Отчет по профилю специальности. Назначение и структура вагонного депо
 Скачать 1.05 Mb. Скачать 1.05 Mb.
|

 Назначение и структура вагонного депо Вагонные депо являются основными линейными предприятиями вагонного хозяйства. Они предназначены для деповского и текущего ремонта грузовых и пассажирских вагонов, ремонта и комплектовки узлов и деталей, обслуживания вагонов в эксплуатации. Схема вагонного депо представлена на рисунке 1. 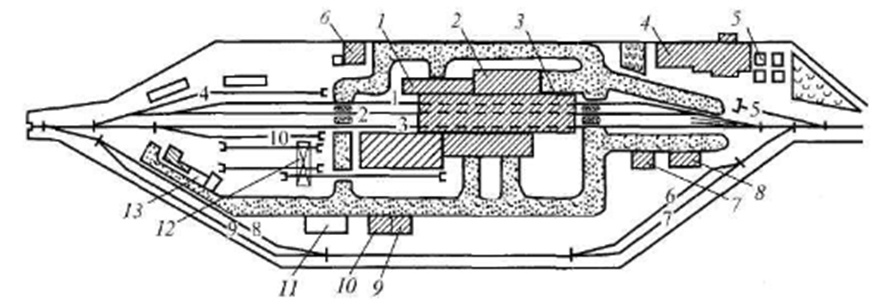 Рисунок 1 – Схема вагонного депо 1 - служебно-технический корпус и бытовые помещения; 2 - мастерские;3 - вагоноремонтный цех; 4 - деревообделочный цех; 5 - склад лесоматериалов; 6 - котельная; 7 - подзарядная аккумуляторов; 8 - трансформаторная подстанция; 9 - компрессорная; 10 - склад запасных частей; 11 - склад бензина и красок; 12 - парк колесных пар и тележек; 13 - хранилище смазки В состав вагонного депо входит блок производственных помещений, в которых непосредственно выполняется деповской ремонт вагонов (в некоторых случаях и капитальный), а также все другие подразделения вагонного хозяйства, расположенные на участке обслуживания депо (ПТО, МППВ, ПКПВ, МПРВ, ПОТ и др.). Производственная структура вагонных депо, предназначенных для плановых видов ремонта, определяется составом производственных подразделений, их взаимным расположением, а также формами технологической взаимосвязи. Основными факторами, влияющими на производственную структуру депо, являются специализация депо на ремонте определенного типа вагонов, программа ремонта и уровень кооперирования с другими предприятиями. Тип вагонов, на ремонте которых специализируется депо, определяет состав производственных подразделений. Программа ремонта определяет целесообразное распределение производственного процесса на стадии, закрепление операций за каждым рабочим местом, объединение рабочих мест в подразделения, специализированные на ремонте технологически однородной продукции. Тележки является основной частью вагона, служат для направления вагона по рельсовому пути, распределения и передачи всех нагрузок от кузова на путь, восприятия тяговых и тормозных сил, обеспечения движения вагона с минимальным сопротивлением и необходимой плавностью хода. Различают основные и вспомогательные участки и отделения. На основных участках и отделениях выполняются производственные операции по ремонту вагонов и их частей. К таким участкам относятся вагоноремонтный, тележечный, участок по ремонту колесных пар и роликовых букс, ремонтно-комплектовочный, по ремонту электрооборудования пассажирских вагонов, по ремонту холодильных установок и кондиционеров. К основным относятся также специализированные участки по ремонту автотормозного оборудования вагонов (воздухораспределителей, авторежимов, авторегуляторов, соединительных рукавов и концевых кранов). Эти участки называются авто контрольными пунктами (АКП). Вспомогательные участки и отделения изготавливают изделия, необходимые в процессе производства на основных участках, и занимаются содержанием и ремонтом оборудования депо. К вспомогательным относятся ремонтно-механический участок, участок ремонта силового электрооборудования депо, ремонтно-хозяйственный участок, инструментальное отделение. Отдельное место в структуре депо занимают участки, которые осуществляют обслуживание самого предприятия. К ним можно отнести котельную, трансформаторную и др. Частью сложной структуры являются вагонные парки, в которых ремонта ожидают неисправные вагоны. Программа ремонта и режим работы вагонного депо. Фонды рабочего времени Основным фактором, определяющим ремонтную программу депо, является количество и номенклатура подвижного состава. Главным показателем объема работы депо является количество ремонтов, производимых в течение года. Годовая программа отдельных видов ремонта и осмотра вагонов является основой для всех расчетов при проектировании устройств вагонного хозяйства. Она определяет целесообразное разделение производственного процесса на стадии, закрепление технологических операций за каждым рабочим местом, объединение групп рабочих мест в подразделения, специализированные на ремонте технологически однородной продукции. Для проектируемого депо устанавливаем годовую программу ремонту вагонов 9000 физических единиц. Режим работы определяет: прерывность или непрерывность производства; число рабочих дней в году; продолжительность рабочей недели, ч; число смен работы в сутки; продолжительность смены, ч. В соответствии с действующим трудовым законодательством определяется действительный трудовой фонд рабочего времени. Под режимом работы понимается определённое чередование времени работы и отдыха. Для проектируемого депо устанавливаем следующий режим работы: пятидневная рабочая неделя с продолжительностью рабочей смены 8,2 часов (без учета обеденного перерыва) для всех дней недели, кроме субботы. Суббота и воскресенье принимается выходными днями. Таким образом, сохраняется суммарная продолжительность рабочего времени одной недели, равная 41 часу. Годовой фонд рабочего времени определяется для одного рабочего: где Fяв – годовой фонд рабочего времени одного явочного рабочего с нормальной продолжительностью рабочего дня, ч; m см – количество рабочих смен; m см = 1 Д к – число календарных дней в году; Д к = 365 дней. d пр – число нерабочих (праздничных и выходных) дней в году; d пр = 61 дней t см – нормированная продолжительность рабочей смены, ч; t см = 8,2 ч. d ск – количество дней в году с сокращенной продолжительностью рабочей смены; t cк = 1 ч. – величина сокращения продолжительности смены. Действительный годовой фонд времени работы оборудования определяется по формуле:  ; ;где Коб =4 % – коэффициент, учитывающий потери времени на ремонт оборудования.  Методы, используемые при ремонте вагонов Современная система ремонта предусматривает совершенные методы ремонта, основными из которых являются: стационарный и поточный. При стационарном методе вагоны от начала до конца ремонта находятся на одних и тех же позициях. На каждой из позиций производится полный комплекс работ по ремонту вагонов. Все ремонтные позиции оснащаются самостоятельным комплексом технологической оснастки. Большое число выполняемых технологических операций и ограниченная производственная площадь, отводимая под ремонтную позицию, не позволяют в широких масштабах применять стационарное специализированное высокопроизводительное технологическое оборудование, требуется повторять комплексность оснастки либо перемещать его от одного вагона к другому, что увеличивает норму простоя вагона в ремонте. При этом методе ремонта особое значение имеет график работы, так как значительная плотность работ (одновременно на вагоне работает максимально возможное количество рабочих) при ограниченном времени на их выполнение требует строжайшего соблюдения технологической дисциплины. Работы по ремонту осуществляют специализированные и комплексные бригады рабочих, которые последовательно переходят с вагона на вагон. Это также требует затрат дополнительного времени на ремонт. Основными недостатками стационарного метода ремонта является необходимость перемещения рабочих бригад от одного вагона к другому, что сопряжено с потерей рабочего времени и затрудняет оснащение ремонтных позиций оборудованием, механизмами и приспособлениями. Поточный метод характеризуется разделением комплекса операций, закрепленных за отдельными рабочими, позициями, размещенными последовательно в соответствии с технологическим процессом. Ремонтируемый объект постепенно перемещается с одной позиции на другую. Значительное сокращение количества технологических операций, выполняемых на каждой позиции, создает возможность внедрения высокопроизводительной специализированной стационарной технологической оснастки и существенного повышения производительности труда. В зависимости от типа вагоносборочного участка вагоны могут перемещаться в процессе ремонта в одном направлении или П-образно (при вагоносборочном цехе тупикового типа). На каждой позиции могут находиться один или несколько вагонов в зависимости от принятой технологии ремонта. Совокупность рабочих мест, расположенных в последовательности выполнения операции технологического процесса и предназначенных для производства закрепленных за ними операций, образуют поточную линию. Поточный метод нашел широкое применение не только при ремонте вагонов, но и при ремонте узлов и деталей, например, поточно-конвейерная линия ремонта тележек, колесных пар, букс, автосцепок, тормозных приборов и так далее. В отличие от поточного метода при стационарном методе ремонта вагоны от начала до окончания ремонта находятся на одних и тех же ремонтных позициях. Группы рабочих различных специальностей в определенной последовательности, выполнив работы на одном вагоне, переходят на другой. В настоящее время основным методом ремонта вагонов является поточный. Внедрение современных технологий при ремонте вагонов Установка УП-2М (рисунок 2) предназначена для устранения (правки) всех видов деформаций продольных и торцевых балок обвязочной рамы в горизонтальной плоскости во время выполнения текущего ремонта полувагонов.  Рисунок 2 – Установка для правки верхней обвязочной рамы полувагонов УП-2М Установка применяется в вагонных ремонтных депо, где невозможно или экономически нецелесообразно применение вагоноремонтных комплексов. При установке двигателя внутреннего сгорания (ДВС) установка может эксплуатироваться на ПТО и ППВ. В отличие от ранее разработанных установок для правки верхней обвязочной рамы УП-2М позволяет править как общие по всей длине вагона, так и локальные деформации. Усилие, развиваемое гидроцилиндрами достаточно для исправления деформаций без предварительного нагрева рамы. Установка УП-2М состоит из рамы с ограждениями и лестницей, на которой смонтированы: насосная станция; два поста управления; двенадцать гидроцилиндров; механизм передвижения. Основными рабочими инструментами установки УП2М являются двенадцать гидроцилиндров с ходом штока 400 мм работа, которых позволяет устранять деформацию верхней обвязочной рамы по всей длине полувагона. Управление гидроцилиндрами производится шестисекционными распределителями с двух постов управления, расположенных слева и справа от центра рамы. Работа каждого поста управления гидроцилиндрами независима друг от друга, также независима работа каждого гидроцилиндра и механизма передвижения установки УП-2М. Механизм передвижения установки состоит из двух ведущих и двух ведомых колес. Ведущие колеса имеют зубчатые насечки для увеличения сцепления с обвязочной рамой, а у ведомых колес есть рессоры для обеспечения постоянного контакта с верхней обвязкой рамы. Включение механизма передвижения происходит дистанционно. Управление установкой УП-2М осуществляется с насосной станции путем включения и выключения гидросистемы, распределения рабочей жидкости по потокам для привода гидроцилиндров и механизма передвижения. Установкой УП-2 на раме установлены три поста управления и пульт дистанционного управления. Первый пост управления расположен на раме посередине и смонтирован на передней панели. Пульт дистанционного управления располагается на раме насосной станции. Он осуществляет: включение/выключение гидросистемы, управление механизмом передвижения установки УП-2, управление шестью гидроцилиндрами с одного торца установки. Второй и третьей пост управления расположены соответственно слева и справа от первого. С них происходит управление потоками рабочей жидкости для двенадцати гидроцилиндров. На настиле рамы установки предусмотрены люки для контроля за установкой положения гидроцилиндров. Литература Основные источники: Технология вагоностроения и ремонта вагонов: Учебник для вузов / В. С. Герасимов, И. Ф. Скиба, Б. М. Кернич и др.; Под ред. В. С. Герасимова – 2-е изд., перераб. и доп. – М.: Транспорт, 2017г. Быков Б.В., Пигарев В.Е. Технология ремонта вагонов. Учебник для средних специальных учебных заведений железнодорожного транспорта М.: Желдориздат, 2018г. Дополнительные источники: Быков Б.В., Куликов В.Ф. – Конструкция механической части вагонов: учеб. пособие. – М.: ФГБОУ «Учебно-методический центр по образованию на железнодорожном транспорте» 2017 г. 2 Экономика железнодорожного транспорта : учеб. пособие / О. Г. Быченко, А. Ф. Сыцко; М-во трансп. и коммуникаций Респ. Беларусь, Белорус. гос. ун-т трансп. – Гомель: БелГУТ, 2017. Средства массовой информации: 1 https://studopedia.ru 2 https://www.вагонник.рф 3 https://mobile.studbooks.net 4 https://molotokrus.ru/statsionarnyy-sposob-remonta-vagonov/ |