Практическиое_задание_2. 1 Выбор материала для изготовления напильника
 Скачать 3.61 Mb. Скачать 3.61 Mb.
|

|
Практическое задание № 2 Рекомендовать и обосновать, из какой стали или чугуна нужно изготовить изделия, чтобы они соответствовали условиям эксплуатации и предъявляемым требованиям. Указать вид и необходимые операции термической обработки. Описать и обосновать режимы.  1 Выбор материала для изготовления напильника Напильник представляет собой многолезвийный инструмент в виде стального бруска определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы(зубья), имеющие в сечении форму клина. Напильник предназначен для снятия небольших слоев металла. Основными требованиями, предъявляемыми к данному инструменту, являются: высокая твердость, прочность и износостойкость. Т.к. напильник – ручной инструмент, повышенной теплостойкости не требуется. Для изготовления инструмента применяют инструментальные стали: углеродистые (например, У12А), легированные (например, 9ХС) и быстрорежущие (например, (Р6М5). Предъявляемым требованиям соответствуют все группы инструментальных сталей, однако легированные и быстрорежущие стали имеют высокую стоимость за счет легирования. Поэтому с экономической точки зрения, оптимальным выбором будет углеродистая сталь (У12А). Сталь У12А – высокоуглеродистая заэвтектоидная инструментальная сталь высококачественная с содержанием углерода 1,2 %. Как правило, такие стали применяют для изготовления инструментов, от которых требуется высокая режущая способность (напильники, зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.). Температура критических точек, оС: Ac1 = 730, Acm = 820. Термическая обработка углеродистой инструментальной стали У12А должна состоять из предварительной и окончательной. Предварительная термообработка (отжиг) применяется снижения твердости и улучшения обрабатываемости резанием. Углеродистая заэвтектоидная сталь У12А после горячей пластической обработки (ковки или прокатки) и последующего охлаждения на воздухе имеет структуру пластинчатого перлита и вторичного цементита, который образует сплошную сетку по границам зёрен перлита (рис. 1, а). 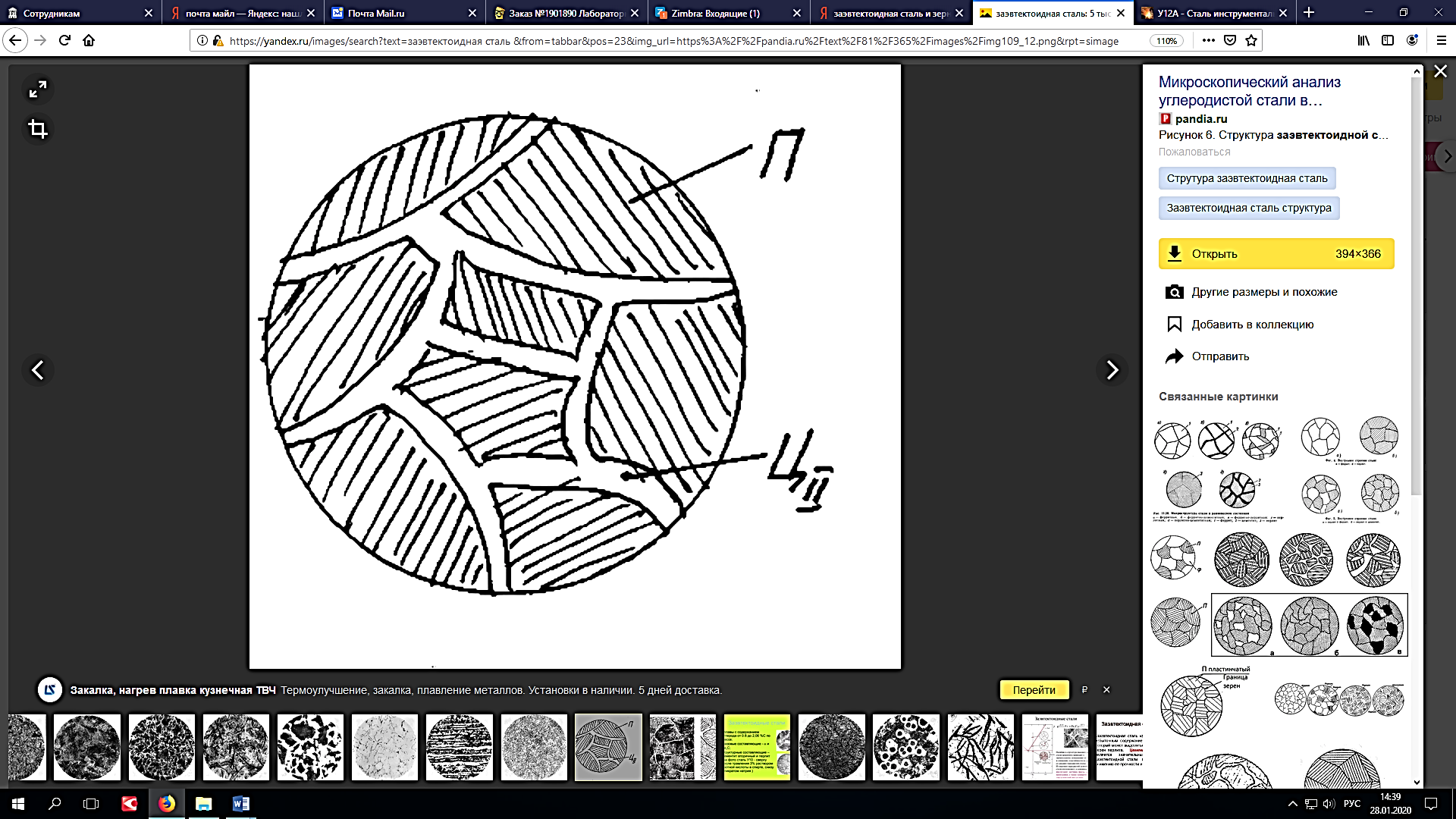 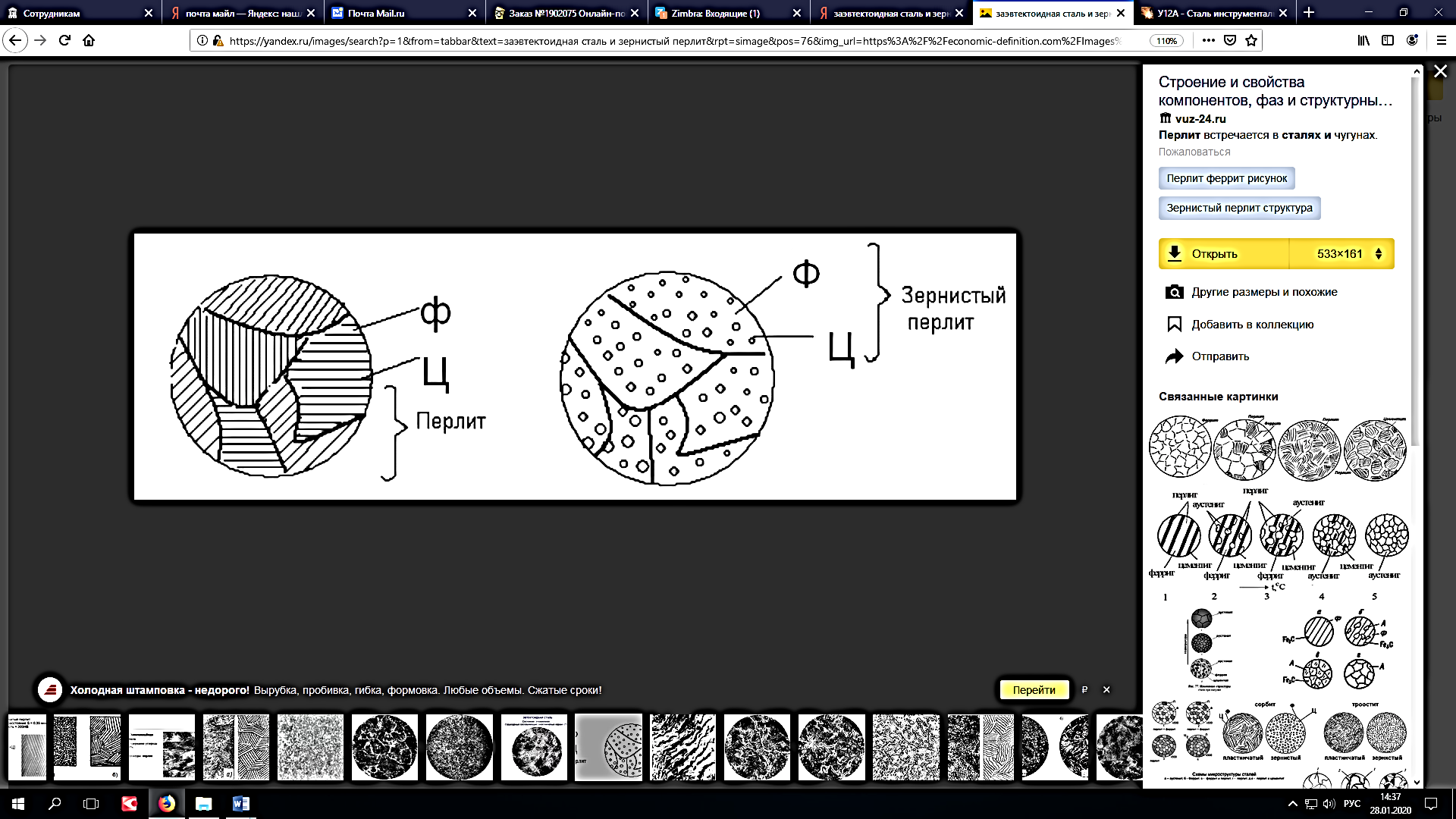 а б Рисунок 1 – Структура стали У12А в исходном состоянии (а) и после отжига (б) Для практических целей цементитная сетка в структуре заэвтектоидных инструментальных сталей не допускается, поскольку делает сталь хрупкой. С целью повышения пластичности и устранения в микроструктуре цементитной сетки заэвтектоидные стали подвергают неполному отжигу на зернистый перлит при температурах на 30-50 ℃ выше критической температуры Ac1 (линии PSK на диаграмме) (рис. 2), охлаждение медленное – с печью. Температура нагрева при неполном отжиге: Тн = Ас1 + (30 – 50 оС) (1) Тн = 730 + (30 – 50 оС) = 760 – 780 оС. Структура после неполного отжига – зернистый перлит (рис. 1, б), твердость – 217HB. После неполного отжига заготовки подвергаются механической обработке для придания необходимой формы и размеров режущих инструментов. 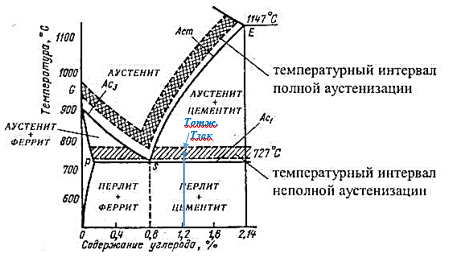 Рисунок 2 – Участок диаграммы железо - цементит Окончательная термообработка (закалка и отпуск) формирует окончательную структуру и физико-механические свойства готовых изделий и состоит из неполной закалки и последующего низкотемпературного отпуска. Температура нагрева при неполной закалке назначается так же, как и при неполном отжиге и составит 760 – 780 оС (рис. 2). Нагрев при неполной закалке производим до температур неполной аустенизации, что позволяет сохранить в структуре материала твёрдый цементит. Определения времени нагрева до заданной температуры: tн = aD (2) где а – коэффициент, определяемый экспериментально, в сек/мм; D – диаметр изделия в мм. Если изделие квадратного или прямоугольного сечения, то вместо величины D берут толщину изделия H. Значения коэффициента а в зависимости от условий нагрева и формы изделия приведены в табл. 1. Таблица 1 – Значение коэффициента a 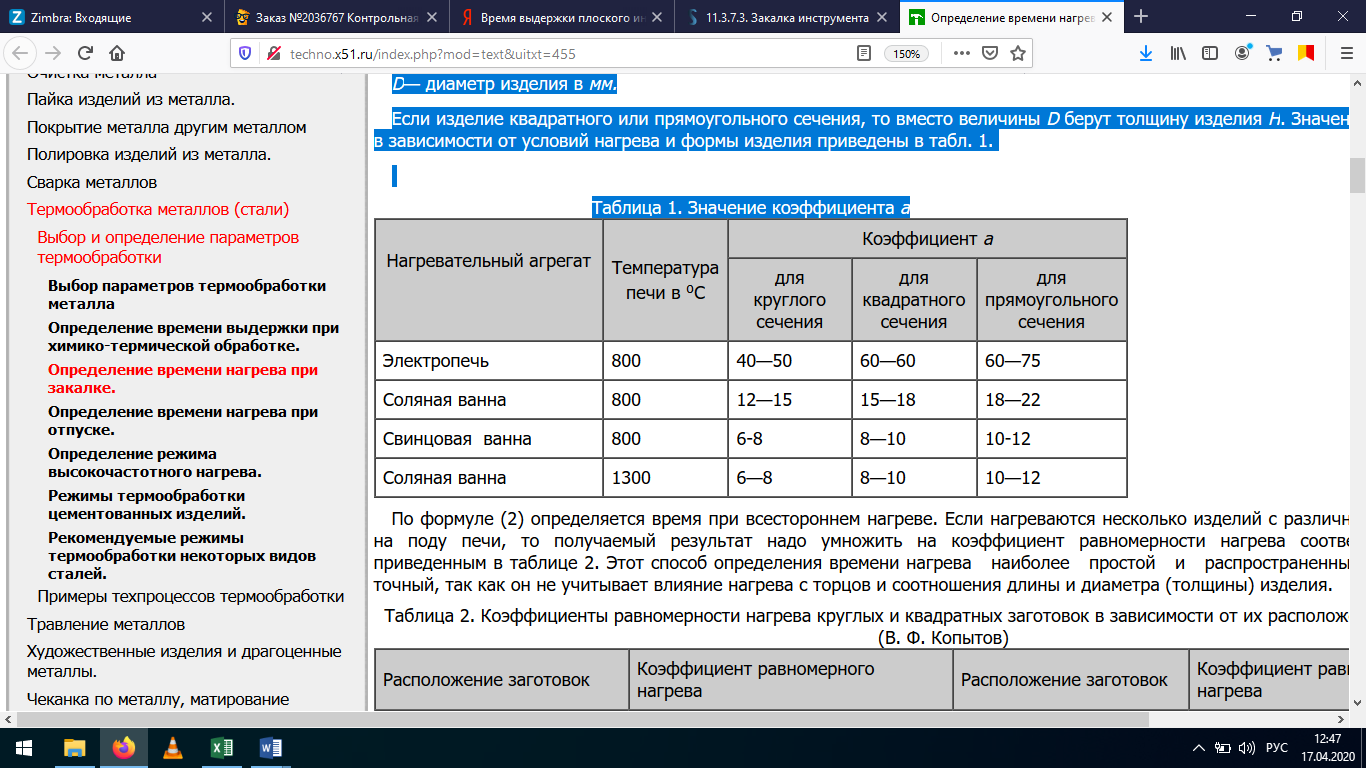 Время выдержки инструментов при закалке определяется из расчета 1 мин/1 мм сечения. Для получения структуры мартенсита используем при охлаждении холодную воду, которая обеспечивает высокую скорость охлаждения. Выбор в качестве охлаждающей среды водя связан с высокой критической скорость закалки углеродистых сталей и их небольшой прокаливаемостью. В результате нагрева при неполной закалке в аустенит переходит только структура перлита, а цементит сохраняется. После неполной закалки структура инструмента из стали У12А состоит из мартенсита, цементита вторичного, некоторого количества остаточного аустенита. Мартенсит – пересыщенного твёрдого раствора внедрения углерода в α-железе Feα и цементита. Карбиды цементита повышают твёрдость и износостойкость инструментальной стали. Именно сохранение при неполной закалке в структуре заэвтектоидных сталей цементита Fe3C способствует получению более высокой твёрдости и износостойкости. В результате такой закалки инструментальных углеродистых сталей достигается высокая твёрдость (HRC 62 - 65). В структуре закалённых углеродистых сталей имеется также небольшое (до 5 – 8 %) количество остаточного нераспавшегося аустенита. Аустенит отличается высокой пластичностью по сравнению с другими структурно-фазовыми составляющими, но так как его мало, на снижение твёрдости стали он значительного влияния не оказывает. После неполной закалки с целью снятия внутренних закалочных напряжений и повышения механических свойств инструменты из углеродистой заэвтектоидной инструментальной стали У12А целесообразно подвергнуть низкотемпературному отпуску в интервале температур не более 180 – 200ºC в течение 1 – 2 ч (рис. 3). При таких температурах происходит частичное обезуглероживание мартенсита и выделение из него некоторого количества избыточного углерода в виде частиц е – карбида железа. Образующаяся структура, состоящая из частичного обезуглероженного мартенсита и е-карбидов, называется отпущенным мартенситом. Выход некоторого количества углерода из решетки мартенсита способствует уменьшению её искажения и снижению внутренних напряжений. При таком отпуске несколько повышается прочность и вязкость без заметного снижения твёрдости. В целом изменение свойств при низком отпуске незначительно. Так закалённая сталь с содержанием углерода 0,5. 1,3 % после низкого отпуска сохраняет твёрдость в пределах 58. 63 HRC, а следовательно, обладает высокой износостойкостью. Однако такая сталь не выдерживает значительных динамических нагрузок. Следовательно, низкий отпуск выбираем во избежание снижения твёрдости инструмента. Как правило, охлаждение при отпуске осуществляют на спокойном воздухе. В результате низкого отпуска происходит частичное выделение углерода из мартенсита, также происходит распад остаточного аустенита (остаточный аустенит превращается в смесь пересыщенного α-твердого раствора и еще не обособившихся частиц карбидов), т.е. сталь приобретает структуру мартенсита отпуска (рис. 3). 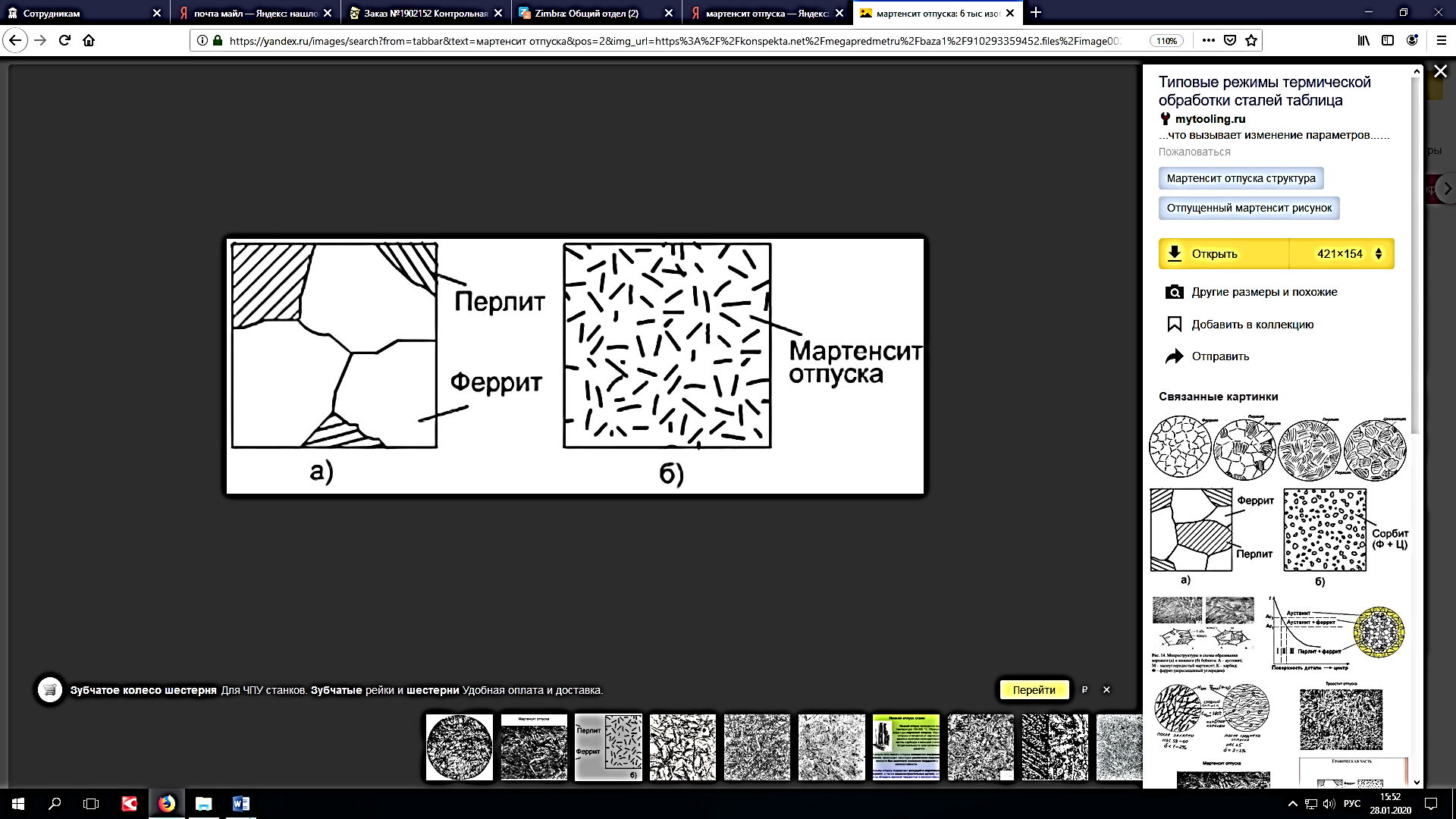 Рисунок 3 – Структура мартенсита отпуска Твёрдость инструментов из углеродистой стали У12А, подвергнутых окончательной термической обработке в соответствие с назначенными режимами, HRC 60 – 62. Таким образом, в результате проведённой термической обработки, получаем требуемые механические свойства инструмента. 2 Выбор материала для изготовления зубчатого колеса Зубчатые колеса при эксплуатации испытывают знакопеременные нагрузки, большие контактные напряжения, поэтому основными требованиями, предъявляемыми к материалу для изготовления данных деталей машин, являются высокая поверхностная твердость при сохранении вязкой сердцевины. Для изготовления деталей, работающих на износ и подвергающихся действию переменных и ударных нагрузок, используются цементуемые стали. Цементируемые зубчатые колеса изготовляют из сталей 20Х, 12ХНЗА, 12Х2Н4А, 20Х2Н4А, 25ХГМ, 20ХН2М, 18ХГТ, ЗОХГТ, 18Х2Н4ВА и др. Для зубчатых колес небольшого сечения подойдет марка стали 20Х, содержащая наименьшее количество легирующих элементов и являющаяся наименее дорогостоящей. Тяжелые условия работы в поверхностных слоях зубьев предъявляют повышенные требования к применяемым материалам и методам их обработки. Таким образом, зубчатые колеса должны обладать высокой поверхностной твердостью зубьев 58-62 HRC при сохранении вязкой сердцевины. Выберем сталь 20Х для изготовления зубчатых колес. Сталь 20Х – низколегированная, качественная, по структуре – доэвтектоидная, по назначению – конструкционная сталь. Среднее содержание углерода в стали 0.2 %, легирующий элемент – хром в небольшом количестве – до 1 %. Хром повышает прочностные свойства, при этом несколько снижая пластичность. По содержанию углерода сталь относится к низкоуглеродистым сталям. Для получения твердого износоустойчивого поверхностного слоя при вязкой сердцевине сталь подвергается цементации. Температура критических точек стали 20Х: Ac1 = 750, Ac3 = 825 оС. Цементация – химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагревании в соответствующей среде – карбюризаторе. Выберем газовую цементацию, т.к. она обладает рядом преимуществ в сравнение с цементацией в твердом карбюризаторе: (возможность получения заданной концентрации углерода в слое; сокращение длительности процесса; возможность полной механизации и автоматизации процесса). Как правило, цементацию проводят при температурах выше точки Ас3 (920–950°С), когда устойчив аустенит, растворяющий углерод в больших количествах. Длительность цементации зависит от требуемой толщины цементованного слоя и определяется из расчета 1 ч на 0,25 мм толщины цементованного слоя. Таким образом, для получения слоя глубиной 1 мм потребуется 4 ч выдержки при химико-термической обработке. В исходном состоянии структура стали 20Х феррито-перлитная. После цементации на поверхности изделия образуется слой заэвтектоидной стали, состоящий из перлита и цементита. По мере удаления от поверхности, содержание углерода снижается, и следующая зона состоит только из перлита. Затем появляются зерна феррита, их количество, по мере удаления от поверхности увеличивается. И, наконец, структура становится отвечающей исходному составу и состоит из феррита и перлита. Структура стали после цементации представлена на рис. 4. 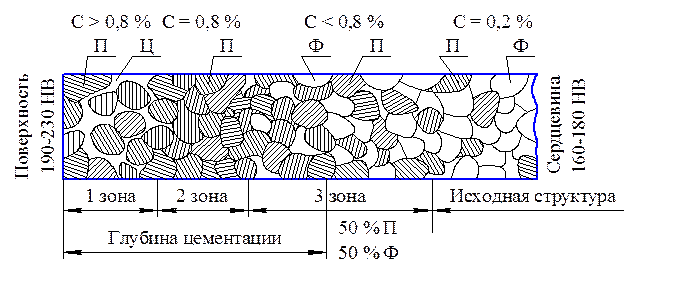 Рисунок 4 – Структура стали после цементации В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины. Т. к на поверхности стали образуется слой со структурой заэвтектоидной стали, проводят неполную закалку с нагревом на 30-50 ℃ выше критической точки Ас1: Тн=Ас1 + (30-50 ℃) Тн= 750 + (30-50 ℃) = 780-800 ℃. Охлаждение изделий из легированных сталей при закалке проводят в масле, т.к. легирующие элементы уменьшают критическую скорость закалки и увеличивают прокаливаемость. Структура стали после закалки представлена на рисунке 5. 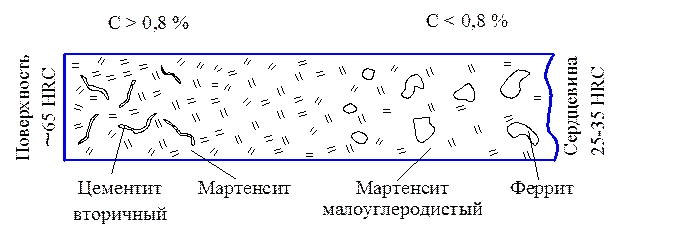 Рисунок 5 – Структура стали 20Х после цементации и закалки Образуется 3 зоны с различной структурой. На поверхности структура состоит из мартенсита закалки и цементита вторичного, в следующей зоне – только из мартенсита, в сердцевине (третьей зоне) – мартенсит малоуглеродистый и феррит. Структура мартенсита характеризуется высокой твердостью. Закаленная сталь обладает большими внутренними напряжениями, поэтому после закалки всегда проводят отпуск, одной из целей которого является снятие этих напряжений. После закалки проводят низкий отпуск (для сохранения высокой твердости поверхностного слоя) с нагревом до 180-200 ℃, выдержкой при этой температуре и охлаждают на воздухе. При низком отпуске закаленной стали происходит выделение углерода в виде карбидов железа переменного состава и структура мартенсита на поверхности превращается в структуру мартенсита отпуска. Также при низком отпуске происходит частичное снятие внутренних напряжений, образующихся при закалке. График термической обработки изделий из стали 20Х представлен на рисунке 6. 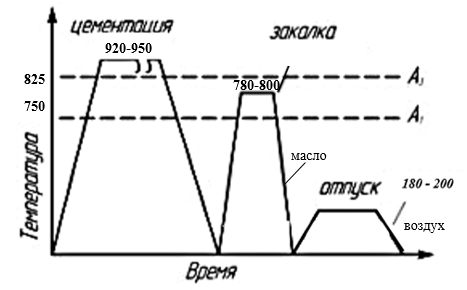 Рисунок 6 – График термической обработки деталей из стали 20Х После термической обработки структура поверхностного слоя состоит из мартенсита отпуска и цементита вторичного, второй зоны – мартенсита отпуска, сердцевины – малоуглеродистого мартенсита отпуска и феррита. Твердость стали 20Х после цементации, закалки и низкого отпуска: сердцевины менее 321 HB, поверхности 56-62 HRC. При этом сердцевина будет обладать следующими механическими свойствами: σв= 980 МПа, σт= 785 МПа, δ= 7 %, ψ= 45 %, KCU= 70 Дж/см2. |