кр. по докмунтоведению. майорова. Виды ремонта пассажирских вагонов
 Скачать 0.9 Mb. Скачать 0.9 Mb.
|

Основное назначение вагонного хозяйства — обеспечение перевозок пассажиров и грузов исправными вагонами, удовлетворяющими требованиям безопасности движения, при наличии необходимых удобств для пассажиров и сохранности перевозимых грузов. Отсюда вытекают и его главные задачи: поддержание в исправном состоянии пассажирских и грузовых вагонов, подготовка их к перевозкам, обслуживание пассажирских поездов и рефрижераторных вагонов в пути следования. Для бесперебойной эксплуатации вагонного парка и содержания его в исправном состоянии на железных дорогах России установлена четкая система технического обслуживания и ремонта вагонов. Пассажирские вагоны проходят: техническое обслуживание ТО-1 — перед каждым отправлением в рейс и в поездах в пути следования, ТО-2 — перед началом, летних и зимних перевозок в пунктах формирования пассажирских поездов и ТО-3 — единую техническую ревизию основных узлов — через 6 мес после постройки, планового ремонта или предыдущей ревизии; текущий ремонт с отщеплением вагонов от состава в пунктах формирования и оборота поездов или в пути следования с подачей их на специализированные ремонтные пути или в вагонное депо; ДР — плановый ремонт вагонов с заменой или модернизацией отдельных узлов и деталей; капитальный ремонт КР-1 для восстановления исправности и ресурса вагонов путем замены или ремонта изношенных и поврежденных узлов и деталей, а также их модернизации и КР-2, при выполнении которого дополнительно снимается часть обшивки кузова для замены теплоизоляции и электропроводки; капитально-восстановительный ремонт (КВР) с использованием восстановленных существующих конструкций кузовов и тележек, обновлением внутреннего оборудования и созданием современного интерьера. Виды технического обслуживания и ремонта вагонов и их периодичность устанавливают в зависимости от пробега, км, или предельно допустимых сроков эксплуатации между ремонтами. Так, например, крытые грузовые вагоны, изготовленные после 1984 г., проходят КР через 13 лет после постройки и через 12 лет — после очередного КР; их подвергают ДР через 3 года после постройки и через 2 года после ДР и КР или пробега 100 тыс. км. Пассажирские вагоны проходят КР-1 через 5 лет, КР-2 — через 20 лет, КВР — не ранее чем через 20 лет; ДР — через 2 года или по достижении 300 тыс. км пробега, ТО-3 — не позднее чем через 6 мес. или по достижении 150 тыс. км пробега. Для учета пробега грузовых вагонов создана система пономерного слежения за фактическим передвижением их по сети железных дорог. Ремонт и текущее содержание вагонов обеспечивают вагоноремонтные заводы, а также сооружения и устройства вагонного хозяйства: вагонные депо, пункты подготовки вагонов к перевозкам, пункты технического и контрольно-технического обслуживания, механизированные пункты текущего отцепочного ремонта, специализированные пути для укрупненного ремонта вагонов и контрольные посты. Кроме того, в состав вагонного хозяйства входят вагоноколесные мастерские, контейнерные депо и мастерские, перестановочные пункты, пункты экипировки и технического обслуживания рефрижераторных вагонов, а также ремонтно-экипировочные депо для пассажирских вагонов. Вагоноремонтные заводы, являющиеся промышленными предприятиями, предназначены для проведения капитального ремонта вагонов, их модернизации, изготовления запасных частей и формирования колесных пар. Заводы, как правило, специализируются на ремонте одного типа вагонов. Их размещают таким образом, чтобы было удобно обслуживать определенные районы сети железных дорог с учетом преобладающего типа вагонов для сокращения затрат времени на пересылку их в ремонт. Вагонные депо с соответствующими ремонтно-заготовительными цехами, относящиеся к структурным подразделениям вагонного хозяйства железных дорог — филиалов ОАО «РЖД», предназначены для деповского планового и текущего отцепочного ремонта вагонов, изготовления и ремонта запасных частей для пунктов технического обслуживания и безотцепочного ремонта вагонов в пределах участков, прикрепленных к депо. Вагонные депо могут быть грузовыми, пассажирскими и рефрижераторными, а при небольшом объеме ремонта — смешанными (для пассажирских и грузовых вагонов). В настоящее время часть пассажирских вагонных депо на дорогах подчинена пассажирским службам или компаниям. Депо имеют следующие основные цехи и отделения: сборочные, колесно-тележечные, механические, автосцепки и автотормозов, роликовых подшипников и букс, малярные, кузнечно-рессорные, деревообрабатывающие, электросварочные и др. При проектировании и строительстве новых и реконструкции существующих депо стремятся максимально механизировать и автоматизировать производственные процессы. В передовых депо организован ремонт грузовых вагонов на поточно-конвейерных линиях. Весь ремонт, начиная с разборки и кончая сборкой и испытанием, выполняется с помощью механизмов. В целях повышения производительности труда и сокращения простоя вагонов в ремонте вагонные депо специализируются, как правило, на ремонте вагонов одного-двух типов. Новые депо для грузовых вагонов рассчитаны на ремонт 6—10 тыс. вагонов в год. Они располагаются в основном на сортировочных станциях и в пунктах массовой подготовки вагонов к перевозкам. Депо, предназначенные для ремонта и содержания пассажирских вагонов, размещают в пунктах, к которым приписано не менее 1000 вагонов. Пункты подготовки вагонов к перевозкам служат для выполнения текущего ремонта и подготовки вагонов под перевозку грузов, с тем чтобы не было задержки поездов и отцепки вагонов в пути следования и обеспечивалась сохранность перевозимых грузов. Эти пункты размещают в местах массовой погрузки и выгрузки грузов. В зависимости от типа вагонов различают пункты подготовки полувагонов, платформ и цистерн, комплексной подготовки крытых и изотермических вагонов, в также промывочно-пропарочные станции. Пункты технического обслуживания вагонов (ПТО) размещают на сортировочных, участковых и пассажирских станциях для выявления и устранения технических неисправностей вагонов в формируемых и транзитных поездах и обеспечения максимально возможного их пробега без остановок. Техническое обслуживание осуществляется комплексными бригадами. В состав смен ПТО входят специализированные бригады по ремонту тормозного оборудования. Пункты контрольно-технического обслуживания вагонов (ПКТО) организуют для выявления и устранения технических неисправностей вагонов, угрожающих безопасности движения, и опробования тормозов. Эти пункты размещают в парках приема сортировочных станций, на участковых станциях, где происходит смена локомотивов или локомотивных бригад, и на станциях, предшествующих перегонам с затяжными спусками. Механизированные пункты текущего отцепочного ремонта вагонов (МПРВ) располагают на сортировочных станциях или в пунктах массовой погрузки и выгрузки вагонов. На некоторых сортировочных и крупных участковых станциях выделяют специализированные пути для укрупненного ремонта вагонов. Контрольные посты предназначены для выявления на ходу поезда вагонов с перегретыми буксами и другими неисправностями, угрожающими безопасности движения. Эти посты размещают перед промежуточными станциями, разъездами и обгонными пунктами на участках с интенсивным безостановочным движением поездов. Вагоноколесные мастерские служат для ремонта колесных пар, а контейнерные депо и мастерские — для планового, текущего и капитального ремонта контейнеров. Перестановочные пункты предназначены для перестановки вагонов с колеи, имеющей ширину 1520 мм, на колею шириной 1435 мм. Здесь происходит смена тележек: вагоны поднимают на домкратах, затем выкатывают тележки одной колеи и подкатывают тележки другой колеи. Для предупреждения схода тележек на перестановочных путях укладывают контррельсы. Эти пункты размещают на пограничных станциях. Пункты экипировки и технического обслуживания рефрижераторных вагонов служат для заправки этих вагонов топливом, маслом, водой и хладагентом (фреон, аммиак), а также обеспечения другими материалами. В пунктах технического обслуживания проводят периодический профилактический осмотр, регулирование аппаратуры и ремонт рефрижераторных вагонов. Ремонтно-экипировочные депо предназначены для ремонта и экипировки пассажирских вагонов при подготовке их к рейсу (снабжение водой, топливом, постельными принадлежностями, продуктами, наружная и внутренняя уборка с обмывкой и санитарной обработкой). Эти депо располагаются на пассажирских технических станциях в пунктах формирования пассажирских составов и приписки большого числа пассажирских вагонов.
Обмер колесных пар производят при их осмотре под вагонами, обыкновенном и полном освидетельствовании, а также при ремонте. 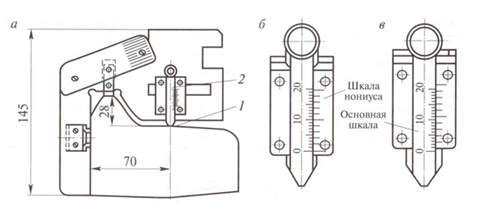 Прокат измеряют абсолютным шаблоном на расстоянии 70 мм от внутренней грани колеса, т.е. в наиболее изнашиваемой части. Для определения размера проката шаблон накладывают на профиль поверхности катания колеса до совмещения вертикальной грани шаблона с внутренней гранью колеса, опорная скоба при этом опирается на вершину гребня. Опустив измерительную ножку 2 до соприкосновения с поверхностью катания 1 размер проката прочитывают на вертикальной шкале и шкале нониуса шаблона. Определение величины проката производят в соответствии с рисунком путем подсчета количества целых делений по шкале движка до первой риски на правой шкале нониуса, затем определяют, какие риски на обеих шкалах совпадают, и подсчитывают окончательную величину дефекта. Цена деления шкалы нониуса — 0,1 мм. При наличии неравномерного проката на поверхности катания колеса его измеряют в нескольких местах по диаметру колеса и учитывают максимальное значение, а также разницу между максимальным и минимальным значениями. Этим же шаблоном измеряют ползун на поверхности катания. Для этого шаблон устанавливают так же, как и при измерении проката. Измерительную ножку шаблона опускают по вертикали над самым глубоким местом ползуна. Глубину ползуна определяют, как разницу между углублением и прокатом. При этом измерительная ножка должна оставаться на неизменном расстоянии от внутренней грани обода колеса. Толщину гребня измеряют абсолютным шаблоном на расстоянии 18 мм от его вершины с помощью горизонтального движка 1 шаблона, перемещая его до соприкосновения с гребнем или наложением браковочного выреза шаблона шириной 25 мм. 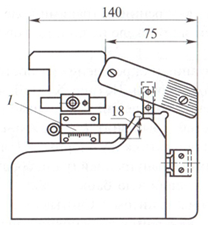 Гребень может иметь большой вертикальный износ (подрез), который определяют по отсутствию зазора между вертикальной гранью движка специального шаблона ВПГ и гребнем колеса на высоте 18 мм. 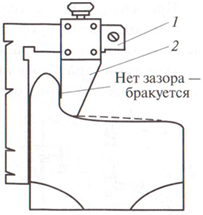 Для контроля вертикального подреза шаблон опорными ножками угольника 1 прижимают плотно к внутренней грани колеса. Движок 2 вплотную подводится к гребню колеса и закрепляется стопорным винтом. Подрез считается недопустимым, если рабочая поверхность основания движка соприкасается в верхней части на высоте 18 мм с поверхностью гребня. 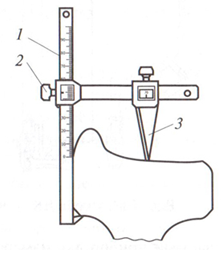 Толщину обода колеса измеряют толщиномером в наиболее изнашиваемом месте по кругу катания. Поэтому измерительную ножку 3 шаблона также устанавливают на расстоянии 70 мм от линейки 1соприкосновения с поверхностью катания колеса при помощи движка 2. Размер толщины обода колеса определяют по шкале линейки 1. Шаблон линейки плотно прижимают к внутренней грани обода колеса, а выступ в нижней части линейки при этом заводят под внутреннюю поверхность обода и затем измерительную ножку подводят до соприкосновения с поверхностью катания колеса при помощи движка 2. Толщиномером можно измерить также глубину ползунов, выщербин, высоту наваров. Размеры этих дефектов определяют как разницу между толщиной обода в местах расположения этих дефектов и толщиной обода на таком же расстоянии от внутренней грани обода колеса, но в том месте, где их нет. 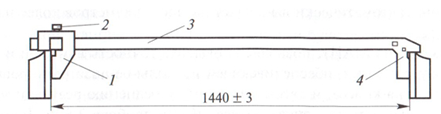 Измерение расстояния между внутренними гранями колес выполняют штангеном РВП, на штанге 3которого одна ножка 4 закреплена неподвижно, а другая1 может перемешаться и стопориться винтом 2. При измерении расстояния между внутренними гранями колес обе ножки подводят к внутренним граням и по шкале на штанге 4 определяют контролируемый размер. 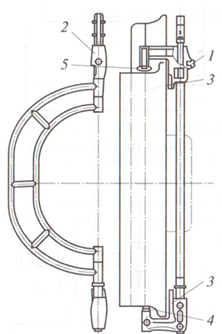 Измерение диаметров по кругу катания и определение разности диаметров колес на одной оси выполняют скобой ДК. Для выполнения измерений необходимо ослабить стопорный винт 1 подвижной бабки 2 и прижать скобу опорными поверхностями 3 к внутренней грани обола колеса, подвижную бабку 5 фиксируют стопорным винтом 1. Считывание показаний проводится по основной шкале и нониусу. Наконечники бабок 4 и 5 следует подвести до соприкосновения с поверхностью колеса и в положении максимального диаметра. Измерение диаметров колес производится не менее трех раз для каждого колеса в разных диаметральных сечениях. За действительное значение диаметра колеса принимают среднее арифметическое значение трех измерений. При ТО и TP вагонов удобно использовать малогабаритный автоматизированный прибор для измерения колес МАИК. МАИК предназначен для измерения диаметра и толщины гребня колес. 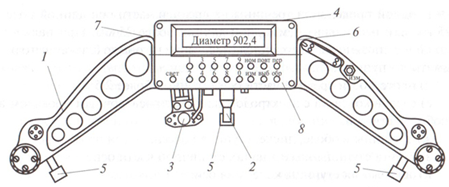 В устройство прибора МАИК входит: 1 — скоба измерителя; 2— шток измерителя диаметра; 3— измеритель толщины гребня; 4 — крышка батарейного отсека; 5 — кронштейны с роликами;6 — тумблер включения питания; 7— разъем кабеля блока сопряжения; 8— электронный блок. Он позволяет проводить измерения без выкатки колесных пар из под вагона, автоматически вычисляет разность диаметров колес на колесной паре. Применение МАИК позволяет повысить точность измерений благодаря конструкции, обеспечивающей правильное позиционирование измерителя на колесе, и автоматическому усреднению результатов измерений в нескольких точках колеса. Масса прибора 2,8 кг. Точность измерения +0,5 мм. Измерение следующих дефектов: ползун, выщербина, неравномерный прокат, равномерный прокат, кольцевая выработка, откол обода колеса, тонкий гребень, протёртость средней части оси. 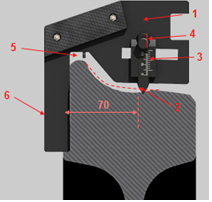 Величину проката определяют с помощью вертикального движка 2 сухаря 3 шаблона 1 по кругу катания, который устанавливается на расстоянии 70 мм от внутренней грани колеса, для чего риска на сухаре 3 движка 2 должна совпасть с контрольной риской 4 основания шаблона 1. Шаблон опорной ножкой 5 установить на вершину гребня, прижать вертикальную грань шаблона и лапку 6 шаблона 1 к внутренней грани обода колеса, опустить вертикальный движок сухаря 2 до соприкосновения с поверхностью катания колеса и произвести считывание показаний по шкале движка и нониусу. Внимание! Шаблон нужно прикладывать в нескольких местах по окружности колеса. При разных показаниях за величину проката следует принимать большее значение.  Измерение неравномерного проката производится в местах повышенного видимого износа колеса, т.е. в сечении с видимым максимальным износом. Для определения его величины дополнительно производят измерения рядом с этим сечением с каждой стороны на расстоянии до 500 мм . Внимание!Величина дефекта определяется, как разность результатов этих измерений (от большего значения числа вычитается меньшее). Максимальное значение разности результатов измерений принимается за действительную величину неравномерного проката. Например:
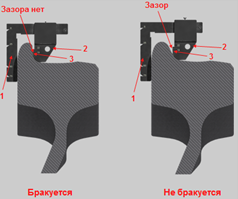 Для измерения вертикального подреза ножку 1 шаблона прижимают к внутренней грани обода колеса. Движок 2 подводят к гребню так, чтобы браковочная грань 3 касалась рабочей поверхности гребня, а нижняя поверхность ножки движка - рабочей поверхности катания колеса. Если браковочная грань 3 движка 2 соприкасается с поверхностью гребня полностью или хотя бы кромкой с отметкой 18, такую колесную пару бракуют. Если между гребнем и браковочной гранью движка шаблона у отметки 18 имеется зазор, колесную пару не бракуют. 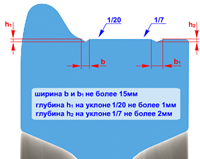 Визуальный контроль и замеры. Измерение глубины («h1» или «h2») и ширины («b») производят с помощью толщиномера и линейки. 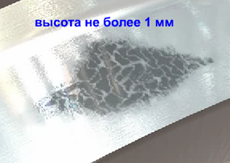 Измерение высоты навара производят абсо-лютным шаблоном. Высота навара определя-ется как разность измерений проката в двух плоскостях – радом с наваром и на наваре. В случае, когда навар смещен от круга катания, движок абсолютного шаблона смещается по специальной прорези до совпадения его с наваром. 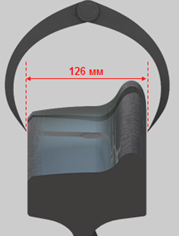 Местное уширение обода количественно определяется разностью измерений ширины обода колеса с помощью кронциркуля в месте наибольшего уширения и в месте, не имеющем его. Внимание! Местное уширение (раздавливание) обода более5 мм не допускается. 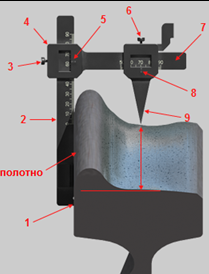 Линейку 2 надо плотно прижать к внутренней грани колеса. При этом выступ 1 должен упираться в обод или бандаж. Риску 8 движка 9 толщиномера установить на расстоянии 70 мм от внутренней грани обода или бандажа (против деления 70 на линейке 7) и закрепить движок в этом положении винтом 6. Линейку с движком 4 опустить до соприкосновения ножки движка 9 с поверхностью катания колеса и закрепить винтом 3. Снять толщиномер с колеса и против риски 5 на движке 4 прочитать на шкале линейки 2 цифру, указывающую толщину обода.  Измерение производится с помощью вертикального движка абсолютного шаблона. Отсчет по нониусу шаблона - 0,1 мм, цена деления шкалы вертикального движка - 1,0 мм. Установка шаблона производится в месте расположения дефекта. Вертикальный движок 2 опускают на поверхность катания колеса в месте дефекта над самым глубоким местом и производят измерения по шкале движка и нониусу. Затем производят измерения рядом с этим местом (при этом движок должен оставаться после замера дефекта на том же расстоянии от внутренней грани обода колеса) и определяют разность между величиной углубления и проката. В случае, когда ползун или выработка смещены от круга катания, в основании шаблона 1 имеется прорезь, по которой вертикальный движок 2 можно перемещать до совпадения с местом шкале вертикального движка и нониусу абсолютного шаблона.  При несовпадении вышеуказанных штриха нониуса и отметок движка результат измерений определяется как сумма целого числа, считываемого по основной шкале вертикального движка и десятичного значения, определяемого по шкале нониуса. Целое число определяется по количеству полных делений на шкале вертикального движка до крайнего нижнего штриха нониуса и будет равно 2. Отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с любым штрихом шкалы движка. Десятичное значение определяется как произведение величины отсчета по нониусу (0,1 мм) на количество делений нониуса до совпадающего штриха. Десятичное значение определится по количеству делений нониуса до совпадающего штриха - 6 делений. 0,1 мм х 6 делений = 0,6 м Измеряемая величина будет равна 2,6 мм. 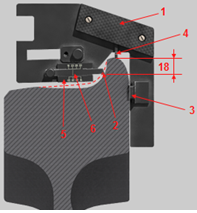 ИЗМЕРЕНИЕ толщины гребня выполняется с помощью горизонтального движка 2, установленного на расстоянии 18 мм от вершины гребня, абсолютного шаблона 1. При измерении толщины гребня шаблон устанавливают на поверхность катания обода колеса, при этом опорная поверхность 3 шаблона должна плотно прилегать к внутренней грани колеса, а опорная ножка 4 должна опираться на вершину гребня. Затем горизонтальный движок 2 шаблона перемещается до соприкосновения с поверхностью гребня. По делениям шкалы на направляющей планке 5, установившейся против риски 6 определяется толщина гребня. 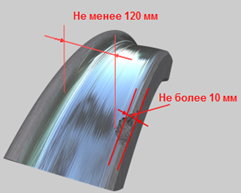 Глубина отколов измеряется по радиусу колеса с помощью линейки. Расстояние оставшейся части обода колеса замеряется с помощью линейки в месте откола в наиболее узкой части обода. 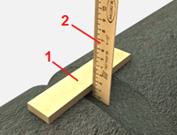 Измерение производится с помощью линейки 2 и ровного бруска 1. Брусок располагается над протертостью вдоль поверхности оси и является точкой отсчета. С помощью линейки измеряется расстояние от поверхности оси, обозначенной бруском до нижней точки протертости. Данное расстояние является глубиной протертости. Колесные пары в установленном порядке должны подвергаться осмотру под подвижным составом, обыкновенному и полному освидетельствованиям, а при подкатке регистрироваться в соответствующих журналах или паспортах.
Автосцепные устройства при работе испытывают значительные динамические нагрузки, действующие в различных плоскостях, большие перепады температур. Кроме того, на их работу отрицательно влияет незащищенность сопряженных деталей от попадания в зоны трения абразивных частиц. Сложное конструктивное исполнение деталей и их геометрических форм требует повышения уровня технологии изготовления, ремонта, системы контроля и испытаний. Значительные продольные и поперечные нагрузки на автосцепку появляются при входе состава в кривые участки пути или выходе из них, при переломах профиля железнодорожного полотна, на сортировочных станциях и горках, при трогании с места и торможениях. Перегрузки в материале деталей автосцепки также возникают от несинхронности колебаний сочлененных вагонов. При этом особенно сильно и часто этот эффект возрастает, когда неисправны гасители колебаний как гидравлического, так и фрикционного типа. Тогда все основные детали не только перегружаются, но и интенсивно изнашиваются. Возможны даже саморасцепы вагонов, появление деформаций в отдельных деталях устройства, отколов, трещин и других повреждений, включая разрушения. Возникновение знакопеременных нагрузок приводит к развитию трещин, изломам. В отдельных случаях встречаются хрупкие разрушения, что определяется как неблагоприятным сочетанием действующих сил, климатических и других факторов, так и внутренними отклонениями и пороками кристаллической структуры. Сложный профиль многих деталей также является естественным источником концентрации внутренних напряжений, особенно в переходных поверхностях. Основной причиной ремонта и замены деталей при плановых и текущих ремонтах является износ. В отдельных случаях, например при появлении местных, односторонних износов деталей, при существенных изменениях в высотах расположения головок смежных автосцепок по отношению к уровню рельса, а также при резких изменениях силовых эксплуатационных факторов возможны заклинивание, излом или иное повреждение рабочих элементов. При этом трущиеся поверхности могут получить задиры в локальных областях, значительно увеличивающих в дальнейшем интенсивность изнашивания сопряжений. Повреждения механизма автосцепки и поглощающего аппарата увеличиваются при вождении сверхтяжелых поездов, а также на сортировочных горках в случае низкой эффективности работы вагонных замедлителей. Дефекты и повреждения деталей автосцепного устройства выявляются как визуально, так и с использованием вспомогательных средств контроля, например лупы, дефектоскопа, шаблонов и др. По характерным внешним признакам, например, таким, как развитие местной коррозии, скопление в виде тонкой полоски валика из пыли, грязи, инея, уже до очистки и обмывки деталей можно определить места возможного расположения трещин, которые должны быть впоследствии тщательно осмотрены и всесторонне проверены. Так, после расчистки зон повреждения головы корпуса автосцепки их обследуют с использованием лупы. Выявленные трещины вырубают на всю глубину залегания и на 15-20 мм далее видимых границ начала и конца. Разделка кромок трещины может производиться с помощью ручного или пневматического зубила, строганием на станке, электродуговой или газокислородной резкой. После разборки механизма сцепления автосцепки все его детали измеряют проходными и непроходными шаблонами. По результатам измерений устанавливают объем ремонта. Повреждения деталей механизма сцепления и износы поверхностей устраняют сваркой и наплавкой. Для повышения износостойкости и твердости наплавляемого слоя рекомендуется использовать полуавтоматическую наплавку порошковой проволокой ПП-ТН350 и ПП-ТН500, а также наплавку лежачим пластинчатым электродом. Этот метод целесообразно использовать при восстановлении замыкающей поверхности 1 замка (рис.9, а). Остальные изношенные поверхности 3, 5, 6 замка, имеющие небольшие площади и достаточно сложную форму, наплавляют обычно вручную. При изломе сигнального отростка 4 приваривают встык новый, заранее отштампованный, а при изломе шипа 2 для предохранителя рассверливают отверстие в замке и в него вставляют новый шип. По скошенным кромкам отверстия с обеих сторон замка обваривают новый шип. 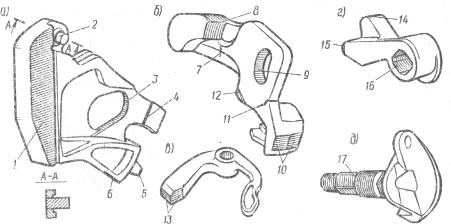 Рис.9 Зоны износов и повреждений на деталях механизма сцепления Наплавленную поверхность замыкающей части замка обрабатывают в основном на вертикально-фрезерных станках, так как они наиболее производительны, или с помощью шлифовально-пневматической машинки. Обработка поверхности замыкающей части замка представляет определенную сложность, так как эта поверхность имеет уклон 5° (от кромки к середине замка). Поэтому для обработки таких поверхностей разработано специальное приспособление, устанавливаемое на столе фрезерного станка. Погнутые замкодержатели выправляют нагретыми до температуры 820-900°С в специальном штампе, позволяющем значительно снизить трудоемкость правки при высоком качестве выполнения операции. Заварку трещин 7, 11 (рис.9, б) и наплавку изношенных поверхностей 8, 9, 10 и 12 замкодержателя выполняют вручную из-за сложной формы поверхностей. При этом применяют приспособления для расположения замкодержателей в удобном для сварочных работ положении. Механическую обработку осуществляют в приспособлениях, устанавливаемых на вертикально-фрезерном станке. Предохранители замка, имеющие деформации плеч, правят в нагретом состоянии под прессами с использованием специальных штампов. Поверхности 13 (рис.9.6, в) и под шип 2 восстанавливают электронаплавкой после правки. При механической обработке особое внимание обращают на качество обработки торца верхнего плеча, так как от этого будет зависеть надежность действия предохранителя замка от саморасцепа. Ремонт наплавкой изношенных поверхностей 14, 15, 16 подъемника (рис.9, г) и поверхности 17 валика подъемника (рис.9, д) производится в основном с помощью ручной сварки с использованием специальных приспособлений, а механическая обработка - на вертикально-фрезерных и других станках. После ремонта детали механизма сцепления проверяют шаблонами и передают для сборки на сборочный стенд и установки в корпус автосцепки. На опору в нижней части кармана, расположенную на стенке со стороны большого зуба, укладывают подъемник большим пальцем кверху. В окно, предусмотренное для замкодержателя, вводят замкодержатель противовесом вперед и овальным отверстием навешивают на шип. В окно, предназначенное для замка, вкладывают замок с предварительно надетым на его шип предохранителем так, чтобы замок встал на свою опору, а верхнее плечо предохранителя легло на полочку на внутренней стенке со стороны малого зуба. В отверстие на этой стенке снаружи вставляют валик подъемника, который проходит через овальное отверстие в замке и входит в квадратное отверстие в подъемнике замка. В выемку валика подъемника вставляют запорный болт через отверстие в приливе на стенке корпуса и закрепляют гайкой. Предварительно под головку болта и под гайку устанавливают фасонные шайбы, которые загибают на грани головки болта и гайки. Правильность сборки механизма проверяют вдавливанием замка рукой внутрь кармана заподлицо с ударной стенкой зева и при отпускании замок должен свободно возвращаться в исходное положение. Также проверяют подвижность замкодержателя. Отсутствие заедания в механизме при расцеплении проверяют поворотом валика подъемника.
При износе поверхности катания колёс или гребней колёсной пары обтачиваются по профилю на колесотокарных станках. При обточке поверхностей катания цельнокатаных колёс (рис.9) снимают наименьшее количество металла, нужное для получения нормального профиля. Обтачивают гребень, поверхность катания и при необходимости внутреннюю грань обода цельнокатаного колеса. Класс шероховатости обработки профиля катания, наружной фаски, гребня и внутренней грани должен соответствовать стандартному эталону чистоты. 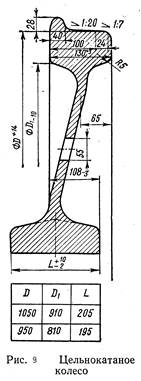 При обточке колёсных пар надо следить, чтобы внутренняя грань колеса была строго перпендикулярна оси колёсной пары. Наружную грань колеса обтачивают для устранения поверхностных дефектов и неровностей прокатки при условии, что при этом не будут срезаны клейма завода-изготовителя, и ширина обода будет не менее допускаемой. Перед обточкой колёс по профилю обязательно проверяют расстояния от внутренних граней колёс до торцов оси. Разница указанных расстояний у колёсных пар нового формирования и отремонтированных со сменой элементов должна быть не более 3 мм и при выпуске из ремонта – не более 5 мм. Проверку производят шаблоном. Разность диаметров колёс по кругу катания у одной обточенной колёсной пары, овальность и эксцентричность относительно поверхности шейки или подступичной части оси допускается не более 0,5 мм. После обточки колёсной пары расстояние между внутренними гранями ободьев колёс должно быть 1440 мм с отклонениями не более 3 мм в ту или другую сторону, а у колёсных пар с новыми колёсами - 1440 с отклонением в меньшую сторону не более 2 мм и в большую не более 1мм. Разница расстояния между внутренними гранями ободьев колёс в различных точках одной колёсной пары не должна превышать 2 мм. Запрещается выпускать из ремонта и нового формирования колёсной пары с ободом колеса шириной меньше 126 мм или больше 136 мм. У новых колёс наименьшая ширина обода колеса должна быть 128 мм. При обточке колёсных пар необходимо следить, чтобы фаска на наружной грани ободьев колес начиналась на расстоянии 124 мм. от внутренней грани и выполнялась под углом 45 . Обточенные колеса проверяют максимальным шаблоном. Схема технологического процесса обточки колес вагонной колесной пары с нормальным прокатом показана на рисунке 10. 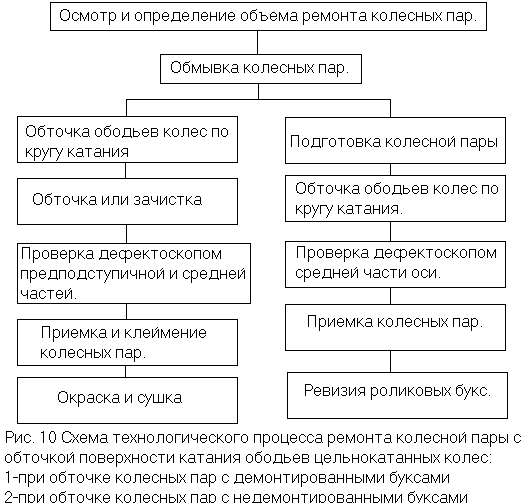 Обточка предподступичных частей оси колесных пар, бывших в эксплуатации, производится при наличии рисок, задиров, забоин подступичной части оси и колесных пар; конусности, волнистости и овальности выше нормы, а так же радиусов закруглений менее допускаемых; продольных плен и волосовин. Обточку предподступичных частей оси выполняют как до её запрессовки, так и после запрессовки и обточки поверхности катания колесных пар. Шероховатость поверхности цилиндрической части шейки и радиусов галтелей должна соответствовать классу шероховатости для колесных пар с роликовыми подшипниками 1,25, подступичной части 2,5. |