Пояснительная записка по ТВ HAIER с LED подсветкой на шасси MSJ7. пояснительная записка. 32 5 Вопросы техники безопасности
 Скачать 1.45 Mb. Скачать 1.45 Mb.
|

3.1 Описание конструкции изделия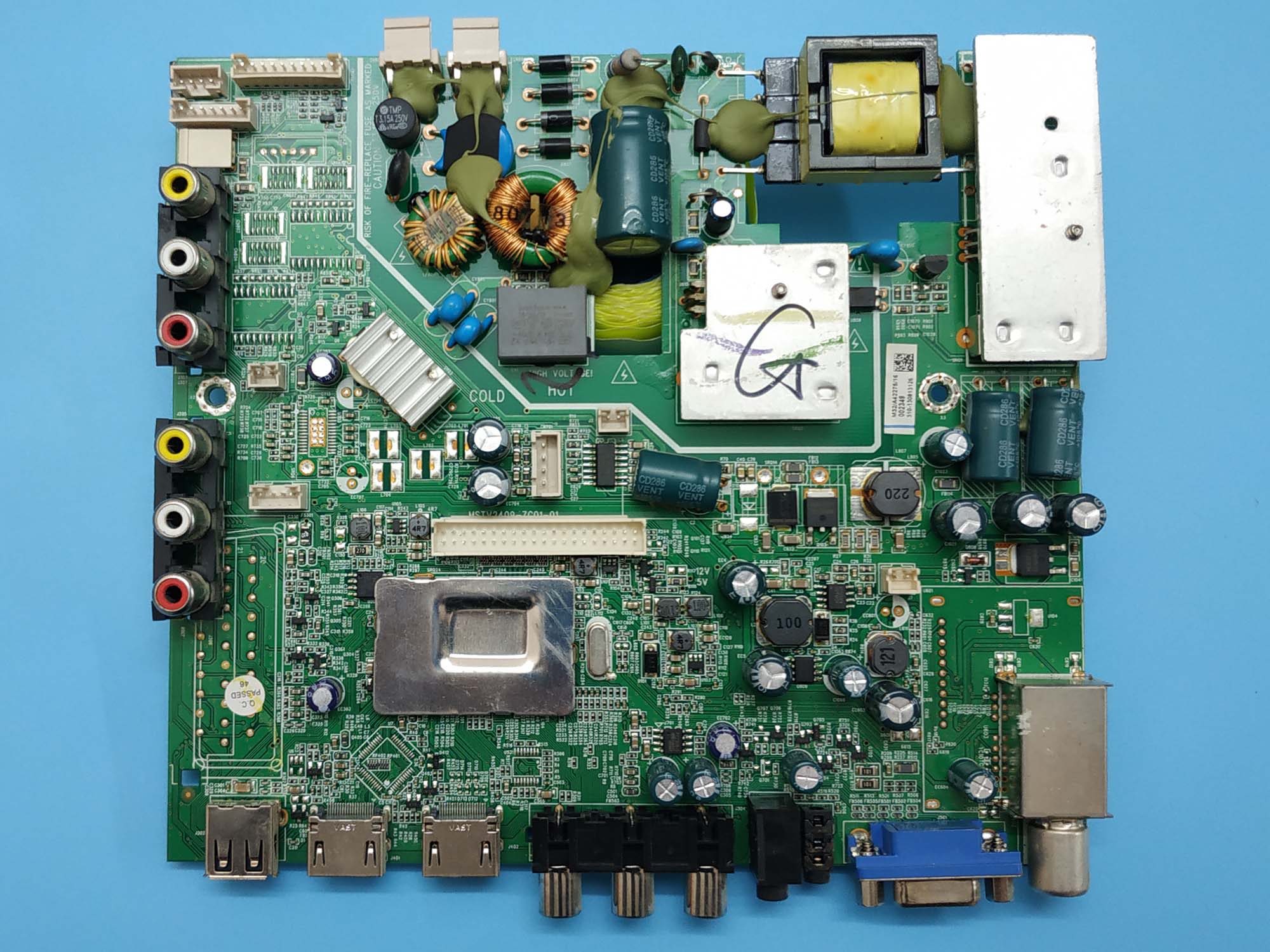 Рисунок 3 - Внешний вид главной платы и расположение на ней основных компонентов схемы, Расположение элементов на основной плате управления данного телевизора довольно удобное. Что не затрудняет нам провести необходимые РКИ работы. Так же не следует забывать, что микросхемы можно вывести из строя статическим электричеством. Вывод: исходя из вышеописанного, следует, что конструкция технологична с точки зрения выполнения РКИ-работ. 3.2 Расчет показателей надежности изделия и анализ полученных результатовСоставляем расчетную таблицу для ориентировочного расчета показателей надежности основной платы телевизора.3.2.1 Составляем расчетную таблицу для ориентировочного расчета показателей надежности основной платы ЖК ТВ с LED-подсветкой Haier LE39M600SF.Таблица 4 - Таблица для расчета показателей надежности
3.2.2 Определяем интенсивность отказов изделия с нормальными условиями эксплуатации по формуле:= Ni λi 10 -6 (1) где: Ni-количество элементов данного типа; λi 10-6-интенсивность отказа =(0,6+0,72+0,4+0,1+1.18)10-6=310-6(1/час) 3.2.3 Определяем вероятность безотказной работы дли интервалов времени (10, 100, 1000, 10000, 100000) часов. Р(t)=е - t (2) где: е – основание степени натурального логарифма, е=2,7; t-интервал времени; -интенсивность отказов изделия без учета нагрузки и режимов работы; Р (10) = 2,7-0,00003 = 0,999; Р (100) = 2,7-0,0003 = 0,999; Р (1000) = 2,7-0,003 = 0,997; Р (10000) = 2,7-0,03 = 0,970; Р (100000) = 2,7-0,3 = 0,742; График зависимости P(t) изображен на рисунке 3  Рисунок 4 – График зависимости P(t) Прогноз: изделие будет надежно работать более 25000 часов. 3.2.3 Определяем среднюю наработку до отказа:Тсред =  (3) (3)где: - общая интенсивность отказов без условий эксплуатации Тсред =  -6=333333ч. -6=333333ч.3.2.4 Определяем количество запасных ЭРЭ:N=Ni λi 10 -6t (4) где: Ni – количество элементов данного типа; λi- интенсивность отказа; t- интервал времени. Nрез = 0,6*10-6*25000 = 0.015 ≈ 0 шт. Nконд = 0,72*10-6*25000 = 0.018 ≈ 0 шт. Nконд.эл = 0,4*10-6*25000 = 0.01 ≈ 0 шт.. Nмр = 0,1*10-6*25000 = 0.0025 ≈ 0 шт. 3.2.5 Определяем технический ресурс изделия:Технический ресурс – время исправной работы с учетом профилактики и ремонта. Ттех.=Т0(1+Пр) (5) где: Т0 – средняя наработка на отказ; Пр – число ремонтов. Пр= 0 Ттех.= 3333331 = 333333ч. 3.2.6 Определяем срок службы:Срок службы изделия – это время безотказной работы изделия с учетом суточной и годовой нагрузки. Тсл.=  (6) (6)где: Ттех – технический ресурс изделия; Nс – суточная нагрузка изделия = 8 часов в сутки; Nг – годовая нагрузка изделия = 365 суток в год. Тсл.=  = 114 лет. = 114 лет.3.2.7 Определяем гарантийный срок службы:Гарантийный срок службы – это минимальное время без отказной работы гарантируемое производителем. Тгарант.=  (7) (7)Тгарант=  =22.8 года. =22.8 года.3.2.8 Анализ результатов расчета:Анализируя полученные результаты можно отметить, что данное изделие имеет большую наработку на отказ (333333 часов), чем в техническом задании (25000 часов). Это может быть обусловлено высокой надежностью используемых элементов. По результатам расчета запасные радиоэлементы не требуются. Технологическая часть 4.1 Описание содержания операций. Нормирование работ В технологическом процессе РКИ работ присутствуют следующие операции подготовительная, ремонтная, контрольная, испытательная. Подготовительная операция выполняется комплектованием рабочего места, следующим инструментом: паяльник ELEMENT 902, шприц для удаления припоя, отвертка крестовая, пинцет, скальпель, кусачки следующим измерительным прибором: осциллограф RIGOL DS1102E, вольтметр APPA-205. Выполняется заземление измерительных приборов, наиболее рациональное расположение их на рабочем месте, включение в сеть и подготовка их согласно инструкции, а также необходимой технологической документацией. В регулировочной операции регулируем выходные напряжения. В ремонтной операции выполняется определение характера неисправности, разборка телевизора, внешний осмотр монтажа, диагностика неисправности, замена неисправного элемента аналогом, проверка работоспособности. Типовые неисправности указаны в инструкции по ремонту. В контрольной операции выполняется контроль чувствительности избирательности крайних частот диапазона выходной мощность. Испытания сводятся к проверке работоспособности при простукивании монтажа и электропрогоне в течение 4 часов. Для определения норм времени каждой операции необходимо каждую из них разбить на переходы, указать нормы времени для каждого перехода, а затем на всю операцию. Нормы времени берутся из справочно-нормативной литературы или исходя из опытных данных завода или ремонтных предприятий. В таблице 7 приводятся нормирование операции ремонта для неисправности – искажение изображения на экране монитора. Таблица 5. Нормирование подготовительной операции
Таблица 6 - Нормирование операций ремонта
Аналогично выполняется нормирование всех остальных операций. В результате окончательная норма времени указана в таблице 8. Для каждой операции рассчитываем штучно и штучно-калькуляционное время по формулам 8 и 9. Таблица 7. Нормирование операций контроля
Таблица 8. Нормирование операций испытаний
Таблица 9 - Нормы времени на выполнение операции Тшт = Топ (1 + К/100) (8) где: Тшт – время затрачиваемое на выполнение определенной операции; Топ – время на операцию; К = 9,6% Тшт.подготовительная = Топ (1 + К/100) =4,003 Тшт.ремонтная = Топ (1 + К 100) = 25,024 Тшт.контрольная = Топ (1 + К/ 100) = 6,005 Тшт.испытательная = Топ (1 + К /100) = 4,003 Тшт.к = Тпз/п + Тшт (9) где: Тпз – подготовительно-заключительное время (20 мин.); п – количество переходов в операции; Тшт.к.подготовительная = Тпз/п + Тшт = 9,003 Тшт.к.ремонтная = Тпз/п + Тшт = 27,9 Тшт.к.контрольная = Тпз/п + Тшт = 9,34 Тшт.к.испытательная = Тпз/п + Тшт = 9,003 Результаты расчетов указаны в таблице 10. Таблица 10 - Нормы штучно и штучно-калькуляционного времени.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||