проектная работа 9 класс 3d моделирование. проект Белов Р. 3D принтер технология будущего
 Скачать 0.98 Mb. Скачать 0.98 Mb.
|

|
Муниципальное общеобразовательное бюджетное учреждение «Средняя общеобразовательная школа села Аркадьевка» ИНДИВИДУАЛЬНЫЙ ИТОГОВЫЙ ПРОЕКТна тему «3D принтер – технология будущего» Выполнил: Белов Роман Владимирович, ученик 9 класса Руководитель проекта: Понизова Мария Владимировна учитель информатики 1 кв.категории МОБУ «СОШ с. Аркадьевка» с. Аркадьевка, 2020 СОДЕРЖАНИЕ
ВВЕДЕНИЕ Актуальность темы. В повседневную жизнь 3D пришло к нам в начале нового тысячелетия. Мы, естественно, связываем это определение с киноискусством или мультипликацией. Но данная технология охватывает гораздо больше спектров нашей жизни. Новые технологии применяются во всех сферах человеческого бытия, проникают и в учебную деятельность современных школьников. Если несколько десятилетий назад инструментами познания был стандартный учебный набор, то сейчас он расширился в довольно больших масштабах. Мультимедийные, интерактивные, мобильные и 3D-технологии открывают горизонты к творческой деятельности школьников, цифровая среда для детей становится привычной. С открытием в МОБУ «СОШ с. Аркадьевка» Центра цифрового и гуманитарного профилей «Точка Роста» в школе появилось новое современное оборудование, среди которого был и 3D-принтер. Я задался вопросами «На что способен 3D- принтер? Так ли он необходим человеку?». Работа над проектом помогла мне ответить на данные вопросы. Гипотеза состоит в предположении о том, что 3D-принтер – это устройство, которое имеет множество перспектив не только в производственной деятельности, но и в повседневной жизни человека. Объектом данной работы являются 3D технологии Предмет исследования – технология печати на 3D-принтере Цель данного проекта – выяснить, может ли человек использовать 3D-принтер в реальной, повседневной жизни Задачи: изучить литературу по моделированию и печати 3D объектов; узнать о современном состоянии технологий 3D печати и сфере их применения; научиться создавать 3D модели и печатать их на 3D-принтере Для решения поставленных задач использовались следующие методы: теоретический анализ и обобщение научной литературы; моделирование. Значимость исследования обусловлена тем, что на сегодняшний день применение технологий 3D-печати в сфере образования только начинает набирать обороты, однако уже сейчас намечаются поразительные перспективы. 3D технологии могут существенно оказать помощь в осуществлении проектной деятельности в школе, в развитии взаимодействия образования, науки и производства. ГЛАВА 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ 3D ТЕХНОЛОГИЙ История развития 3D технологий Многие думают, что 3D-принтеры появились совсем недавно. На самом деле технология объемной печати ведёт свою историю с 1984 года, когда американец Чарльз Халл разработал технологию послойного выращивания физических трёхмерных объектов из фотополимеризующейся композиции (ФПК). Устройство выращивало смоделированный на компьютере трёхмерный объект из жидкой фотополимеризующейся композиции, нанося её слой за слоем на подвижную платформу, погружаемую в ванну с ФПК. Толщина каждого слоя составляла примерно 0,1-0,2 мм. Технология получила название «стереолитографии» (STL). Патент на своё изобретение автор получил только в 1986 году, тогда же он основал компанию 3D System и приступил к разработке первого промышленного устройства для трёхмерной печати, которое было представлено общественности год спустя, в 1987 году. Технология 3D печати была достаточно нова в то время, и компания 3D Systems изготовила и поставила первую модель станка нескольким избранным заказчикам. В 1988 г., основываясь на откликах клиентов о станке, компания разработала усовершенствованную модель 3D принтера SLA-250 и было начато его серийное производство. В то время как к концу 1988 г. технологии 3D копирования получили широкую популярность, появились новые технологии: моделирование методом наплавления (Fused Deposition Modeling (FDM)) и метод селективного лазерного спекания (Selective Laser Sintering (SLS)). Технология моделирования методом наплавления была изобретена Скотом Крамп в 1988 г. В следующем году им была основана компания Stratasys и налажено промышленное производство станков. В 1992 г. компания продала свой первый станок "3D Modeler". В том же году компания DTM выпустила на рынок станок, работающий по технологии селективного лазерного спекания (SLS). В 1993 г. в Массачусетском технологическом институте (MIT) была изобретена и запатентована еще одна технология 3D печати. Она получила название «Технологии трехмерной печати» и была подобна технологии струйной печати, используемой в 2D принтерах. В 1996 г. были произведены станки "Genisys" от компании Stratasys, "Actua 2100" – от 3D Systems, и "Z402" – Z Corporation. В течение этого времени впервые появился термин «трехмерная печать» для обозначения станков быстрого моделирования. Только в конце 1990-х - начале 2000 гг., в продаже появились несколько моделей станков по относительно низким ценам. В 2005 г. компания Z Corporation выпустила на рынок революционно-новую модель Spectrum Z510 – станок 3D печати с высоким разрешением цветов. Еще один прорыв в области трехмерной печати произошел в 2006 г. с созданием общедоступного проекта Reprap, нацеленного на производство 3D принтера, способного воспроизводить детали собственной конструкции. Первая модель Reprap, произведенная в 2008 г., может произвести приблизительно 50% своих собственных частей. Вторая модель проекта Reprap находится в настоящее время в стадии разработки. Термин «3D-печать» был придуман студентами Массачусетского технологического института гораздо позже, в 1995 году. Краткое и емкое название прижилось, но у него всё же есть один недостаток: на его основе несведущие люди порой полагают, что печатать на 3D-принтере столь же просто, как и на обычном — включил аппарат, отправил на него файл из какого-то приложения и быстренько напечатал желаемый результат. Однако все технологии имеют свои тонкости, без знания которых хороший образец не получишь, да к тому же самая маленькая фигурка печатается дольше, чем документ в сотню страниц на бумаге. Технологии печати: основные направления 1.2.1. Стереолитография Стереолитография (SLA), предполагает использование в качестве расходного материала жидкий фотополимер. Однако, технологии изготовления изделия различны. Процесс Если в 3D-принтерах, работающих по технологии MJM, жидкий фотополимер подаётся на платформу построения с помощью системы сопел, то в SLA платформа построения слой за слоем опускается в ёмкость, заполненную жидким фотополимером. Для нанесения первого слоя платформа поднимается наверх, после чего УФ-луч засвечивает определённые участки фотополимерного слоя, делая их твёрдыми. 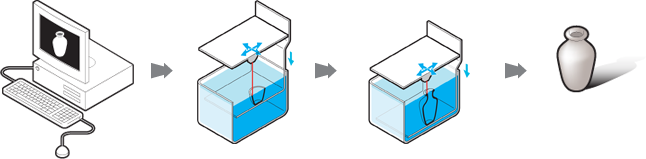 После завершения первого слоя, платформа опускается вниз на расстояние, равное толщине одного слоя. Далее специальный валик выравнивает поверхность жидкого фотополимера на платформе, и процесс засвечивания повторяется. После завершения печати платформа с готовым изделием поднимается вверх из ванны, наполненной оставшимся жидким полимером. Стереолитография требует использование поддерживающих структур для выступающих частей изделия, которые печатаются из того же материала, что и основная модель. После окончания печати поддерживающие структуры удаляются из модели механическим способом. После завершения первого слоя, платформа опускается вниз на расстояние, равное толщине одного слоя. Далее специальный валик выравнивает поверхность жидкого фотополимера на платформе, и процесс засвечивания повторяется. После завершения печати платформа с готовым изделием поднимается вверх из ванны, наполненной оставшимся жидким полимером. Стереолитография требует использование поддерживающих структур для выступающих частей изделия, которые печатаются из того же материала, что и основная модель. После окончания печати поддерживающие структуры удаляются из модели механическим способом. Материалы Технология SLS предоставляет широкие возможности в выборе расходного материала. Это могут быть не только полиамиды (например, нейлон или полистирол), но и металлы и сплавы. Применение Благодаря своим физическим свойствам, изделия, получаемые с помощью SLA, создаются как для быстрого прототипирования и акетирования, так и для мелкосерийного производства готовых изделий. 1.2.2. Селективное лазерное спекание Выборочное или селективное лазерное спекание (англ. Selective Laser Sintering) – одна из наиболее популярных технологий 3D-печати, с помощью которой создаются функциональные прототипы и мелкие партии готовых изделий. В качестве материала в данном случае используется полиамидный или керамический порошок, спекаемый в камере построения с помощью одного или нескольких лазеров. Процесс 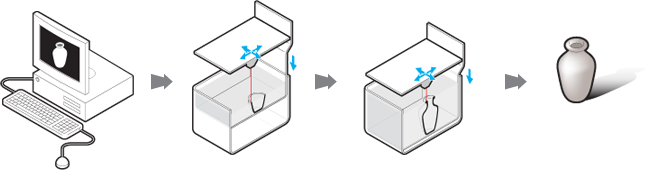 В начале печати слой материала в виде мелкодисперсного порошка заполняет платформу построения. Далее лазер спекает определённые участки порошка (контуры будущей модели), делая их твёрдыми. После спекания одного слоя платформа опускается вниз. Далее наносится следующий слой порошка, и процесс повторяется. Одним из весомых преимуществ данного метода печати является отсутствие необходимости в поддерживающих структурах. В начале печати слой материала в виде мелкодисперсного порошка заполняет платформу построения. Далее лазер спекает определённые участки порошка (контуры будущей модели), делая их твёрдыми. После спекания одного слоя платформа опускается вниз. Далее наносится следующий слой порошка, и процесс повторяется. Одним из весомых преимуществ данного метода печати является отсутствие необходимости в поддерживающих структурах.Материалы Технология SLS предоставляет широкие возможности в выборе расходного материала. Это могут быть не только полиамиды (например, нейлон или полистирол), но и металлы и сплавы. Применение Благодаря своим физическим свойствам, изделия, получаемые с помощью SLS, создаются как для быстрого прототипирования и макетирования, так и для мелкосерийного производства готовых изделий. 1.2.3. Цветная струйная печать Технология CJP (Color Jet Printing) – единственная технология 3D-печати, с помощью которой можно создавать полноцветные модели. Процесс 3D-принтеры, использующие технологию СJP, по принципу работы очень похожи обычные домашние струйные принтеры, печатающие на бумаге. В качестве исходного материала для изделия может быть использован гипсовый или пластиковый порошок (в зависимости от модели принтера). Порошок тонкими слоями распределяется на платформе построения с помощью валика. После этого из струйных печатающих головок избирательно впрыскивается красящее связующее вещество. Связующее, попавшее на порошок, превращает его в твёрдый участок. 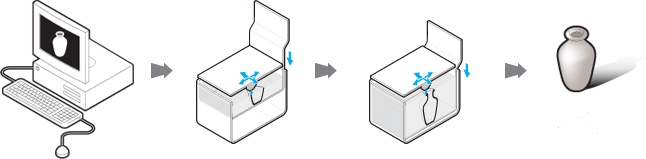 Прокрасив таким образом один слой модели, платформа опускается на толщину одного слоя вниз, и процесс повторяется до тех пор, пока вся модель не будет напечатана. Прокрасив таким образом один слой модели, платформа опускается на толщину одного слоя вниз, и процесс повторяется до тех пор, пока вся модель не будет напечатана.Преимуществом этой технологии, помимо многоцветности, является отсутствие поддерживающих структур. В качестве поддержи для основной модели используется не склеившийся порошок, который впоследствии удаляется в специальную камеру и используется повторно для следующей печати. Материалы Для печати изделий по технологии CJP может быть использовано два типа материала: Гипсовый порошок. Модели из гипса обладают отличной цветопередачей, однако прочность таких изделий невелика. Для улучшения и сохранения насыщенности и яркости цветов, а также увеличение прочности изделия после печати модель пропитывается суперклеем. В результате итоговое изделие можно подвергать пескоструйной обработке, сверлить, нарезать на них резьбу, окрашивать и гальванизировать, то есть выбор вариантов обработки изготовленных деталей расширяется. Пластиковый порошок. Изделия из пластикового порошка немного прочнее гипсовых, однако разрешение печати ниже. Для увеличения насыщенности и яркости цветов пластиковая модель также подвергается постобработке, но в отличие от гипсовой, в данном случае используется спиртовой раствор.
Применение Полноцветные модели могут быть использованы во множестве областей, где использование цвета крайне важно. Это макетирование в производстве и архитектуре, изготовление опытных образцов в промышленном дизайне и сувенирной продукции, изготовление мультимедийных героев в мультимедиа и многое другое. Высокое разрешение печати обеспечивает высокое качество готовых изделий. Технология печати обеспечивает высокую производительность в сочетании с относительно низкой стоимостью. 1.2.4 Метод послойного наплавления Моделирование методом послойного наплавления (англ. Fused Deposit Modeling) – широко распространённая технология 3D-печати, использующая в качестве материала, как правило, термопластики в виде катушек нитей. Процесс В начале печати материал (термопластик, например, ABS-пластик или PLA-пластик) подаётся в специальное сопло (экструдер), нагретое до температуры плавления пластика. Материал расплавляется внутри экструдера и выдавливается на платформу построения в виде тонкой нити толщиной 0,1-0,3 мм. Размещение нити материала в нужных координатах обеспечивается одновременным перемещением платформы построения и экструдера в разных плоскостях. При попадании на платформу нить материала сразу же застывает, образуя твёрдый слой будущего изделия. После нанесения первого слоя, платформа опускается на толщину одного слоя, и процесс повторяется вновь до полного завершения модели. В некоторых моделях принтеров может применяться 2 экструдера, позволяющие использовать одновременно два материала. 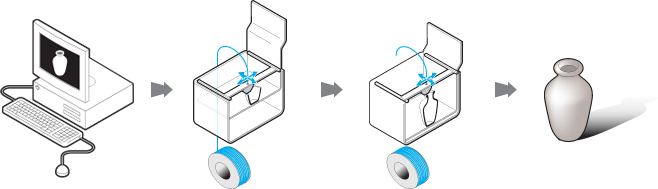 Это предоставляет дополнительные возможности по построению модели: Двухцветная модель В каждый из двух экструдеров могут быть загружены катушки одного и того же материала, но разных цветов. Изделие с поддержками Второй экструдер может быть использован для материала поддержки основного изделия. В дальнейшем поддержка удаляется из модели либо химическим, либо механическим путём. Поддержки используются для создания сложных моделей, имеющих свисающие и выступающие части, «висящие» в воздухе. Материалы В качестве расходных материалов в принтерах технологии FDM/FFF используются термопластики и композиты, такие как ABS, PLA, полиамиды, поликарбонаты и другие. Выбор материала для основного изделия влияет на его итоговые прочностные характеристики. Применение Наилучшее применение изделий из термопластика – функциональное. Такие изделия обладают целым рядом полезных свойств: Непрозрачность Повышенная ударопрочность и эластичность; Нетоксичность (в нормальных условиях); Долговечность; Стойкость к щелочам и моющим средствам; Влаго-, масло-, и кислотостойкость; Теплостойкость до 103 °C Широкий диапазон температур (от -40 °С до +90 °С) Несмотря на свои прочностные и эксплуатационные характеристики, изделия из термопластиков обладают относительно низким качеством поверхности. Зачастую, такие модели требуют значительной обработки поверхности после печати. 1.2.5 Многоструйное моделирование Многослойное моделирование (англ. Multi-Jet Modeling) – технология 3D-печати, позволяющая создавать изделия из фотополимера или воска с точностью до 50 микрон на дюйм длины изделия. Благодаря этому, MJM получила широкое распространение в стоматологии и ювелирной промышленности, а также в других областях, требующих создание высокоточных изделий. Процесс Построение модели осуществляется с помощью специальной печатной головки, оснащённой массивом сопел, количество которых может достигать 448 штук. С помощью этих сопел на платформу построения наносится слой жидкой фотополимерной смолы. Для того, чтобы смола стала твёрдой, она отверждается УФ-излучением. После отверждения одного слоя, платформа опускается на толщину слоя (33-16 микрон) и процесс повторяется. Для поддержки свисающих элементов модели используются поддержки из воскового материала. Поддержки удаляются из модели после печати в обычной печи или ультразвуковой ванне. Материалы В принтерах, печатаемых по технологии MJM, мы используем два типа материала – воск или фотополиме (пластмасса на основе полиакрилатов, отверждаемая под воздействием УФ-излучения). Применение Изделия из фотополимера получаются достаточно прочными, что позволяет использовать их для экспериментов, функционального тестирования, создания мастер-моделей, проверки изделий на эргономичность, а также для литья по выжигаемым моделям. Вот только некоторые характеристики материала: Прочность; Высокая термостойкость; Долговечность; Стабильность; Водонепроницаемость; Биологическая совместимость; Высокие литейные качества По своим прочностным характеристикам фотополимер схож с ABS-пластиком. 3D-печать с использованием воска, как правило, используется для массового производства моделей для прямого литья с гладкими поверхностями, высокой детализацией и исключительной точностью – для ускорения производственного процесса, массового изготовления на заказ и повышения рентабельности. Литейные модели из воска идеально подходят для последующего литья ювелирных изделий, украшений, медицинской продукции с высокой детализацией, медицинских имплантов, электрических компонентов, статуэток, копий, предметов коллекционирования и многого другого. 1.2.6 Литье по выплавляемым моделям Для создания литых изделий применяется 3D-печать из воска и литьё по выплавляемым моделям. ПроцессТехнология высокоточной печати из воска MultiJet Printing представляет собой разновидность стереолитографии с использованием схожей по свойствам с воском смолы.  После удаления подпорок и очистки восковая модель готовится к литью. Во-первых, к модели присоединяются один или несколько вертикальных восковых каналов. Затем модель вертикальным каналом присоединяется к восковому «дереву» вместе с другими моделями. После этого «дерево» помещается в опоку и покрывается гипсом. После застывания гипс образует форму для литья, которая помещается в печь и в течение нескольких часов нагревается до температуры, при которой воск полностью выплавляется. 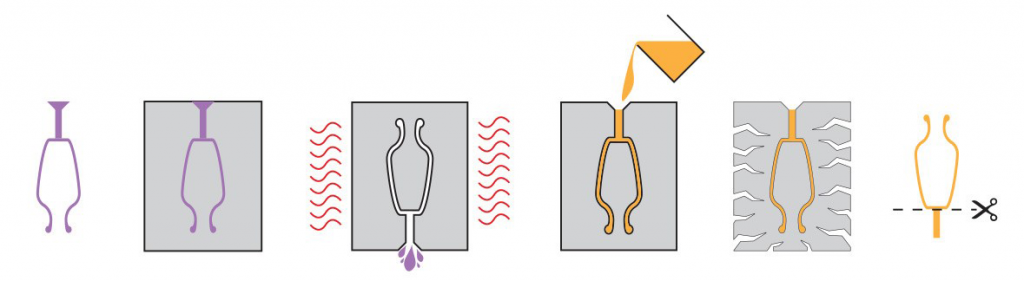 Отлитые бронзовые модели удаляются вручную. После этого модели отделяются от вертикальных каналов и шлифуются. МатериалыСамые распространенные цветные металла для литья изделия: бронза, латунь и нейзильбер. Сферы применения 3d технологий Медицина Медицина - одна из тех сфер, где применение трехмерной печати стало новым толчком для масштабных перемен. Использование 3D принтеров в медицине позволяет воссоздать точную копию человеческого скелета для отработки приёмов, гарантирующих проведение успешной операции; в протезировании и стоматологии, 3D печать позволяет получить протезы и коронки значительно быстрее классической технологии производства. (Приложение1). Совсем недавно сила и мощь 3D печати была продемонстрирована на примере обыкновенного орла, который по вине браконьеров лишился клюва. 3D печать позволила изготовить точную копию орлиного клюва. Сейчас уже массово изготавливаются всевозможные протезы и импланты по индивидуальным меркам. У 3D протезирования огромное будущее, так как возможно изготовление настолько точных протезов, которые не сможет сделать человеческая рука. Робототехника Вариантов великое множество, но разработка компании Siemens интересна тем, что в ее основе лежат 3D-печатные роботы, выполняющие роль 3D-принтеров! По задумке создателей, такие устройства должны выполнять роль производственного роя подобно муравьям или пчелам. Группа машин следует общим алгоритмам, распечатывая новые объекты с помощью бортовых 3D-принтеров. Работают такие «робопауки» на аккумуляторах, запоминая свое положение в пространстве и относительно друг друга. Когда аккумуляторы разряжаются, робот-паук вызывает полностью заряженного сменщика, а сам уходит на отдых и подзарядку. Разработчики считают, что промышленная версия такого роя сможет заниматься производством поистине крупногабаритных объектов вроде зданий или корпусов кораблей. Строительство Строительных 3D-принтеров пока не много, но они уже демонстрируют интересные результаты. Суть процесса, как правило, сводится к послойной печати стен из специально сформулированной цементной смеси. Рецепт смеси очень важен, так как она должна достаточно быстро застывать, чтобы ее не раздавило следующими слоями. С другой стороны, слишком быстрое высыхание не позволит слоям схватываться друг с другом. Получаемые полые стенки служат своего рода несъемной опалубкой, в которую можно вставить утеплители, арматуру, провести коммуникации, а для пущей прочности залить оставшиеся полости бетоном и получить монолитную структуру. Преимущество такой технологии над привычной опалубкой заключается в возможности создавать всевозможные доселе немыслимые формы – округлые, спиральные и пр. Автомобилестроение. Производство запасных частей для автомобилей быстро стало одним из любимых направлений среди самодельщиков-печатников или «мейкеров». При этом напечатанные изделия обходятся в сущие копейки, тогда как запасные детали у дилеров могут стоить довольно дорого. Для печати же можно использовать АБС-пластик – тот самый, из которого изготавливается большинство пластиковых элементов отделки. Но на этом автомобильная карьера 3D-печати не закончилась. Космос Летать рожденный не должен ползать, а космонавты любят высокотехнологичные гаджеты. Сам собой напрашивается космический 3D-принтер! Первое такое устройство, аналогичное прутковым настольным машинам, доступным на Земле любому желающему, было запущено на орбиту сентябре 2014 года. 3D-принтер был успешно протестирован в невесомости и уже вернулся на родную планету, а на смену ему пришла более совершенная версия. Астронавты намереваются использовать 3D-печать для производства запасных частей. Логика здесь проста: зачем везти на орбиту полный набор деталей и инструментов, когда их можно напечатать по мере необходимости из относительно небольшого запаса материалов на борту станции? Последний же проектMade in spase, пока еще концептуальный, предполагает 3D-печать двигателей и бортового оборудования на астероидах с использованием подручных материалов. Совсем недавно на борт МКС прибыл российский спутник, изготовленный специалистами Томского политехнического университета. Конструкция спутника частично выполнена с помощью 3D-печати. Авиастроение Аддитивное производство успешно используется во многих сферах машиностроения, включая авиационную и космическую промышленность, где 3D-печатные детали двигателей быстро становятся обыденным делом. Все дело в таких методах 3D-печати, как выборочное лазерное спекание (SLS) и наплавление (SLM). Эти методы позволяют создавать высокоточные детали, состоящие целиком из металлов и сплавов. 3D-печатные детали двигателей, вплоть до форсунок, уже применяются на аппаратах компании SpaceX, Airbus активно и успешно испытываем 3D-печатные детали двигателей и несущих конструкций авиалайнеров, а отечественным примером можно считать 3D-печатные завихрители, созданные Всероссийским научно исследовательским институтом авиационных материалов (ВИАМ) для перспективных двигателей ПД-14, в настоящее время проходящих летные испытания. Оружие Само собой, 3D-печать не обошли вниманием и любители оружия, что вызвало немалую головную боль для регулирующих органов по всему миру. Бороться с распространением бесплатных файлов с 3D-моделью пистолета оказалось практически невозможно, но это были лишь цветочки. Ягодки последовали в виде 3D-печатной ствольной коробки для автоматических карабинов AR-15 – фактических аналогов штурмовой винтовки M-16, состоящей на вооружении США и многих других стран мира. В 2012 году сетевая организация Defense Distributed анонсировала планы «разработать работающий пластмассовый пистолет, который любой человек сможет скачать и напечатать на 3D-принтере» В мае 2013 года они закончили разработку, а вскоре после этого Государственный департамент США потребовал удалить инструкции с веб-сайта. 21 ноября 2013 года в Филадельфии (США) был принят закон, запрещающий изготовление огнестрельного оружия с помощью 3D-принтеров. В Великобритании нелегальны производство, продажа, приобретение и владение оружием, напечатанным на 3D-принтере. Украшения С помощью 3D-печати можно создавать не только игрушечные украшения, но и самые настоящие. Ювелиры по всему миру все чаще прибегают к 3D-моделированию и печати заготовок, на основе которых изготавливаются формы для отливки украшений из драгоценных металлов. Для подобных проектов используются высокоточные стереолитографические принтеры, печатающие смолами, отвердевающими под воздействием лазеров или световых проекторов. Вывод: В первой части индивидуального итогового проекта рассмотрена теоретическая информация о печати на 3D-принтере и возникновении инновационного метода 3D-печати, который сделает прорыв во всех областях жизнедеятельности человека. Описана историю создания 3D-принтера, изучен принцип работы этого устройства, выяснено, что можно изготовить при помощи него. ГЛАВА 2. СОЗДАНИЕ 3D МОДЕЛИ И ЕЁ ПЕЧАТЬ НА 3D ПРИНТЕРЕ Этап 1: Создание цифровой модели. Первый шаг в процессе 3D печати – это создания цифровой модели. Процесс 3D-печати начинается с разработки виртуального образа будущего объекта в 3D-редакторе («Blebder», «AutoCAD», «Компас», «SolidWorks» и др.). Простую модель может создать любой пользователь, который имеет навыки работы с персональным компьютером и стандартными пакетами прикладных программ. Для создания сложных моделей потребуется пакет профессиональных программ и услуги специалиста в области 3D-моделирования. В отдельных случаях для создания виртуальных образов будущих объектов используются 3D-сканеры. При этом точность объектов снижается, они получаются слегка размытыми. Чтобы получить высокоточный объект, следует создавать его вручную. Также готовые виртуальные модели можно найти в Интернет, на специализированных сайтах, посвящённых 3D-печати. Мы использовали 3D-редактор Microsoft 3d Вuilder. На создание модели может уйти от пары часов до нескольких недель, в зависимости от степени сложности модели. У нас на это ушло несколько часов. 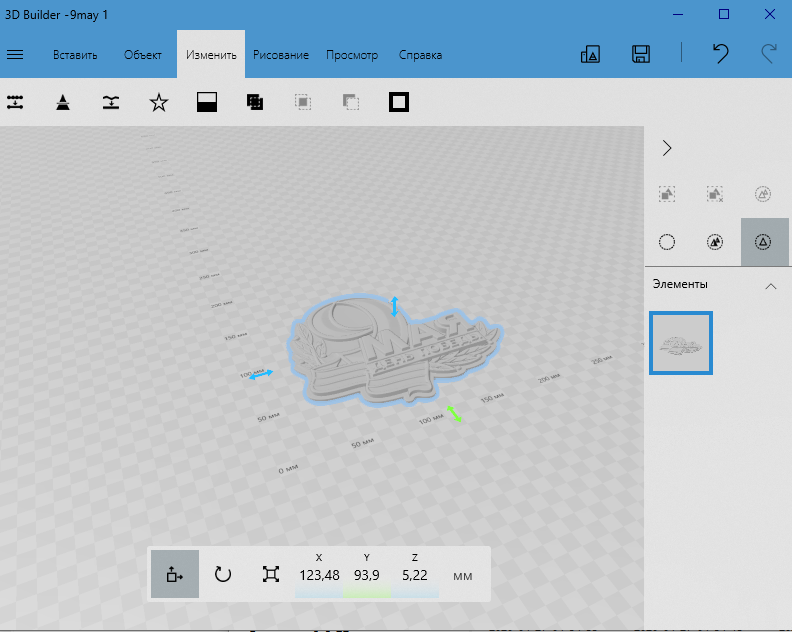 Этап 2: Экспорт 3D-модели в STL-формат. Когда моделирование окончено, следует перевести полученный файл в STL-формат, который распознаёт большинство современных 3D-принтеров. Этап 3: Генерирование G-кода. STL-файл с будущим объектом обрабатывается специальной программой-слайсером, которая переводит его в управляющий G-код для 3D принтера. Если модель не подвергнуть слайсингу, то 3D-принтер не распознает её. Среди наиболее популярных слайсинговых программ можно отметить Kisslacer, Skineforge, Slic3r и др. Мы использовали программу-слайсер для начинающих Repetier-Host. 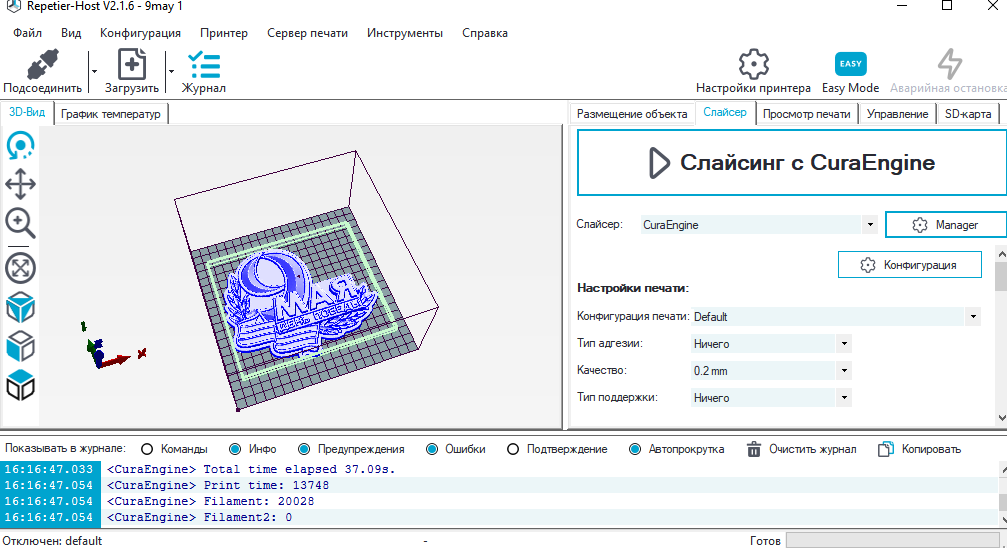 Этап 4: Подготовка 3D принтера к работе. На этапе подготовки 3D принтера с технологией FDM-печати к работе следует наклеить на рабочую платформу специальную самоклеющуюся плёнку и загрузить в специальный отсек бобину с полимерными нитями. Этап 5: Печать 3D объекта Сам по себе процесс трёхмерной печати довольно прост. Печатающая головка выдавливает в рабочую зону первый слой расплавленного пластика, после чего платформа опускается вниз на толщину слоя и начинается формирование следующего слоя, который накладывается поверх предыдущего. После завершения печати каждого слоя платформа опускается вниз, так происходит на протяжении всего цикла печати, пока на платформе не появится готовый объект. 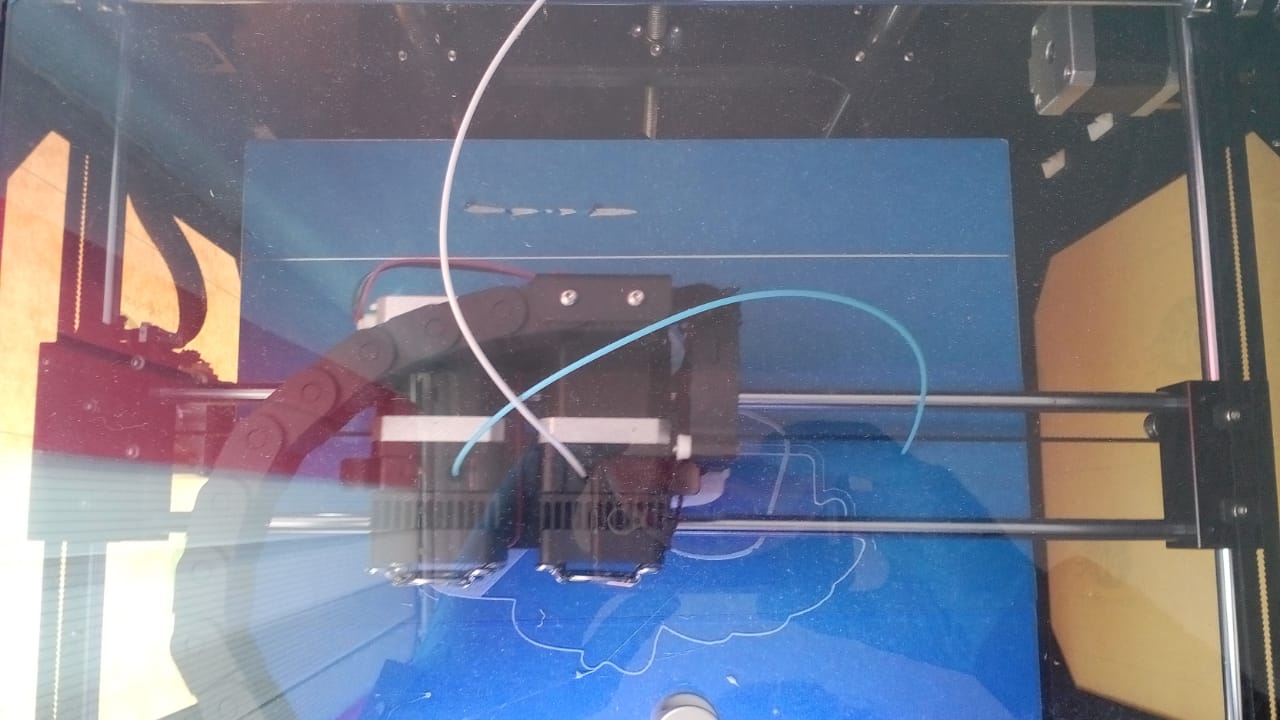 Этап 6: Финишная обработка. После завершения печати большинство 3д-моделей имеют многочисленные выступы и нависающие элементы, которые необходимо аккуратно удалить. ЗАКЛЮЧЕНИЕ Работая над проектом, я понял, что 3D технологии очень уникальны и в настоящее время их популярность растет. Моя гипотеза подтвердилась. 3d печать имеет широкую сферу применения: начиная с производства детских игрушек, заканчивая космическими технологиями. Цель, в представленной работе достигнута. Поставленные задачи для достижения цели и проверки гипотезы решены. Уже сейчас благодаря этим технологиям можно сделать невероятные вещи. Можно сказать, что будущее уже наступило. Но неужели у этой чудо-техники нет отрицательных сторон? Конечно, есть. Ведь если можно легко напечатать нужные и полезные вещи, так же легко будет напечатать и опасные. Технология 3D уже сейчас позволяет печатать пластиковое оружие, из которого можно вести стрельбу настоящими патронами. Основная опасность в том, что это оружие нельзя обнаружить металлоискателями. В Америке в одном из штатов принят закон о запрете изготовления огнестрельного оружия на 3D-принтере. Я надеюсь, что новая технология объемной печати принесет пользы значительно больше, чем вреда. Считаю, что уже в ближайшем будущем 3D принтеры перевернут жизнь всего человечества! И уж точно всегда будут в моей жизни! СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ 1. Лысыч М. Н. Перспективы использования технологий 3D печати [Текст] / М. Н. Лысыч, М. Л. Шабанов, А. Е. Скрыпников // Молодой ученый. — 2014. — №11. — С. 69-73. 2. 3D-индустрия. Все о 3D-печати – http://www.3dindustry.ru/ 3. Сайт «Техно-жизнь» – http://tech-life.org/technologies/285-3dprin 4. Перспективы использования технологий 3D печати –http://www.moluch.ru/archive/70/11963/ 5. 3D-принтеры и технология трехмерной печати (Журнал «Молодой ученый) –http://vektorus.ru/auxpage_3d-printery-i-tehnologija-trehmernoj-pechati/ 6. Как работает3D-принтер – http://buyprinter3d.com/ru/kak-rabotaet-3d-printer.html 7. Область применения и перспективы 3D принтеров – http://www.fotokomok.ru/oblast-primeneniya-i-perspektivy-3d-printerov/ ПРИЛОЖЕНИЕ Приложение 1  «Заплатка» для человеческой кожи, напечатанная 3D биопринтером  Точная копию орлиного клюва, напечатанная 3D биопринтером |