Оборудование. 3. Оборудование для размалывания формовочных материалов Пескометные установки
 Скачать 1.17 Mb. Скачать 1.17 Mb.
|

|
33. Гидропрессовая установка, работающая от насосного привода Гидравлические прессы позволяют получать изделия весьма сложной формы, этот метод обеспечивает получение наиболее сложных профилей, таких как оребренные трубы для теплообменных аппаратов, строительные профили (профили рам из легких сплавов). Гидравлические прессы позволяют получить весьма высокие точность и качество поверхности, так как практически они определяются качеством матрицы, точность и шероховатость поверхностей которой может быть достигнута в процессе изготовления. Конечно, в процессе работы матрица изнашивается, что ухудшает вышеуказанные параметры изделия. Гидравлические прессы широко используются для получения формованных, вытянутых и гнутых деталей из листа, для холодной объемной штамповки, правки разнообразных изделий, пакетирования и брикетирования отходов. Действие гидравлического пресса основано на ряде физических законов, в частности на законе Паскаля, устанавливающем, что давление на жидкость передается во все стороны с одинаковой силой. Если поместить в каждый из сообщающихся сосудов разного диаметра (рис. 4) по плунжеру, то, на основании этого закона, а также исходя из условий равновесия, можно написать: р = P1/F1 = P2/F2, откуда P2 = P1(F2/F1), где р – давление жидкости в системе сообщающихся сосудов, Па (кгс/см2); Р1 и Р2 – усилия, приложенные соответственно к малому и большому плунжерам, Н (кгс); F1, F2 – соответственно площади малого и большого плунжеров, м2 (см2). Таким образом, в рассматриваемой системе можно получить выигрыш в силе во столько раз, во сколько площадь большого плунжера превышает площадь малого. 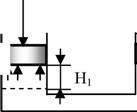 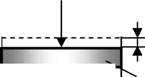 Рис. 4 Принципиальная схема гидравлического пресса  Элементы этой принципиальной схемы можно найти в том или другом виде в любом гидравлическом прессе: роль малого плунжера выполняет поршень гидравлического насоса, подающего жидкость, а роль большого плунжера - рабочий плунжер пресса. Усилие, развиваемое прессом, определяется произведением давления жидкости на сумму площадей рабочих плунжеров. Согласно другим физическим законам, в замкнутой гидравлической системе (например, в рассмотренной нами) перемещение одного плунжера вызывает такое перемещение другого плунжера, что объем жидкости в системе остается постоянным, поскольку жидкости практически несжимаемы. Если малый плунжер пройдет большое расстояние Hi, то большой плунжер переместится всего лишь на Н2 (см. рис. 4): Hi = H2(F2/Fi). Следовательно, в гидравлическом прессе, выигрывая в силе, столько же раз проигрывают в пути. Этот вывод полностью согласуется с законом постоянства энергии. Количество энергии, подведенное к малому плунжеру, равно количеству энергии, полученной на большом плунжере (здесь не учитываются потери в гидравлической системе пресса). Сказанное можно выразить иначе. Для этого надо перемножить написанные выше уравнения для усилия и пути, в результате получим Р1Н1 = Р2Н2. Приведенные соотношения раскрывают некоторые характерные черты гидравлических прессов. Во-первых, развиваемые усилия гидравлических прессов в принципе не ограничены. При этом конструкция гидравлических прессов больших усилий проще, чем, например, механических прессов, развивающих те же усилия. Во-вторых, если в гидравлическую систему насос–пресс поместить клапан, разъединяющий их в определенные моменты, можно большим числом малых ходов H1 плунжера насоса получить какой угодно большой ход H2 плунжера пресса. Таким образом, в принципе на гидравлическом прессе можно получить неограниченно большие рабочие ходы. При этом конструкция гидравлического пресса с большим рабочим ходом проще любой другой машины, развивающей такой же ход. Большим преимуществом гидравлических прессов является и то, что скорости движения плунжера могут быть различными. Кроме того, гидравлические прессы могут обеспечить плавное или ступенчатое изменение усилия, выдержку под действием постоянной или переменной силы, удлинение или укорочение всего цикла. В гидравлическом прессе-машине статического действия работа совершается в основном за счет энергии давления жидкости. Статический характер приложения усилия в гидравлических прессах обусловливает очень важную особенность их работы: силы, возникающие в прессе, замыкаются внутри него и не передаются на фундамент. Последний воспринимает лишь собственную тяжесть пресса и должен быть рассчитан только на его массу, в то время как фундаменты молотов, например, должны рассчитываться на энергию удара молота. Гидропрессовая установка состоит из собственно пресса I, привода II, органов управления III и трубопроводов IV (рис. 5). Рабочий цилиндр 8, в котором находится плунжер 7, соединен трубопроводом через органы управления с приводом, обеспечивающим подачу рабочей жидкости. Плунжер, воспринимая давление жидкости, воздействует на обрабатываемую заготовку через подвижную поперечину 4 и прикрепляемый к ней с помощью пазов и крепежных болтов инструмент (верхний штамп). Так как давление жидкости с одинаковой силой действует как на плунжер, так и в обратном направлении, для восприятия этого усилия рабочий цилиндр опирается на плиту – верхнюю поперечину 5. Далее это усилие передается через верхние гайки 6 на колонны 3, а через нижние гайки 1 – на плиту 2, называемую основанием, и через нижний штамп воспринимается заготовкой и уравновешивается усилием, передаваемым на нее со стороны рабочего цилиндра. Для возврата поперечины в исходное положение после деформирования заготовки имеются подъемные (или обратные) цилиндры 9 с плунжерами 10. Рабочий цикл пресса состоит из трех основных периодов: первый - поперечина приближается к заготовке (перед началом рабочего хода), т. е. холостой ход; второй - движение поперечины с нагрузкой - деформация заготовки, т. е. рабочий ход; третий - поперечина возвращается в исходное положение, т.е. обратный ход. 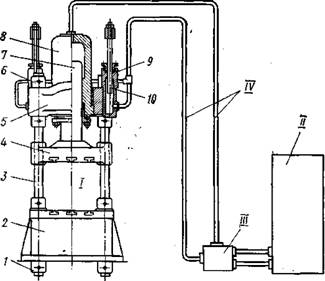 Рис. 5 Схема гидропрессовой установки В рабочий цикл пресса, кроме того, входят вспомогательные операции, включающие, в частности, подачу заготовки и удаление изделия. Холостой ход осуществляется жидкостью, находящейся под низким давлением 400-800 кПа (4-8 кгс/см ). Низкое давление создается системой наполнения: чаще всего это один или несколько наполнительных баков, т. е. закрытых баллонов. Рабочий и обратный ходы пресса осуществляются под действием жидкости, находящейся под высоким давлением. Наиболее употребительны давления 20, 32, 45 МПа (200, 320, 450 кгс/см2). Приводы, с помощью которых создают высокое давление, бывают трех типов: насосный, насосно-аккумуляторный, мультипликаторный. Насосный привод называют иногда индивидуальным, поскольку он обслуживает один пресс. В этом приводе жидкость подается в рабочие цилиндры непосредственно насосом. Насосный привод имеет следующие достоинства:  • наибольший коэффициент полезного действия по сравнению с другими типами привода, достигающий 0,6-0,8; • малые размеры (насос с редуктором и электродвигателем часто можно установить прямо на прессе); • давление, развиваемое насосом, всегда соответствует сопротивлению, которое оказывает заготовка; т. к. последнее меняется во время рабочего хода, давление является переменным; от производительности насоса зависит скорость движения поперечины при определенных размерах плунжера. Вместе с тем насосный привод имеет недостатки. Насосы и двигатели к ним следует выбирать по максимальной скорости, с которой должна двигаться поперечина, и максимальному давлению, которое должен развивать пресс. А на практике далеко не всегда требуется, чтобы пресс работал на максимальных параметрах. Поэтому при обратных и холостых ходах, вспомогательных операциях, не говоря уже о рабочем ходе, мощность насосов используется не полностью. Для быстроходных прессов с большими усилиями требуются насосы высокой производительности и двигатели большой мощности. Насосно-аккумуляторный привод отличается тем, что на пути от насоса к прессу поставлен аккумулятор, т. е. баллон, в котором скапливается, аккумулируется жидкость под высоким давлением. Когда требуется, аккумулятор за короткое время отдает запас накопленной жидкости и начинает запасаться ею снова. Следовательно, аккумулятор как бы замещает в нужный момент недостающую мощность насосов и двигателей, обеспечивая высокую скорость движения поперечины и необходимое усилие пресса. При насосно-аккумуляторном приводе скорость подвижной поперечины зависит не от производительности насоса, а от сопротивления заготовки, преодолеваемого поперечиной. Усилие во время рабочего хода соответствует тому давлению, под которым жидкость находится в аккумуляторе. В гидропрессовой установке с насосно-аккумуляторным приводом потерь больше, чем в установке с насосным приводом. Потому что в последней установлены короткие трубопроводы, простая система управления по сравнению с насосно-аккумуляторным приводом. Избыток давления в аккумуляторе, т. е. разница между давлением в аккумуляторе и давлением, которое идет на деформацию заготовки, тратится на преодоление сопротивлений в гидравлических трубах, клапанах и т. д. Поэтому к. п. д. насосно-аккумуляторного привода ниже, чем к. п. д. насосного привода, и тем ниже, чем меньше сопротивление заготовки. Мультипликаторы применяются в совокупности с насосным или насосно-аккумуляторным приводами и представляют собой устройства для дополнительного повышения давления жидкости перед подачей ее в рабочие цилиндры. Мультипликатор – это установка, состоящая из двух цилиндров различных диаметров (рис. 6). В цилиндр большого диаметра поступает пар или воздух (паровоздушный мультипликатор) либо жидкость от аккумулятора или насоса (гидравлический мультипликатор). В качестве мультипликатора может использоваться также одноплунжерный насос, приводимый в движение электродвигателем. От цилиндра меньшего диаметра жидкость под высоким давлением подаётся к прессу. Из условий равновесия видно, что, подведя к большому плунжеру давление Р1, на малом плунжере получим давление Р2 = (F/f)P1 или P2 = (D/d)2P1, где F и f – соответственно площади большого и малого плунжеров (здесь не учитываются потери на трение в механизме мультипликатора). Ход пресса будет во столько раз меньше хода мультипликатора, во сколько раз площадь (квадрат диаметра) плунжера пресса больше площади (квадрата диаметра) плунжера мультипликатора. Паровоздушные мультипликаторы не экономичны и поэтому во вновь выпускаемых прессах не применяются. Они сохранились лишь в ковочных прессах старой конструкции. При использовании гидравлического мультипликатора прессы работают с давлением рабочей жидкости до 150 МПа (1500 кгс/см2). Гидравлические мультипликаторы применяются как средство получения большого количества ступеней усилий и скоростей пресса. Это необходимо для экономии жидкости высокого давления и повышения к. п. д. прессовой установки при технологических операциях, в течение которых усилие переменно или меньше номинального усилия пресса. Мультипликаторы с приводом от электродвигателя применяются только на небольших прессах. 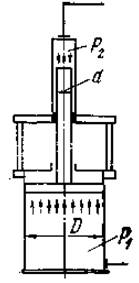 Рис. 6 Схема действия мультипликатора Идеальная рабочая жидкость должна иметь хорошие уплотняющие, антифрикционные и смазывающие свойства, быть стойкой по отношению к коррозии, стабильной в эксплуатации, дешевой и доступной. В качестве рабочей жидкости в гидропрессовых установках используют водные эмульсии и масла. Применение воды нежелательно, т. к. она приводит к коррозии трубопроводов и клапанных устройств. Кроме того, вода замерзает при 0 °С, имеет низкую уплотнительную и смазывающую способности, вызывает сильное трение в уплотнительных узлах, отчего ускоряется их износ. Эмульсия по внешнему виду напоминает молоко; основой эмульсии является вода, в которую добавляется эмульсол - особый вид масла или жира. Наиболее употребительна эмульсия, представляющая собой 1-1,5 % раствор эмульсола в воде.. При использовании эмульсии для привода пресса применяют кривошипные плунжерные насосы. В качестве рабочей жидкости применяют минеральные масла, которые являются продуктами переработки нефти и обладают очень хорошими смазывающими, уплотняющими и антикоррозионными свойствами. Масло является более вязкой жидкостью, чем вода или эмульсия, поэтому в гидроприводах могут применяться не клапанные распределители, как в приводах, работающих на воде или водных эмульсиях, а более простые - золотниковые. Однако масло огнеопасно, поэтому в обращении с ним надо соблюдать осторожность. Выбор давлений рабочей жидкости обусловливается применяемыми для изготовления цилиндров прессов сталями с пределом текучести 350–450 МПа (3500–4500 кгс/см2), а также стойкостью уплотнений. При учете этих двух условий наиболее подходящими оказываются давления 20–40 МПа (200–400 кгс/см2). Гидравлические прессы классифицируют по конструктивным особенностям и назначению. Характерными признаками конструкции являются расположение цилиндров и тип станины. В соответствии с вертикальным и горизонтальным расположением цилиндров различают вертикальные и горизонтальные прессы. У вертикальных прессов рабочие цилиндры чаще всего располагаются вверху станины (в случае их размещения внизу отсутствуют обратные цилиндры, а возврат поперечины в исходное положение происходит под действием собственной тяжести). 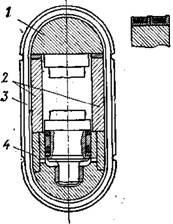 Рис. 7 Схема пресса со станиной. Обратные цилиндры располагаются в основании пресса, но могут также находиться наверху. Тогда их соединяют с поперечиной пресса тягами или специальной поперечиной. По конструкции станин прессы могут быть стоечными или колонными, (движение ползуна пресса направляется по стойкам или колоннам). Одностоечные станины применяются в прессах небольшого усилия. Такая конструкция обеспечивает свободный доступ к прессу и хороший обзор рабочего пространства. Двухстоечная станина более жесткая, создает лучшее направление для ползуна и применяется для точных работ. Колонные прессы (рис. 7) строятся с разным числом колонн – от двух и выше. Наиболее распространены четырехколон-ные прессы. Сниженной металлоемкостью характеризуются прессы с предварительно напряженными станинами, составленные из полуцилиндрических ригелей 1 и стоек 2, скрепленных высокопрочной лентой (или проволокой) 3. Предварительное натяжение скрепляющего элемента выбирают с таким расчетом, чтобы стык между ригелями и стойками не раскрывался при рабочей нагрузке. Рабочие цилиндры 4 монтируют в верхнем или нижнем ригелях или свободно опирают на один из них. Ковкой называется процесс горячей обработки металлов давлением, при котором на заготовку воздействуют ударами кувалды, бойка молота , нажатием бойка пресса или другим универсальным инструментом. Исходная заготовка при ковке - слиток или отрезок проката. Ручная ковка в настоящее время применяется в ремонтных работах и художественной обработке металла. Машинная ковка осуществляется на кузнечно-прессовых машинах: ковочных молотах с массой падающих частей от 0,5 до 16т, ковочных прессах с усилием от 500 до 100000т. Для машинной ковки применяются ковочные молоты и ковочные прессы. Молотами называют кузнечные машины, предназначенные для обработки металлов ударами падающих частей. Молоты делятся на паровоздушные, пневматические и с механическим приводом. Паровоздушные молоты приводятся в действие паром или воздухом под давлением 0,6–0,8 МПа. В зависимости от конструкции стоек различают одностоечные, арочные и мостовые молоты. Пар или сжатый воздух (рис. 8) подается в рабочий цилиндр под поршень или над ним. Поршень соединен штоком с бабой и верхним бойком. Нижний боек укреплен на шаботе, установленном на отдельном фундаменте. В основном производятся стальные поковки, которые куются при температуре 900-1300°С. Хотя ограничено производятся поковки из цветных материалов. Свойства материала при ковке значительно улучшаются, так как происходит дробление кристаллов металла, выравнивание химического состава, может быть создана целесообразно направленная мелкокристаллическая структура металла. 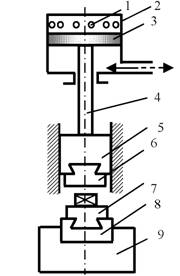 Рис. 8 Принципиальная схема паровоздушного молота простого действия: 1 – отверстия для выхода воздуха; 2 – рабочий цилиндр; 3– поршень; 4 – штык ; 5 – баба; 6 – верхний боек; 7 – нижний боек; 8 – промежуточная подушка; 9 – шабот Для подачи и снятия заготовки молоты оснащаются рельсовыми и безрельсовыми манипуляторами грузоподъемностью 3–50 кН. К молотам с механическим приводом относятся фрикционные молоты с доской, с ремнём, винтовые фрикционные молоты и приводные механические (кривошипные). На фрикционных молотах для подъёма бабы используются силы трения. Падение бабы происходит под действием собственной массы и этим определяется энергия удара. Падающие части включают либо жесткий элемент (молоты с доской), либо гибкий (молоты с ремнём). Фрикционные молоты применяются для горячей и реже для холодной штамповок листовых изделий из мягкой стали и цветных металлов. Для ковки фрикционные молоты не применяются. У винтовых фрикционных молотов баба соединена с винтовым шпинделем. Винт приводится во вращение электродвигателем при помощи двух дисков попеременно: один диск используется для опускания ползуна, а второй для подъёма. В кривошипных молотах движение передаётся рычажной системой от электродвигателя через кривошип упругому элементу: резиновому, рессорному или пружинному. Упругий элемент отдаёт энергию молотовой бабе, ускоряя её падение. Эти молоты применяют для протяжки заготовок небольшого поперечного сечения, например при изготовлении подков, лезвий ножей, медицинского инструмента и т. п. Прессы имеют рабочие цилиндры, создающие усилия обжатия поковки, и цилиндры обратного хода. Гидропривод пресса должен развивать большую мощность во время обжатия заготовки. Для создания запаса жидкости высокого давления используется гидравлический аккумулятор или мультипликатор. К. п. д. прессовых установок невелик и составляет 6-8 % для прессов с аккумуляторами и 1,5-2 % с мультипликаторными приводами. Штамповка Штамповка деформирует металл заготовки во всем объеме, причем течение его ограничивается полостью штампа. При этом форма получаемого изделия соответствует форме штампа. Штамповка по сравнению со свободной ковкой процесс значительно более производительный, но требует изготовления специальной оснастки штампов. Штампы - это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя - на неподвижной. При смыкании обеих частей штампов образуется ручей, формы, и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые). В заготовительных ручьях происходит предварительное, а в штамповочных - окончательная форма изменения заготовки. Различают штамповку в открытых и закрытых штампах. При штамповке в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель - получается заусенец (облой), что служит гарантией полного заполнения полости металлом. Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено. После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок. Штамповка в основном применяется в серийном и массовом производстве. Деформация всего объема заготовки требует, несмотря на ее нагрев, значительных усилий, действующих на штамп, поэтому габариты (масса ) заготовок обычно ограничена (менее 250кг). Материал при высоких степенях пластической деформации также как и при ковке уплотняется, измельчается зерно, что приводит к улучшению механических свойств изделия. Поэтому процесс применяется при производстве заготовок весьма ответственных изделий: валов, зубчатых колес, турбинных лопаток и т.д. |