Контрольная работа по материаловедению. 36. Покажите графически, как влияет большинство легирующих элементов на процессы изотермического распада переохлажденного аустенита.
 Скачать 52.42 Kb. Скачать 52.42 Kb.
|

|
36. Покажите графически, как влияет большинство легирующих элементов на процессы изотермического распада переохлажденного аустенита. Постройте на одном графике диаграммы изотермического превращения переохлажденного аустенита для углеродистых и легированных сталей. По влиянию на устойчивость аустенита и на форму С-образных кривых легирующие элементы разделяются на две группы. Элементы, которые растворяются в феррите и цементите (кобальт, кремний, алюминий, медь, никель), оказывают только количественное влияние на процессы превращения. Замедляют превращение (большинство элементов), или ускоряют его (кобальт) (рис. 1 а) 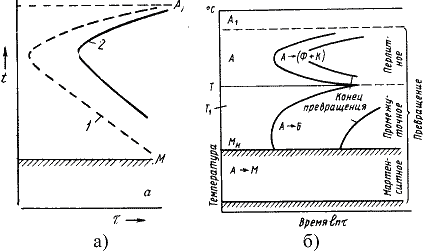 Рис. 1. Влияние легирующих элементов на превращение переохлажденного аустенита: а – некарбидообразующие элементы; б — карбидообразующие элементы Карбидообразующие элементы (хром, молибден, вольфрам, ванадий, титан) вносят и качественные изменения в кинетику изотермического превращения. При разных температурах они по разному влияют на скорость распада аустенита: при температуре 700…500oС — замедляют превращение в перлитной области, при температуре 500…400oС (образование троостита) – очень сильно замедляют превращение, при температуре 400…300oС (промежуточное превращение) – замедляет превращение аустенита в бейнит, но меньше, чем образование троостита. Это отражается на форме С-образных кривых: наблюдаются два максимума скорости изотермического распада, разделенных областью высокой устойчивости переохлажденного аустенита (рис. 1 б ) Температура максимальной устойчивости аустенита зависит от карбидообразующего элемента: хром – 400…500oС, вольфрам – 500…550oС, молибден – 550…575oС, ванадий – 575…600oС. Время максимальной устойчивости при заданной температуре возрастает с увеличением степени легированности (очень велико для высоколегированных сталей). Важным является замедление скорости распада. Это способствует более глубокой прокаливаемости и переохлаждению аустенита до интервала мартенситного превращения при более медленном охлаждении (масло, воздух). Увеличивают прокаливаемость хром, никель, молибден, марганец, особенно при совместном легировании 57. Объясните основные цели легирования стали. Покажите влияние легирующих элементов на температуру превращений, предел растворимости углерода и кинетику распада переохлажденного аустенита. Металлы и сплавы легируют элементами таблицы Менделеева для повышения механических свойств или придания специфических свойств (износостойкость, криогенность, коррозионностойкость в разных средах, жаростойкость, жаропрочность, окалиностойкость при высоких температурах, заданный коэффициент расширения, способность к циклическим нагрузкам, с высоким сопротивлением и т. д.). Кинетика распада аустенита определяет поведение стали при термической обработке. Легирующие элементы, которые только растворяются в феррите или цементите, не образуя специальных карбидов, оказывают лишь количественное влияние на процессы превращения. Большинство элементов (Ni, Сu и другие) замедляют его (рис. 2, а), исключением является Со, который ускоряет превращение. Карбидообразующие элементы вносят не только количественные, но и качественные изменения в кинетику изотермического превращения. Легирующие элементы при разных температурах по-разному влияют на скорость распада аустенита: 700-500 °С (образование перлита) – замедляют превращение; 500-400°С – весьма значительно замедляют превращение; 400-300 °С (образование бейнита) – ускоряют превращение (рис. 2, б). Таким образом, в сталях, легированных карбидообразующими элементами (Cr, Mo, W и др.), наблюдаются два максимума скорости изотермического распада аустенита, разделенных областью относительной устойчивости переохлажденного аустенита. Изотермический распад аустенита имеет два явно выраженных интервала превращений – превращение в пластинчатые (перлитное превращение) и превращение в игольчатые (бейнитное превращение) структуры. Схематическое изображение диаграммы изотермического превращения (показано лишь начало превращения) приведено на рис 2. 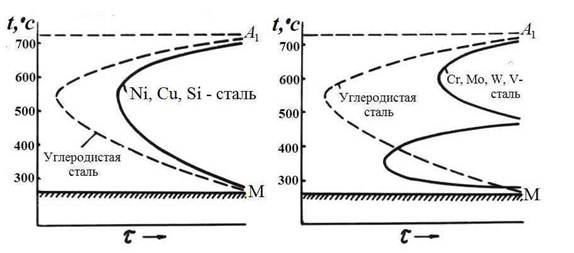 Рис. 2. Схема диаграмм изотермического распада аустенита: а – углеродистая сталь и сталь, легированная некарбидообразующими элементами; б – углеродистая сталь и сталь, легированная карбидообразующими элементами Практически наиболее важной является способность легирующих элементов замедлять скорость распада аустенита в районе перлитного превращения, что выражается в смещении вправо линии на диаграмме изотермического распада аустенита. Это способствует более глубокой прокаливаемости и переохлаждению аустенита до интервала мартенситного превращения при более медленном охлаждении, например, при охлаждении в масле или на воздухе. Наиболее сильно увеличивают прокаливаемость хром, никель, молибден, марганец, поэтому они входят в состав большинства конструкционных легированных сталей. Прокаливаемость стали может быть существенно увеличена при совместном легировании несколькими элементами. Таково, например, совместное действие никеля и хрома. Очень эффективно действует молибден при введении его в хромоникелевую сталь. Своеобразно влияют на кинетику распада такие сильные карбидообразователи, как Ti, V, Nbи отчасти W. Так как элементы образуют труднорастворимые карбиды, то при обычных температурах закалки (800 - 900 °С) они остаются связанными в карбиды и не переходят в аустенит. В результате этого прокаливаемость стали уменьшается, так как карбиды действуют как готовые центры кристаллизации перлита. При высоком нагреве под закалку эти карбиды уже растворяются в аустените, что увеличивает прокаливаемость. 78. Шестерня из стали 38ХМЮА после азотирования. Укажите и обоснуйте способ определения твердости. Опишите этот способ, выделите его достоинства. Сталь 38ХМЮА – легированная конструкционная высококачественная. Состав: 0,38% С, 1% Сr, до 1% Мо, 1% Al. Содержание вредных примесей ограничено – не более 0,025%. Сталь хорошо закаливается и прокаливается, т.к. содержит около 0,40% С и такие легирующие элементы, как Сr и Мо. Правда, она флокеночувствительна, зато не склонна к отпускной хрупкости благодаря молибдену. Предъявляемые к шестерне высокие требования по поверхностной твердости (63…65 НRС) при вязкой и пластичной сердцевине, а также условия работы – в агрессивной среде, могут быть полностью обеспечены при использовании для сердцевины улучшения, т.е. закалки с высокотемпературным отпуском, а для поверхности – азотирования. Получению высокой твердости на поверхности особенно способствует содержание в стали алюминия, образующего при азотировании очень твердые нитриды алюминия. Перед азотированием шестерню необходимо обработать в меру, т.к. азотированный слой за счет нитридов металлов обладает очень высокой твердостью и механической обработке, даже шлифованию, не подлежит. Азотирование выполняется в специальных герметически закрывающихся печах, куда подается газообразный аммиак. Температура азотирования 510…5200 оС. Выдержку принимаем из расчета 0,01 мм слоя в час. При толщине слоя 0,3 мм, таким образом, - 30 часов выдержки. Охлаждение после азотирования можно выполнять с любой скоростью, но мы будем охлаждать с той же скоростью, что и после отпуска при улучшении, во избежание даже минимальных деформаций, т.к. шестерня мелкомодульная. После азотирования твердость азотированного слоя составит 63…65 HRC. Шестерня будет хорошо сопротивляться усталости и коррозии. Целесообразно применять метод Роквелла (поскольку твердость 63-65 HRC), имеющий следующий достоинства: - возможность проводить испытания высокой твёрдости путём отсчёта по шкале индикатора без вычисления или пользования специальными таблицами; - малая повреждаемость поверхности в результате его применения; - высокая производительность измерения. Метод Роквелла. Выбрать подходящую для проверяемого материала шкалу (А, В или С). Установить соответствующий индентор и нагрузку. Перед тем, окончательным измерение надо сделать два пробных, неучитываемых отпечатка, чтобы проверить правильность установки индентора и стола. Установить эталонный блок на столик прибора. Приложить предварительную нагрузку в 10 кгс, обнулить шкалу. Приложить основную нагрузку и дождаться достижения максимального усилия. Снять нагрузку. Прочесть на циферблате по соответствующей шкале значение твёрдости (цифровой прибор показывает на экране значение твёрдости). Порядок действий при проверке твёрдости испытуемого образца такой же, как и на эталонном блоке. Допускается делать по одному измерению на образце при проверке массовой продукции. 99. Какому из материалов следует отдать предпочтение при изготовлении детали, если оба сплава имеют равные пределы прочности при растяжении (σв), но разные значения относительного удлинения. Дать обоснование выбора материала. При выборе материала для изготовления детали, если нет специальных требований по жёсткости, предпочтение следует отдать более пластичному материалу, главным образом, потому, что в противном случае выход детали из строя будет сопровождаться её хрупким разрушением, которое происходит внезапно, что чревато серьёзными последствиями, в то время как пластичный материал под действием такой же нагрузки будет необратимо деформироваться, и аварию можно будет предотвратить, например, по признакам нарушения работоспособности механизма, в который входит деталь. 120. Малоуглеродистая сталь имеет твердость НВ160. Опишите способ определения твердости. Вычислите примерное значение предела прочности при растяжении. Способ определения твердости – по Бринеллю. Твердостью называют свойство материала оказывать сопротивление внедрению в его поверхность другого более твердого тела – индентора, т. е. способность сопротивляться локальной пластической деформации при контактном воздействии в поверхностном слое. Испытание на твердость является одним из самых распространенных статических испытаний благодаря простоте осуществления, оперативности и возможности, практически без разрушения испытуемого объекта, получить сведения о качестве его термической и др. обработки, износостойкости, обрабатываемости резанием и т. п. Метод Бринелля заключается во вдавливании стального закаленного (иногда твердосплавного) шарика диаметром D (10,0; 5,0; 2,5; 2,0 или 1,0 мм) в испытуемый материал под фиксированной нагрузкой Р (3000, 1500, 1000, 750, 500, 250, … 1 кгс) в течение заранее выбранного времени (10…180 с). Мерой твердости по Бринеллю является диаметр отпечатка d, который измеряется с помощью оптического устройства, входящего в комплект прибора. Метод Бринелля предназначен для измерения твердости особо мягких, мягких и средне твердых материалов (включая незакаленную сталь) с твердостью от 8 до 450 единиц НВ (кгс/мм2). Черные металлы имеют твердость выше 140 НВ; цветные металлы и сплавы – 8...130 НВ, в том числе алюминий, свинец и мягкие сплавы – 8...35 НВ. Предел прочности – примерно 400 МПа. 125. Укажите и обоснуйте требования к лаковым основам, растворителям и пигментам, опишите технологию нанесения лакокрасочных покрытий. Пигменты, лаковые основы и растворители характеризуются химическим составом, дисперсностью, укрывистостью, плотностью, маслоемкостью, красящей способностью, светостойкостью, химической стойкостью, огнестойкостью и стойкостью против коррозии. Химический состав обуславливает цвет, коррозийную и химическую устойчивость, термостойкость, укрывистость - способность краски (приготовленной на олифе и пигменте) закрывать первоначальный цвет при равномерном нанесении на поверхность. Чем меньше слой краски, закрывающий первоначальный цвет окрашиваемой поверхности, тем выше укрывистость пигмента. Укрывистость характеризуется количеством вещества в граммах на 1 м2 окрашиваемой поверхности. Красящая способность (интенсивность цвета) - свойство вещества передавать свой цвет в смеи с белыми, черными или синими пигментами. Маслоемкость - способность вещества удерживать определенное количество масла. Она характеризуется количеством масла в % по массе, которое необходимо добавить к веществу для получения красочной пасты. Дисперсность - тонкость помола частиц - оказывает значительное влияние на его укрывистость и красящую способность. Чем меньше частицы вещества, тем выше его укрывистость и красящая способность. Светостойкость - способность вещества сохранять свой цвет под действием света. Атмосферостойкость - способность вещества, не изменяя цвета, противостоять воздействию атмосферных факторов: кислорода воздуха, сернистых и др газов, а также попеременному замораживанию и оттаиванию, увлажнению и высыханию. Химическая стойкость - способность не изменять первоначального цвета под воздействием щелочей и кислот. Огнестойкость - способность не разрушаться и не изменять цвет от воздействия высоких температур. Антикоррозионная стойкость - способность в красочном составе предохранять от ржавления черные металлы. При выборе пигмента, лакокрасочного вещества или раствора учитывается его безвредность для здоровья работающих, назначение покрытия и стоимость пигмента. Технология нанесения лакокрасочных покрытий 1. Подготовка поверхности производится с целью удаления дефектов поверхности, заусенцев, грата, создание требуемой шероховатости поверхности. От качества подготовки поверхности во многом зависит качество покрытия, прочность его соединения с поверхностью изделия и декоративные свойства покрытия. В ряде случаев этот этап обладает значительной трудоемкостью. Для снижения шероховатости поверхности применяют абразивную зачистку, гидроабразивную обработку. Для удаления заусенцев и грата применяется галтовка, электрохимическая обработка и т.д. Удаление окалины, ржавчины эффективно производится песко- и дробеструйной обработкой, зачисткой иглофрезами и т.д. Непосредственно перед нанесением покрытия производится обезжиривание, которое проводят в щелочных растворах или в органических растворителях. Процесс обезжиривания значительно интенсифицируется при применении ванн с ультразвуковыми колебаниями растворителя. В ряде случаев, для повышения адгезии покрытия и поверхности металлического изделия производится специальная химическая или гальваническая подготовка поверхности (фосфатирование, анодирование, оксидирование). Для усиления защитного эффекта стальные детали перед лакокрасочным покрытием иногда покрывают цинком, кадмием или никелем. 2. Нанесение покрытия. В зависимости от заданной структуры покрытия технология его нанесения может включать: грунтование, шпатлевание, шлифование шпатлевки, окрашивание, лакирование и отделку покрытия. Грунтование производится с целью создания хорошей адгезии с покрываемой поверхностью и последующими слоями покрытия. Шпатлевание применяется для выравнивания поверхности и имеет высокую трудоемкость как нанесения, так и последующего выравнивания шлифованием. Оно способно существенно улучшить внешний вид изделия, но снижает защитную способность покрытия, поэтому для поверхностей, находящихся в агрессивных средах, не применяется. Шпатлевание часто применяется при отделки литых корпусов машин, так как позволяет скрыть дефекты поверхности отливок и придать машине оптимальные декоративные качества. Окрашивание может осуществляться воздушным распылением, распылением в электрическом поле, окунанием, струйным обливом, безвоздушным распылением, нанесением полимерных порошковых красок во взвешенном слое, окраской валиками или кистью. Выбор метода окрашивания зависит от типа производства, размеров и формы заготовки. Окрашивание распылением краски на мельчайшие частицы сжатым воздухом наиболее распространено. Позволяет наносить краску равномерно, без потеков и в труднодоступных местах сложных по форме заготовок. Распыление краски возможно и без применения сжатого воздуха за счет ее подачи в головку под высоким давлением и диспергирования при истечении из специального сопла. Эффективность того или иного способа зависит от вязкости наносимого состава, условий применения. Окрашивание распылением требует применения специальных окрасочных камер, оборудованных вытяжными устройствами, так как образующийся туман краски и пары растворителя токсичны и взрывоопасны. При распылении краски в электрическом поле частицы краски, приобретая заряд в распылителе, осаждаются на заготовку, имеющую электрический заряд противоположного знака. При этом сокращаются потери краски, но возможно окрашивание только простых по форме заготовок, так как частицы краски не проникают во внутренние полости заготовки. Если производить распыление краски в вакуумную камеру, то снижается расход краски, резко улучшаются условия труда, улучшается качество покрытия, за счет отсутствия газовых пузырей, и быстрее происходит процесс сушки покрытия. Но в этом случае возможно применение только безвоздушных распылительных головок. Способы окрашивания обливанием или окунанием отличаются простотой, легко автоматизируются, применяются для мелких и средних деталей. При их реализации иногда возникают натеки покрытия, которые могут быть устранены интенсивными механическими воздействиями после окунания (встряхиванием, вибрацией, вращением заготовки). Широко применяемым способом в настоящее время становится нанесение сухих полимерных красок методом оплавления. Порошок на поверхность изделия может наноситься воздушным напылением в электрическом поле, создаваемым специальными установками. Частицы порошка удерживаются на поверхности изделия электрическим полем. В этом случае создание покрытия осуществляется за счет последующего оплавления порошка в термокамерах, потоком горячего воздуха или воздействием открытого пламени. При соответствующих размерах изделия оно может в нагретом состоянии (140…220°С помещаться в порошкообразную среду, интенсивно перемешиваемую сжатым воздухом (псевдокипящий слой). Частицы полимера плавятся на поверхности заготовки и образуют сплошную прочную пленку. 131. Выберите и обоснуйте марки сплавов для кронциркуля. Стали для измерительных инструментов, коим является кронциркуль, должны обладать высокой твердостью и износостойкостью, сохранять постоянство формы и размеров в течение длительного срока эксплуатации. Кроме того, от них требуется хорошая обрабатываемость для получения высокого класса чистоты поверхности и малая деформация при термической обработке. Для кронциркуля обычно применяют высокоуглеродистые стали У8-У12 и низколегированные стали марок X, ХГС, ХВГ, 9ХС, содержащие около 1 % С и до 1,5 % Ст. Их твердость после термообработки должна быть не менее НКС 60-64. После обычной термической обработки в структуре высокоуглеродистых сталей обычно присутствует остаточный аустенит, из-за чего она не является стабильной. Для обеспечения высокой твердости стали и стабильности размеров инструмента в процессе эксплуатации проводится специальная термическая обработка. Она состоит из закалки в масле, для особо точных инструментов включает дополнительно обработку холодом при температуре -80 °С и длительного (до 30 ч) низкотемпературного отпуска --старения при 120-170 °С. Нагрев при более высокой температуре недопустим из-за снижения твердости и износостойкости инструмента. Длительный отпуск предотвращает процессы старения и распад мартенсита в течение всего периода эксплуатации инструмента. |