струи сжатого воздуха, воды, пара, песка, дроби и т.п. Физико-химический способ основан на использовании активных моющих растворов и широко применяется в струйных и мониторных моечных машинах в сочетании с методом гидродинамической очистки. Может использоваться как самостоятельный метод очистки в погруженных моечных машинах, выварочных и моечных ваннах, в ваннах с использованием ультразвука или электролита. Осмотр букс проводят при техническом обслуживании и текущих ремонтах. Убеждаются в целостности корпусов букс и отсутствии в них трещин. Проверяют плотность прилегания буксовых крышек и надежность их крепления, заменяют оборванные болты и при необходимости восстанавливают их крепление шплинтами. Как правило, буксы с подшипниками качения не вскрывают, если не проводится их ревизия. Причинами снятия крышек могут служить данные о ненормальной работе буксы в виде повышенного нагрева, который проверяется рукой на ощупь и не должен превышать 70 °С. Дефектировка После очистки проверяют крепление буксовых поводков, зазоры между дном паза и валиком поводка. Смазка с резиновых частей амортизатора должна быть удалена. Через один ТР-1 осматривают буксу с приводом скоростемера. При этом разжиженную смазку удаляют и добавляют свежую. На электровозах восстанавливают правильное положение колесных пар и букс в тележках, зазоры и разбеги, которые нарушаются в течение межремонтного пробега вследствие износа узлов и деталей. С этой целью поперечные разбеги колесных пар и зазоры между буксами и буксовыми направляющими, близкие к браковочным и не обеспечивающие работу до следующего планового ремонта в пределах норм допусков должны быть уменьшены. При этом должны быть обеспечены параллельность осей колесных пар в тележке и перпендикулярность их к продольной оси тележки. Разность расстояний между центрами смежных осей по правой и левой стороне тележки, а также отклонение их от перпендикулярного положения, измеренное по концам оси с учетом продольного разбег букс, не должны превышать 3 мм. Бандажи колесных пар должны быть расположены симметрично относительно продольной оси тележки. Разность расстояний от внутренних граней бандажей колесной пары до боковин тележки за вычетом поперечного разбега каждой стороны не должна превышать 3 мм. Для проверки симметричности расположения колесной пары в тележке измеряют расстояние между внутренней гранью бандажа и внутренней поверхностью боковины рамы тележки с обеих сторон колесной пары. Для измерений применяют специальный шаблон или штангенциркуль. Общий (суммарный) поперечный разбег колесной пары, т. Е. разбег, перпендикулярный продольной оси тележки, для осей электровозов различных серий должен быть в пределах 2— 18 мм. 1.5 Технология ремонта буксовых узлов электровозов серии ВЛ80с Текущий ремонт TP электровозов серии ВЛ80С производят согласно временных ремонтных руководств по техническому обслуживанию, текущему и среднему ремонтам. На TP, помимо работ, предусмотренных для технического обслуживания, выполняется виброакустичекая диагностика буксовых подшипников качения и ревизия заземляющих устройств буксы. Осмотр буксовых узлов колёсных пар производят в соответствии с требованиями инструкции. На корпусе буксы и крышках не допускается образование трещин, вмятин, ослабление их болтовых креплений и креплений поводков, а также наличие масла на поверхностях резиновых деталей. Зазор между узкой клиновой частью валика поводка и дном паза в щеке кронштейна на буксе или в кронштейне на раме тележки допускается не менее 0,2 мм. Выборочно из любой буксы забирают масло для лабораторного анализа, при неудовлетворительном анализе проверке подлежат все остальные буксы. С буксовых узлов с механическим приводом скоростемера при каждом втором TP открывают передние крышки, откручивают гайки и удаляют разжиженную или загрязнённую смазку, вместо которой добавляют свежую. Если при растирании смазки между пальцами в ней обнаруживают металлическую пыль или кусочки металла, то данную колёсную пару выкатывают с демонтажем буксового узла для более тщательной проверки. Для тягового подвижного состава разработана и внедрена базовая рецептура нового смазочного материала «Буксол». Данная смазка имеет оптимальные объёмомеханические, защитные и антифрикционные характеристики. На текущем ремонте проверяют также состояние видимых частей подшипника (колец, сепараторов, роликов) и его торцевое крепление. На каждом TP проводится техническая диагностика колёсно-моторных блоков с помощью виброакустического устройства, в случае получения данных о неисправности колёсно-моторного блока производится его выкатка для замены неисправного подшипника буксового узла. Для ремонта электровозов в депо используют несколько типов переносных комплексов вибродиагностики; «Ректор 2000», «Компас- 12», «Прогноз-1», индикатор ресурса подшипников ИРП-12, «Контекс» и; СМ-3001, с помощью которых определяют техническое состояние буксовых подшипников. Ремонт элементов букс. Роликовые подшипники промывают мыльной эмульсией в специальной моечной машине, затем повторно промывают в бензине и насухо протирают салфетками. При осмотре выявляют следы чрезмерного нагрева, трещины на кольцах, роликах и сепараторах, выкрашивание металла и раковины на дорожках качения колец и роликах, рифление на дорожке качения внутреннего кольца, ползуны на поверхности качения роликов. При наличии указанных дефектов подшипники ремонтируют, забракованные детали заменяют. После формирования колесной пары до монтажа буксовых узлов она проходит проверку на соответствие геометрическим параметрам. Контроль проводится на стенде с помощью лазерных систем измерения. Наличие трещин в колесной паре проверяется методом ультразвукового контроля с использованием бесконтактных электромагнитно акустических (ЭМА) датчиков. Все это существенно упрощает технологию диагностики, повышает производительность и улучшает условия труда, а также не требует очистки поверхностей контролируемых изделий. В ОЦВ завершается разработка системы контроля работы буксового узла грузового вагона при движении поезда. Информация о дефектах в этой системе будет передаваться по радиоканалу машинисту и в диагностический центр. В стадии разработки находится комплексная система мониторинга пассажирского вагона в движении, включающая в себя системы контроля буксового узла, схода вагона, генератора, редуктора в средней части оси. Пазы в щеках корпуса буксы под валики поводков проверяют шаблоном. При необходимости размеры пазов восстанавливают наплавкой электродом Э42А с последующей механической обработкой до чертежных размеров. Замеряют отверстие под валик в проушинах буксы. В случае износа отверстие растачивают не более чем на 2 мм от чертежного размера или осуществляют наплавку с последующей обработкой. Резьба в отверстиях корпуса буксы должна быть чистой, без заусенцев, вмятин и раковин. Допускаются отдельные сорванные нитки резьбы при условии, что в сумме они составляют не более 2/3 витка в отверстии. Если же повреждения резьбы большие, то нарезать новую резьбу в корпусе буксы под болты крышки не разрешается. В таком случае старую резьбу рассверливают до полного ее удаления, отверстие заваривают и рассверливают вновь, затем нарезают резьбу чертёжного размера. После наплавки пазов и отверстий в буксе и механической обработки проверяют их взаимное расположение в корпусе буксы и соответствие чертежу. 1.6 Предельно допустимые размеры и состояние деталей буксовых узлов электровозов серии ВЛ80с при выпуске из различных видов технического обслуживании и ремонта Таблица 1- нормы допусков и износов деталей механического оборудования буксового узла электровоза BJI80c
1.7 Оборудование, средства механизации, технологическая оснастка, применяемые при ремонте буксовых узлов электровозов серии ВЛ80с Таблица 2 - Оборудование, средства механизации, технологическая оснастка, применяемые при ремонте буксового узла
1.8. Особенности сборки и освидетельствования буксовых узлов электровозов серии ВЛ80с Сборка роликовой буксы: - на предподступичную часть оси колесной пары напрессовывается лабиринтовое кольцо в горячем состоянии. - на шейку оси напрессовывается внутреннее кольцо с буртом для первого подшипника, внутреннее дистанционное кольцо шириной 14 мм, внутреннее кольцо без буртов с фасками для второго подшипника (напрессовка всех колец на ось колесной пары производится в горячем состоянии при температуре 100-120 °С, которая достигается путем подогрева колец в масляной ванне). Сбоку к корпусу буксы крепится задняя крышка восемью болтами. Внутрь корпуса буксы плотно вставляются два роликовых подшипника без внутренних колец, а между ними ставится наружное дистанционное кольцо шириной 14 мм. Корпус буксы с двумя подшипниками и задней крышкой с помощью кран-балки одевается на внутренние кольца подшипников на оси колесной пары. На конец оси надевается упорное кольцо с буртом, затем на резьбу на конце оси накручивается гайка, которая стопорится планкой. Эта планка крепится к торцу оси в прорези двумя болтами, эти два болта попарно стопорятся проволокой. Снаружи сбоку к корпусу буксы восемью болтами крепится передняя крышка. Во время сборки буксы все свободное пространство внутри буксы на 2/3 заполняется смазкой «буксол» по 3,5+4,0 кг в одну буксу. Разбег колесной пары вдоль букс составляет 0,5-1 мм, а в эксплуатации не более 2 мм. Чтобы не было трения буртов внутренних колец подшипников о торцы роликов, его регулируют путем подбора ширины наружного дистанционного кольца. 1.9 Испытания и послеремонтная диагностика буксовых узлов электровозов серии ВЛ80с Для диагностических комплексов при ремонте основными показателями применения являются следующие параметры: время контроля и выявляемость дефектов. Для оптимизации перечисленных параметров при диагностике подшипников разработан диагностический комплекс УКД. Разработанный комплекс производит контроль состояния подшипников КМБ, в частности буксовых узлов, по двум методам: акустико-эмиссионному и методу переходных сопротивлений, путем добавления прибора ИРП-12 в комплекс ИВК 7607. Диагностику буксовых узлов производим при вращении колесной пары с частотой 130-160 об/мин, осуществить которое можно на специализированном стенде, либо при совмещении процесса диагностики с технологическим процессом ремонта элементов колесных пар на станках и поточных линиях. Для реализации вращения используется катковый стенд, создающий условия рабочей нагрузки, и позволяющий получить наиболее достоверную информацию о техническом состоянии подшипников буксовых узлов, моторно-осевых подшипников, подшипников ТЭД. Комплекс УДК предназначен для получения полной информации о фактическом состоянии подшипников качения на работающем, либо обкатывающем оборудовании с целью выявления: - меры износа, в том числе наличие дефектов, не допустимых для дальнейшей эксплуатации по отраслевым нормам износа подшипников качения по усталостному износу, механическому истиранию и прочим видам износа; - состояния смазки в подшипниковых узлах: недостаток, наличие металлических продуктов износа, излишней влаги; - правильности сборки подшипниковых узлов при изготовлении и ремонте; - температуры подшипниковых узлов; Оценка состояния износа определяется путем сравнения фактического показания дисплея при проверке технического состояния подшипника с данными «Технологии диагностики подшипников». Прибор Кронверк 7607 позволят вести съём информации мгновенного значения переходного сопротивления по двум каналам и мгновенного значения температуры обоймы подшипника по другим двум. Принцип работы заключается в том что, прибор производит архивацию усреднённого за секунду значения переходного сопротивления. Токосъём производится с вала колесной пары, вала двигателя, путём присоединения к валу щёточного механизма. При мгновенном замыкании цепи: обойма, шарик, масло, свободный носитель происходит мгновенный скачок в сторону уменьшения сопротивления. Назначение и устройство каткого стенда КДС. Для технического диагностирования КМБ под локомотивом используются катковые стенды, которыми создаются колебательные движения, такие как при вращении колесных пар, приближая тем самым условия диагностирования к эксплуатационным. Комплекс УДК с внедрённым прибором ИРП-12 обладает рядом преимуществ перед аналогами: - надежная диагностика дефектов на ранней стадии их развития; - безразборная диагностика состояния подшипников; - быстродействие и простота измерений; - гибкость конфигурирования под контролируемый объект; - малые габариты и вес измерительных приборов (ИРП-12: 178 х 82, m = 0,65 кг; Кронверк: 220 х 210, m = 2 кг.) 1.10 Техника безопасности при ремонте буксовых узлов электровозов серии ВЛ80с Все виды технических осмотров и ремонтов должны проводиться при строгом соблюдении Правил по охране труда. Снятие и установка буксового узла на колесную пару должны осуществляться механизированным способом. Буксовые узлы, снятые при разборке, перед ремонтом должны быть очищены от загрязнений в моечной машине. Моечные машины должны иметь вытяжную вентиляцию, защитные шторы, а также быть оборудованы устройствами для очистки, повторного использования и отвода сточных вод, механизированного удаления ила и остатков мусора. Пуск моечной машины должен быть сблокирован с включением вытяжной вентиляции. При разборке букс на конвейере поточной линии его движущиеся части, к которым возможен доступ работников, необходимо оградить. Защитные ограждения должны быть съемными, выполненными из отдельных секций. Расстояние между наиболее выступающими частями конвейера и строительных конструкций цеха должно быть не менее 1 м. Для предупреждения возможности поражения электрическим током корпуса электродвигателей, индукционных нагревателей, электропечей и другого оборудования, которое может оказаться под напряжением, должно быть надежное заземление. Заземление должно быть хорошо видно. Электропечи должны иметь устройства, выключающие ток при открывании загрузочных дверей. При нагреве лабиринтных и внутренних колец в масляной ванне с электроподогревом они должны быть начисто вымыты и высушены перед погружением в горячее масло. Погружать кольца в ванну необходимо осторожно во избежание разбрызгивания горячего масла. Масло перед заливом в ванну необходимо проверить на отсутствие влаги. При работе с индукционными нагревателями, дефектоскопами необходимо использовать средства личной защиты: диэлектрические перчатки, галоши, резиновые коврики и инструмент с изолированными ручками. Транспортировка колесных пар и букс должна выполняться исправными грузоподъемными механизмами и грузозахватными приспособлениями. Они должны иметь клеймо или бирку с указанием грузоподъемности и даты испытаний, при отсутствии которых работать с приспособлениями нельзя. Моечные машины должны иметь устройства для отвода, очистки и повторного использования сточных вод. Рабочие, производящие обмывку деталей букс, должны пользоваться фартуками и перчатками, а при использовании каустической соды - также и защитными очками. Полы возле моечных машин делаются бетонными или асфальтовыми с уклоном в сторону спуска в канализацию. Приспособления и механизированный инструмент должны быть удобными в работе, легко закрепляться в рабочем положении и легко сниматься. Администрация должна обеспечивать работников исправным, правильно заточенным инструментом. Неисправный и несоответствующий условиям работы инструмент подлежит немедленному изъятию и замене. Заключение Эффективная работа ремонтного персонала во многом зависит от рациональной и экономически выгодной организации ремонтного производства, т.е. широкого внедрения прогрессивной техники и технологии, улучшения условия труда, повышения его качества производительности, распространение и обобщения опыта передовых депо ОАО «РЖД». Для поддержания электровозов в работоспособном состоянии, предупреждения постепенных отказов из-за старения и износа оборудования необходима планово-предупредительная система ремонта. Внедрение в производство новых систем технической диагностики показывает насколько это выгодно не только в прогнозировании состояния электровозов, его работоспособности и ремонтопригодности но и дает возможность экономического прогноза, т.е. экономики в средствах затрачиваемых на ремонт, и самое главное доказывает, что существующую планово-предупредительную систему необходимо делать гибкой и постоянно совершенствовать в целях снижения уровня затрат на производство установленного объема работ для технического обслуживания или ремонта с более тщательным учетом фактического состояния оборудования. Причем в задачу ТО и видов ремонта должно входить не только восстановление отказавших узлов и агрегатов, но и предотвращение их отказов в эксплуатации. В данном курсовом проекте рассмотрены и решены основные вопросы организации технического обслуживания и ремонта буксовых узлов электровоза ВЛ80с. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||