4 Разработка технологического процесса 3. 4 Разработка технологического процесса 7 Типовые технологические процессы
 Скачать 3.35 Mb. Скачать 3.35 Mb.
|

|
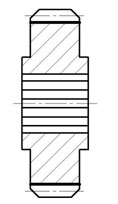
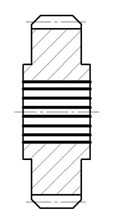
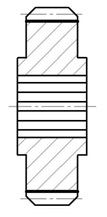
Токарная. Подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия, точение черновое наружной поверхности со снятием фасок на свободном торце, точение канавок, предварительное развертывание, окончательное развертывание, отрезка. При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия. Выполняется на токарно-револьверном, одношпиндельном или многошпиндельном токарном автомате. Сверлильная. Снятие фасок с противоположного торца втулки на вертикально-сверлильном или токарном станке. Сверлильная. Сверление отверстий, нарезка резьбы на вертикально - или радиально-сверлильном станке. В зависимости от заданной точности могут быть отдельными операциями. Моечная. Контрольная. Нанесение антикоррозионного покрытия. Вариант 2. Обработка из индивидуальной заготовки от центра к периферии Заготовительная. Резка заготовки из проката, трубы или штамповка. Токарная. В зависимости от типа производства выполняется за одну операцию и два установа (единичное) или за две операции (серийное и массовое). Установ А (базирование по наружной поверхности и торцу в патроне) – подрезка свободного торца, сверление и зенкерование или растачивание отверстия (с припуском под шлифование), растачивание канавок и фасок. Установ Б (базирование по отверстию и торцу на оправке) – подрезка второго торца, точение наружных поверхностей (с припуском под шлифование), точение канавок и фасок. В зависимости от типа производства операция выполняется: – в единичном – на токарно-винторезных станках; – в серийном – на токарно-револьверных станках и станках с ЧПУ; Сверлильная. Сверление, зенкерование отверстий, нарезка резьбы. Производится на вертикально-сверлильных, радиально-сверлильных станках, сверлильных станках с ЧПУ, агрегатных станках. Термическая. Закалка согласно чертежу. Внутришлифовальная. Шлифование отверстия на внутришлифовальном станке. Деталь базируется по наружному диаметру и торцу в патроне. Круглошлифовальная. Шлифование наружных поверхностей и торцов на круглошлифовапьном или торцекруглошлифовальном станках. Технологическая база – отверстие (на оправке). Моечная. Контрольная. Нанесение антикоррозионного покрытия. Примечание. При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия; в остальном технологический процесс не отличается от обработки втулки из прутка. 4.7.1.3. Типовой технологический процесс изготовления шкивов, дисков, фланцев К дискам относятся детали образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наружному диаметру менее 0.5. Например, шкивы, фланцы, крышки подшипников, кольца, поршни гидро- и пневмоприводов и т.п. Детали этого класса отличаются от деталей класса "полые цилиндры" отношением длины l цилиндрической части к наружному диаметру d; у втулок l/ d ≥ 0,5 – 2,5. (рис. 25). 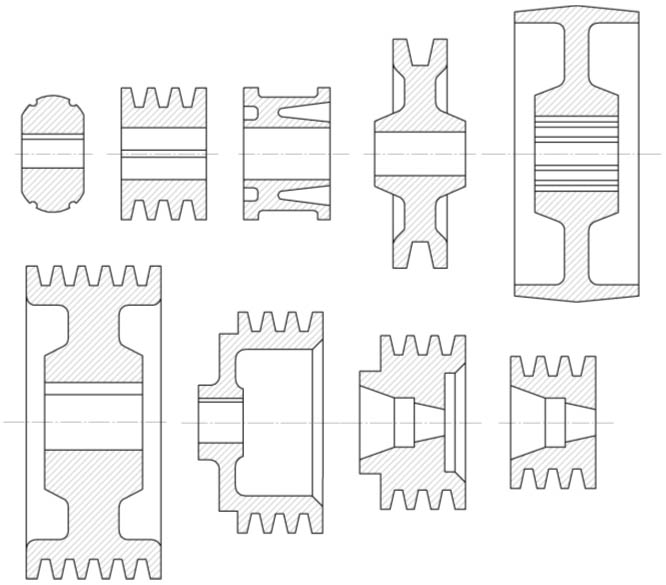 Рис. 25. Типичные детали класса диски Основные технологические задачи - аналогичные втулкам: достижение концентричности внутренних и наружных цилиндрических поверхностей и перпендикулярности торцов к оси детали. Получение точных внутренних и наружных, фасонных, зубчатых и криволинейных поверхностей. Материал - чугун - шкивы, фланцы, пружина; зубчатые колеса изготовляются из стали, реже из чугуна; приводные шестерни изготовляются из текстолита, червячные колеса из бронзы, биметалла и антифрикционного чугуна; поршневые кольца - из специального чугуна. Заготовки применяют штучные - литье, кованные, штампованные; мелкие диаметром до 50-60 мм изготовляют также из прутка. Шкивы. Технические условия на изготовление шкивов (материал чугун, алюминий): точность центрального отверстия 7 – 9 квалитет; радиальное биение по наружной поверхности 0,03 – 0,04мм; торцовое биение ступицы 0,02 – 0,03 на 50мм; торцовое биение обода 0,04 – 0,06 на радиус шероховатость поверхности отверстия Ra1,25…0,03 мкм. Шероховатость поверхности обода Rz 20…25; непараллельность шпоночной канавки к оси вращения 0,3 по длине 100мм. Таблица 43 Маршрутный технологический процесс обработки шкивов
Основные схемы базирования. Технологические базы: на первой операции - необработанная наружная цилиндрическая поверхность и торец; на дальнейшие операции - обработанное центральное отверстие и обработанный торец. Обработка шкивов средних размеров (Ø 200...400 мм) производят на токарных, в крупносерийном производстве - на револьверных станках. Крупные шкивы и маховики - на токарных карусельных станках. При обработке на карусельных станках установку на первой операции выполняют по ступице, в которой обрабатывается центральное отверстие и прилегающие к ней торцы. Обод обрабатывают при установке шкива на центрирующий палец по обработанному отверстию и торцу. Основные операции механической обработки Заготовительная. В большинстве случаев – отливка, ковка или штамповка. Заготовки мелких шкивов получают резкой прутка. Для литых деталей требуется очистка и обрубка заготовки. Малярная (для литья) Токарная. Расточить отверстие с припуском под последующую обработку и подрезать торец. Технологическая база - черная поверхность обода или ступицы и торец. Выполняется в зависимости от конструкции и типа производства на токарном, револьверном или карусельном станке. Токарная. Подрезать второй торец. Технологическая база – обработанные отверстия и торец. Протяжная. Протянуть цилиндрическое отверстие. Технологическая база – торец. Станок – вертикально-протяжной. Протяжная или долбежная. Протянуть или долбить шпоночный паз. Технологическая база –отверстие и торец. Станок – вертикально-протяжной или долбежный. Токарная (черновая). Точить наружный диаметр и торцы обода, точить клиновидные канавки. Технологическая база – отверстие. Станок токарный или многорезцовый токарный. Токарная (чистовая). Точить наружный диаметр и канавки. Технологическая база – отверстие. При криволинейной образующей точение производится на токарно-копировальном станке или токарном станке по копиру. Сверлильная. Сверлить отверстие и нарезать резьбу (если требуется по чертежу). Технологическая база – торец. Станок – сверлильный. Балансировочная. Балансировка и высверливание отверстий для устранения дисбаланса. Технологическая база - отверстие. Станок балансировочный. Шлифовальная. Шлифование ступиц (если требуется по чертежу). Технологическая база – отверстие и торец, станок – круглошлифовальный. Моечная. Контрольная. Нанесение антикоррозионного покрытия. Фланцы. Основным служебным назначением фланцев является ограничение осевого перемещения вала, установленного на подшипниках. Отсюда следует, что основными конструкторскими базами фланца являются поверхности центрирующего пояска по размеру отверстия в корпусе и торцы. Поскольку в качестве технологических баз при обработке заготовки целесообразно выбирать основные базы детали, то, исходя из этого, следует, что на первых операциях обрабатывают основные базы. В связи с этим на первой операции в качестве технологических баз используют наружную цилиндрическую поверхность и торец большого фланца, а на последующих –посадочную поверхность цилиндрического пояска и его торец. На этих же базах обрабатывают крепежные отверстия и лыски, если они заданы чертежом. Основные операции механической обработки Заготовительная. В зависимости от типа производства и материала - лить, ковать или штамповать заготовку или отрезать из проката. Обрубка и очистка (для отливок). Малярная Токарная. Подрезать внутренний торец большого фланца и торец центрирующего пояска, точить наружную цилиндрическую поверхность пояска с припуском под шлифование, точить канавку и фаски. технологическая база - наружная цилиндрическая поверхность и наружный торец большого фланца. Станок – токарный, многошпиндельный полуавтомат, токарный с ЧПУ. Токарная. Подрезать второй (наружный) торец большого фланца, точить его наружную поверхность и фаску: Технологическая база – наружная поверхность центрирующего пояска и его торец. Сверлильная. Сверлить и зенковать (цековать) отверстия. Технологическая база - та же. Станок – вертикально-сверлильный, радиально- сверлильный, сверлильный с ЧПУ, агрегатно-сверлильный с многошпиндельной головкой. Фрезерная. Фрезеровать лыски. Технологическая база – та же плюс крепежное отверстие. Станок - вертикально-фрезерный. Шлифовальная. Шлифовать наружную поверхность центрирующего пояска и торец. Технологическая база - наружная поверхность большого фланца и его наружный торец. Станок - универсальный шлифовальный или торцекруглошлифовальный Моечная. Контрольная. Нанесение антикоррозионного покрытия 4.7.1.4. Типовой технологический процесс изготовления зубчатых колес Зубчатые колеса подразделяются на цилиндрические, конические, червячные и др. По технологическому признаку цилиндрические зубчатые колеса подразделяются на: – одновенцовые без ступицы и со ступицей, с гладким или шлицевым отверстием; – многовенцовые с гладким или шлицевым отверстием (цельные или сборные); – вал-шестерни. У цилиндрических колес зубья выполняют прямыми, спиральными или шевронными. Обработка зубчатых колес разделяется на два этапа: обработка до нарезания зубьев и обработка зубчатого венца. Задачи первого этапа в основном аналогичны задачам, решаемым при обработке деталей классов диски (зубчатое колесо плоское без ступицы), втулки (со ступицей) или валов (вал-шестерня). Операции второго этапа обычно сочетают с отделочными операциями обработки корпуса колеса. На построение технологического процесса обработки зубчатых колес влияют следующие факторы: – форма зубчатого колеса; – форма и расположение зубчатого венца и количество венцов; – степень точности колеса; – материал колеса; – наличие и вид термообработки; – габаритные размеры; – объем выпуска. Наибольшее влияние на протяженность технологического маршрута оказывает степень точности колеса. При изготовлении высокоточных колес (6, 5 и выше степеней точности) механическая обработка должна чередоваться с операциями термической обработки для снятия внутренних напряжений, а количество отделочных операций технологических баз и зубчатого венца возрастает. Типичные детали класса зубчатые колеса представители этого класса представлены на рис. 26. 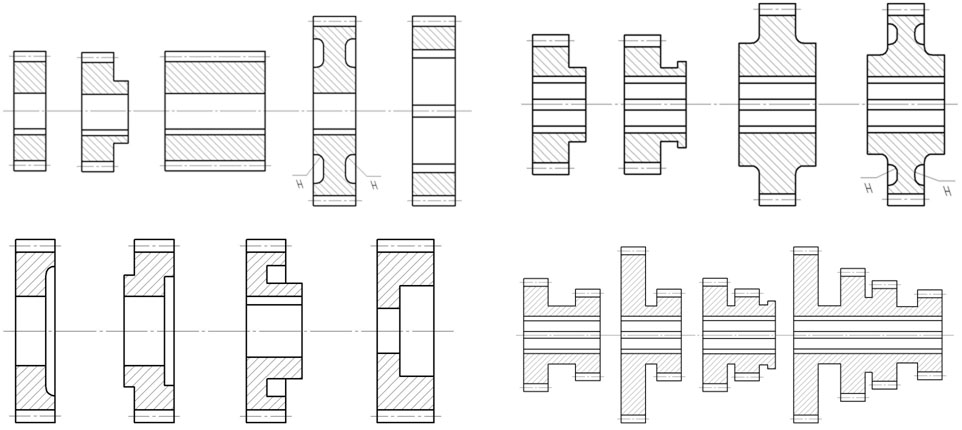 Рис. 26. Детали класса зубчатые колеса Основные технологические задачи: – получение точного посадочного (центрального) отверстия (6 – 8) квалитет; шероховатость поверхности Ra= 1,25 – 0,32 мкм; радиальное биение 0,005 – 0,02 мм); – достижение концентричности отверстия и делительной окружности; концентричности отверстия и окружности выступов (радиальное биение по делительной окружности 0,03 – 0,04 мм); – достижение перпендикулярности торцов к оси детали (торцовое биение 0,03 –0,04 мм на диаметр 300 – 400 мм); – получение шпоночного паза, параллельного оси отверстия; – обеспечение норм точности поверхностей зубьев (7 – 9 степени точности по кинематике, плавности работы и контакту зубьев: обеспечение гарантированного бокового зазора); – обеспечение при необходимости твердости рабочих поверхностей. Материалы, применяемые чаще всего: без термообработки: стали 45, 40Х, чугун СЧ21, СЧ24; с термическим улучшением: стали 30, 45, 50, 50Г, 40Х, 40ХН, 35ХГС; закаленные: стали 45, 40Х, 40ХН, 40ХН3А; цементирование и закаленные: стали 15Х, 20Х, 12ХН3А, 18ХГТ, 15ФХ, 18ХНВА азотируемые: стали 38ХВФЮА, ЗЗХЮА, ЗЗХМЮА. Заготовки колеса диаметром до 60мм изготовляют из прутка на револьверных станках. Заготовки для колес диаметром более 60мм – поковки получаемые свободной ковкой или штамповкой. Основные схемы базирования. Выбор базовых поверхностей зависит от конструктивных форм зубчатых колес и технических требований. У колес со ступицей (одновенцовых и многовенцовых) с достаточной длиной центрального базового отверстия (L/D>1) в качестве технологических баз используют: двойную направляющую поверхность отверстия и опорную базу в осевом направлении – поверхность торца. У одновенцовых колес типа дисков (L/D<1) длина поверхности отверстия недостаточна для образования двойной направляющей базы. Поэтому после обработки отверстия и торца установочной базой для последующих операций служит торец, а поверхность отверстия - двойной опорной базой. У валов-шестерен в качестве технологических баз используют, как правило, поверхности центровых отверстий. На первых операциях черновыми технологическими базами являются наружные необработанные «черные» поверхности. После обработки отверстия и торца их принимают в качестве технологической базы на большинстве операций. Колеса с нарезанными зубьями после упрочняющей термообработки при шлифовании отверстия и торца (исправление технологических баз) базируют по эвольвентной поверхности зубьев для обеспечения наибольшей соосности начальной окружности и посадочного отверстия. Для обеспечения наилучшей концентричности поверхностей вращения колеса применяют следующие варианты базирования. При обработке штампованных и литых заготовок на токарных станках за одну установку заготовку крепят в кулачках патрона за черную поверхность ступицы или черную внутреннюю поверхность обода. При обработке за две установки заготовку сначала крепят за черную поверхность обода и обрабатывают отверстие, а при второй установке заготовки на оправку обрабатывают поверхность обода и другие поверхности колеса. Существует три основных варианта обработки цилиндрических зубчатых колес: I - токарно-револьверный; II - сверлильно-токарный; III - протяжно-многорезцовый Вариант I (токарно-револьверная обработка) Заготовка - пруток (мелкие зубчатые колеса 50–60 мм). Токарная. Револьверная наладка токарной обработки. Подрезание торцов, центровка. Сверление отверстий и черновая обработка наружной поверхности, снятие наружных и внутренних фасок (если требуется по чертежу), зенкерование, развертывание отверстий и отрезание заготовки. Токарная. Токарная обработка на оправке: обтачивание начисто наружной поверхности, подрезание торца согласно чертежу, снятие наружных и внутренних фасок. Зубофрезерная – зубонарезание. Шевинговальная – отделочная обработка поверхностей зубьев. Слесарная – снятие заусенцев. Вариант II(токарная обработка) (табл. 44) Таблица 44 Маршрутный технологический процесс обработки цилиндрических зубчатых колес с цементацией и закалкой (сталь 20Х; 18ХГТ)
Основные операции механической обработки зубчатого колеса со ступицей 7-ой степени точности Заготовительная. Для заготовок из проката – резка проката, для штампованных заготовок - штамповка. Штампованные заготовки целесообразно выполнять с прошитыми отверстиями, если их диаметр более 30 мм и длина не более 3-х диаметров (ГОСТ 7505–89). Заготовки из чугуна и цветных сплавов (иногда из сталей) получают литьем. Термическая. Нормализация, отпуск (для снятия внутренних напряжений). Токарная. Точить торец обода и торец ступицы с одной стороны предварительно, точить наружную поверхность обода до кулачков патрона предварительно, расточить предварительно отверстие (или сверлить и расточить при отсутствии отверстия в заготовке), точить наружную поверхность ступицы предварительно точить фаски. Технологическая база – наружная черная поверхность обода и торец, противолежащий ступице (закрепление в кулачках токарного патрона). Оборудование: – единичное производство – токарно-винторезный станок; – мелко- и среднесерийное – токарно-револьверный, токарный с ЧПУ; – крупносерийное и массовое – одношпиндельный или многошпиндельный токарный полуавтомат (для заготовки из прутка - прутковый автомат). Токарная. Точить базовый торец обода (противолежащий ступице) предварительно, точить наружную поверхность на оставшейся части предварительно, расточить отверстие под шлифование, точить фаски. Технологическая база – обработанные поверхности обода и большего торца (со стороны ступицы). Протяжная (долбежная). Протянуть (долбить в единичном производстве) шпоночный паз или шлицевое отверстие. Технологическая база – базовый торец колеса. Оборудование – горизонтально-протяжной или долбежный станок. Применяются варианты чистового протягивания отверстия на данной операции вместо его чистового растачивания на предыдущей операции. Токарная. Точить базовый и противолежащие торцы, наружные поверхности венца начисто. Технологическая база - поверхность отверстия (реализуется напрессовкой на оправку; осевое расположение на оправке фиксируется путем применения подкладных колец при запрессовке заготовки). Необходимость данной операции вызывается требованием обеспечения соосности поверхностей вращения колеса. Оборудование – токарно-винторезный (единичное производство), токарный с ЧПУ (серийное) или токарный многорезцовый полуавтомат (массовое). Зубофрезерная. Фрезеровать зубья предварительно (обеспечивается 8-ая степень точности). Технологическая база – отверстие и базовый торец (реализуется оправкой и упором в торец). Оборудование – зубофрезерный полуавтомат Зубофрезерная. Фрезеровать зубья начисто (обеспечивается 7-ая степень точности). Шевинговальная. Шевинговать зубья. Операцию применяют для термообрабатываемых колес с целью уменьшения коробления зубьев, т. к. снимается поверхностный наклепанный слой после фрезерования. Повышает на единицу степень точности колеса. Технологическая база – отверстие и базовый торец (реализуется оправкой). Оборудование – зубошевинговальный станок. Термическая Калить заготовку или зубья (ТВЧ) или цементировать, калить и отпустить согласно техническим требованиям. Наличие упрочняющей термообработки, как правило, приводит к снижению точности колеса на одну единицу. Внутришлифовальная. Шлифовать отверстие и базовый торец за один установ. Обработка отверстия и торца за один установ обеспечивает их наибольшую перпендикулярность. Технологическая база – рабочие эвольвентные поверхности зубьев (начальная окружность колеса) и торец, противолежащий базовому. Реализация базирования осуществляется специальным патроном, у которого в качестве установочных элементов используют калиброванные ролики или зубчатые секторы. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла с зубьев при их последующей отделке с базированием по отверстию на оправке. Оборудование – внугришлифовальный станок. При базировании колеса на данной операции за наружную поверхность венца для обеспечения соосности поверхностей вращения необходимо ввести перед или после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца противолежащего базовому (желательно за один установ на оправке). Технологическая база – отверстие и базовый торец. Оборудование – круглошлифовальный или торцекруглошлифовальный станок. Необходимость отделки наружной поверхности венца колеса часто вызывается также и тем, что контроль основных точностных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы. Плоскошлифовальная. Шлифовать торец, противолежащий базовому (если необходимо по чертежу). Технологическая база - базовый торец. Оборудование - плоскошлифовальный станок с прямоугольным или круглым столом. Зубошлифовальная. Шлифовать зубья. Технологическая база – отверстие и базовый торец. Оборудование – зубошлифовальный станок (обработка обкаткой двумя тарельчатыми или червячным кругом или копированием фасонным кругом). При малом короблении зубьев при термообработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или вообще отсутствовать. Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ую степень точности. При потере точности во время термообработки на одну степень конечная 7-ая степень точности будет достигнута. Введение отделочной операции зубошлифования или зубохонингования необходимо только при уменьшении точности колеса при термообработке больше, чем на одну степень. Моечная. Контрольная. Нанесение антикоррозионного покрытия. Применяются варианты технологического процесса с однократным зубофрезерованием, но с двукратным зубошлифованием. Наличие упрочняющей термообработки приводит, как правило, к снижению степени точности колеса на одну единицу, что требует введения дополнительной отделочной операции. Для незакаливаемых зубчатых колес шевингование является последней операцией; перед термообработкой шевингуют зубья с целью уменьшения деформаций колеса в процессе термообработки и повышения степени точности на одну единицу. Приведенный выше технологический процесс требует обработки колеса на оправках как до нарезания зубьев и термообработки, так и после термообработки. Процесс может быть построен иначе, т.е. без применения оправок до термообработки. В этом случае вся токарная обработка ведется в патронах, а протягивание шпоночного паза или шлицев производят после нарезания зубьев и нет операции чистовой обработки на оправке до термообработки. В этом случае не гарантируется достаточная перпендикулярность торца к оси отверстия. Для уменьшения отклонения от перпендикулярности протягивание выполняют с жестким направлением протяжки. Особенности обработки плоских зубчатых колес. Так как плоские зубчатые колеса надежнее базируются на поверхности торцов, чем на поверхности отверстия, то токарная обработка на оправках не гарантирует устойчивости. Поэтому весь технологический процесс строят, исходя из того, что установочной технологической базой является торцовая поверхность, а отверстие - двойной опорной. Вследствие этого всю токарную обработку производят в кулачковых патронах, а не на оправках. При наличии шлицевого отверстия отличительной особенностью маршрута является то, что протягивание шлицев выполняется не после черновых, а после чистовых операций и при этом следует обеспечить перпендикулярность оси отверстия к торцу. Эта задача решается путем применения вертикально-протяжного станка и некомбинированной протяжки, направленной по отверстию малого диаметра шлицев колеса, предварительно расточенного. Основные операции механической обработки плоского зубчатого колеса 7-ой степени точности Заготовительная. Резать прокат или штамповать заготовку Термическая. Нормализовать заготовку. Токарная. Точить торец с одной стороны, наружную поверхность до кулачков и расточить отверстие предварительно. Технологическая база – черная наружная поверхность и торец. Оборудование – аналогично первой токарной операции маршрута колеса со ступицей. Токарная. Точить второй торец, оставшуюся поверхность предварительно и расточить отверстие под тонкое растачивание или протягивание. Технологическая база - обработанная часть наружной поверхности и торец. Оборудование то же. Плоскошлифовальная. Шлифовать торцы последовательно с двух сторон. Технологическая база – торец. Оборудование – плоскошлифовальный станок. Алмазно-расточная (вертикально-протяжная). Расточить (протянуть) отверстие под шлифование. Технологическая база – торец и наружная поверхность (алмазно-расточная операция); торец и отверстие (протяжная). Оборудование – токарно-винторезный, токарный одношпиндельный полуавтомат или алмазно-расточной станок; при протягивании – вертикально-протяжной станок. Токарная. Точить наружную поверхность начисто. Производится одновременная обработка нескольких заготовок, насаженных на оправку. Технологическая база – торец и отверстие (на оправке). Оборудование – токарно-винторезный станок или одношпиндельный полуавтомат. Зубофрезерная. Фрезеровать зубья начерно и начисто. Технологическая база – та же. Оборудование – зубофрезерный полуавтомат. В зависимости от типа производства может выполняться за одну операцию (единичное и мелкосерийное производство) или за две операции (серийное и массовое). Протяжная (долбежная). Протянуть (долбить) шпоночный паз или шлицы. Технологическая база – торец и отверстие. Оборудование – вертикально-протяжной или долбежный станок. Зубошевинговальная Шевинговать зубья. Технологическая база и оборудование аналогичны применяемым при шевинговании зубьев колеса со ступицей. Термическая. Калить или цементировать и калить заготовку или только зубья ТВЧ (по техническим требованиям чертежа). Круглошлифовальная. Шлифовать наружную поверхность и один торец. Технологическая база – отверстие и второй торец (на оправке). Оборудование –круглошлифовальный или торцекруглошлифовальный станок. Операция может исключаться при применении в качестве технологической базы при шлифовании отверстия эвольвентной поверхности зубьев. Внутришлифовальная. Шлифовать противоположный торец и отверстие за один установ. Технологическая база – эвольвентная поверхность зубьев и торец (см. маршрут колеса со ступицей). Зубошлифовальная. Шлифовать зубья. Технологическая база – торец и отверстие. Моечная. Контрольная. Нанесение антикоррозионного покрытия Операционные эскизы технологического маршрута обработки зубчатых колес представлены в табл. 45 – 47. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||