ТехнпрЖРДВОРОБЕЙ1-124. Ббк 27 4 в 75 Федеральная программа поддержки книгоиздания России
 Скачать 3.5 Mb. Скачать 3.5 Mb.
|

2.3. Жесткие и гибкие трубопроводыТрубопроводы, входящие в состав пневмогидравлических магистралей, предназначены для соединения между собой основных узлов и агрегатов, например топливных баков непосредственно с камерой, насосов с камерой и жидкостным генератором, турбины с дожиганием со смесительной головкой камеры сгорания и т.д. Отдельные участки трубопроводов могут иметь разную конфигурацию, начиная с прямолинейной и кончая участками, изогнутыми с различными радиусами гиба и в различных плоскостях. Причем, если в трубах диаметром до 20 мм требуется радиус гиба менее 2D и в трубах диаметром свыше 20 мм — менее ЗD в чертежах необходимо указывать допустимое местное утонение стенки  . .где D — наружный диаметр трубы, мм; s — толщина трубы до гибки, мм; R — радиус изгиба по оси трубы, мм; D1и D2 — большая и малая оси овала соответственно, мм. Законцовка труб может быть различной: в виде развальцовки, с зигами, заделкой в арматуру. Трубопроводы магистралей могут быть как полностью жесткими, так и содержать гибкие участки (сильфоны, шланги). Для изготовления трубопроводов применяют листовые заготовки, холоднотянутые и бесшовные трубы из различных материалов. Наибольшее применение получили жесткие трубопроводы из сталей 30ХГСА, 12Х18Н10Т, 12Х21Н5Т, ОХ18Н12Т, титановых сплавов ВТ1, ВТ1-2, ОТ4-0, ОТ4-1, ОТ4, ВТ5, алюминиевых сплавов АМг2М, АМгЗ, АМгбМ с толщиной 0,5—1,5 мм и диаметром 6—10 мм. Гибкие трубопроводы применяются в качестве компенсаторов температурных изменений длин трубопроводов и неточностей их изготовления; разделительных сред; сосудов переменной емкости для компенсации приращения объема жидкости; уплотнений герметичных подвижных соединений. Материалы, применяемые для изготовления сильфонов, должны иметь высокую пластичность, коррозионную стойкость в агрессивных средах, однородную структуру, высокие упругие свойства в широком интервале температур, должны хорошо свариваться и паяться, быть немагнитными. Наиболее распространенными являются: нержавеющие стали 12Х18Н10Т, 12Х21Н5Т, ЭИ654 и др.; титановый сплав ВТ1; алюминиевые сплавы АМгЗ, АМгбМ; бериллиевая бронза БрБ1, БрБ2,5. По конструкции сильфоны подразделяются на однослойные и многослойные с различными посадочными диаметрами (рис. 2.13). Для внутренних давлений свыше 1 МПа изготавливаются сильфоны, армированные наружными кольцами (рис. 2.14). К сильфонам предъявляются следующие требования: минимальная величина гистерезиса; неизменность размеров и характеристик во времени; устойчивость при перегрузочном давлении; коррозионная стойкость; возможно малые габариты и масса при достаточно большой величине хода; возможно малые изменения прогиба и геометрических размеров при изменении температуры; виброустойчивость; герметичность. Гибкие трубопроводы и шланги (рис. 2.15) могут быть с оплеткой из нержавеющей стали (а) и с кольцами жесткости (б). Внешняя оплетка предохраняет сильфон от радиальных деформаций, не препятствуя его изгибу. Внешние кольца жесткости воспринимают радиальные силы от внутреннего давления. Соединения трубопроводов должны обладать: максимальной герметичностью на всех режимах работы двигателя; малой чувствительностью к монтажным деформациям; возможностью компенсации напряжений в заделке от монтажных неточностей, эксплуатационных деформаций и вибраций; степень герметичности их должна увеличиваться с повышением давления в системе; их конструкция должна быть технологичной, характеризоваться простотой сборки и контроля.  Рис. 2.13. Сильфоны с различными посадочными диаметрами: а — с наружным; б — с внутренним; в — с наружным и внутренним; г—с наружными с дном. 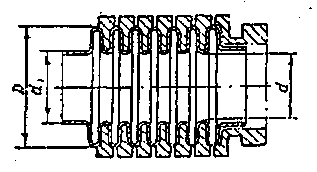 Рис. 2.14. Сильфон, армированный кольцами 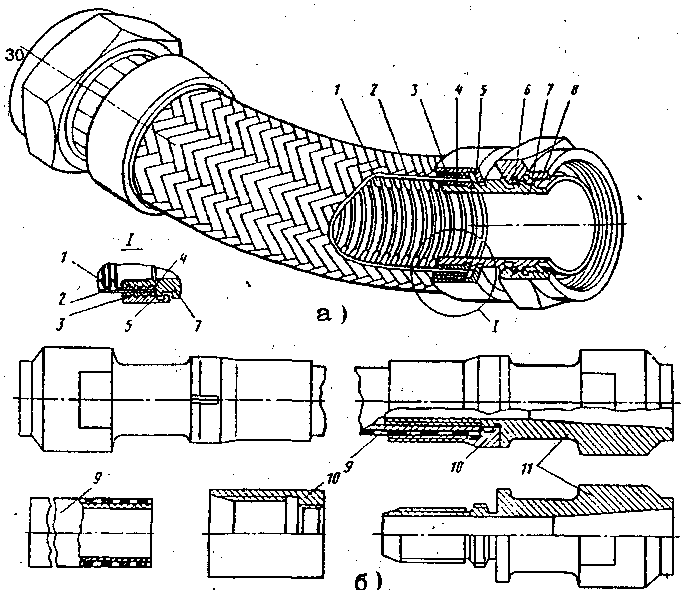 Рис. 2.15. Гибкий трубопровод окислителя двигателя РД-119 с оплеткой из нержавеющей стали (а), с кольцами жесткости (б): 1 — шланг; 2 — металлическая оплетка; 3 — кольцо; 4 — полукольцо; 5 — муфта; 6 — стопорное кольцо; 7 — ниппель; 8 — накидная гайка; 9 — шланг из политетрафторэтилена с оплеткой; 10 — гайка; 11 — ниппель. Соединения трубопроводов подразделяются на разъемные неподвижные (по наружному и внутреннему конусам, с обжатой гайкой, самоуплотняющиеся или соединения с упругими элементами, бесконусные, резьбовые, ниппельные и фланцевые), разъемные подвижные и неразъемные. Соединения по наружному конусу получили широкое распространение в общем машиностроении, авиастроении, а соединения, по внутреннему конусу — при изготовлении гидропередач — в общем и химическом машиностроении, на транспорте, в авиадвигателестроении. Соединения с упругими элементами, с обжатой гайкой и бесконусные соединения благодаря высокой виброустойчивости и обеспечению повышенной герметичности по сравнению с первыми двумя типами соединений получили широкое распространение в самолетостроении за рубежом, а затем и в нашей стране. К неразъемным подвижным соединениям относятся соединения, контактные поверхности которых во время работы перемещаются друг относительно друга без нарушения герметичности, а это позволяет компенсировать осевые и угловые неточности, возникающие при монтаже и при эксплуатационных деформациях. Надежность всех видов неразъемных паяных и сварных соединений значительно выше надежности разъемных соединений, применяемых в настоящее время. Это наиболее простые по конструкции и легкие (отсутствуют массивные фланцы, болты и шпильки) соединения. Их масса в 6 раз меньше массы резьбовых ниппельных соединений и в 15—20 раз меньше массы фланцевых. Существенными недостатками соединений трубопроводов по наружному конусу с прямолинейной образующей раструба в виде конуса являются большие потребные моменты для создания плотного контакта, большая масса деталей и отсутствие упругих элементов-компенсаторов для компенсации монтажных неточностей, а также потеря герметичности после переборок. При тепловом ударе с перепадом температур от 100 °C и более соединения такого типа раскрываются и теряют герметичность. В ЖРД такие соединения не применяются. Значительно лучше указанные выше характеристики у соединений по наружному конусу с криволинейной образующей раструба (рис. 2.16). В этом случае контакт между раструбом и штуцером осуществляется по узкой площадке, что приводит к уменьшению потребных моментов затяжки в упругой зоне (в зависимости от радиуса кривизны раструба в 2,5—4 раза). Наличие упругого элемента в виде раструба с криволинейной образующей позволяет выдерживать тепловой удар с перепадом температур 300—350 °С. Соединение выдерживает около сотни переборок без изменения геометрических и прочностных характеристик. 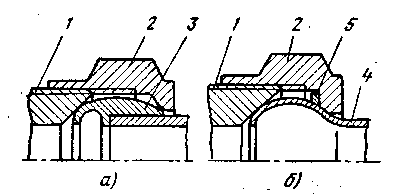 Рис. 2.16. Самоуплотняющиеся соединения: а — с упругим точеным ниппелем; б — со штампованной сферической поверхностью. Достоинство соединений по внутреннему конусу с полусферической и сферической конфигурацией ниппеля заключается в том, что контакт между уплотняющими поверхностями осуществляется по линии, а не по площадке, так как ниппель изготавливается со сферической поверхностью, а штуцер — с конической. Благодаря этому уменьшаются потребные моменты затяжки. Однако такие соединения разрушаются чаще, чем соединения по наружному конусу, а восстановлению в условиях эксплуатации они не подлежат. В самоуплотняющихся соединениях (см. рис. 2.16) степень герметичности увеличивается с ростом давления, так как увеличивается сила прижима сферической части точеного ниппеля 3 (рис. 2.16, а) к штуцеру 1 и штампованной сферы (рис. 2.16, б) трубки 4 к штуцеру 7 и уплотнительному кольцу 5. Такие соединения надежно обеспечивают герметичность при тепловом ударе, дают возможность компенсировать монтажные неточности, допускают большое количество переборок. Герметичность фланцевых соединений (рис. 2.17, а, б) обеспечивается обжатием прокладок при стягивании фланцев с помощью болтов или шпилек. Герметичность резьбовых ниппельных соединений (рис. 2.17, в, г, д, е) достигается путем обжатия прокладки из мягкого металла при затяжке накидной гайки. Ниппель соединяют с трубой с помощью сварки или пайки. С точки зрения вибропрочности пайка предпочтительнее. Ниппельные соединения применяют для относительно небольших диаметров (4—30 мм). Прокладки могут быть изготовлены из резины, пластмассы, мягких металлов (алюминия, меди) и их сплавов. Прокладки из резины и пластмасс применяются в ограниченном температурном диапазоне: силиконовый каучук — 200…475 К; витон — 230…475 К; политетрафторэтилен — 85…555 К. Металлические прокладки обладают высокой термостойкостью и прочностью, но они плохо следуют изменениям формы поверхностей соединения. Сила сжатия соединяемых деталей должна быть большой, а поверхности — хорошо обработанными и не должны деформироваться при затяжке соединения. Прокладки по форме подразделяются на плоские, рифленые и профильные. Подбирают материалы фланцев и прокладок с такими коэффициентами теплового расширения, чтобы при изменении их температуры при работе двигателя обеспечивалось увеличение давления в месте контакта прокладки и фланцев.  Рис. 2.17. Фланцевые (а и б) и резьбовые ниппельные (в, г, д, е) соединения двигателя РД-119 На рис. 2.18 представлены типовые неразъемные соединения арматуры с трубой для сварки и пайки. Причем в сварных тонкостенных трубопроводах из сталей и жаропрочных сплавов применяют соединения встык и внахлестку, а в трубопроводах из алюминиевых сплавов — только соединения встык. В паяных трубопроводах применяют соединения внахлестку. Сварные соединения трубопроводов встык могут быть выполнены с подкладным кольцом и без него. Недостатком сварных швов является возникновение в них термических остаточных напряжений, являющихся причиной появления трещин. Поэтому к контролю качества сварных швов предъявляются очень высокие требования. Сварные швы широко применяют в кислородно-водородных ЖРД. 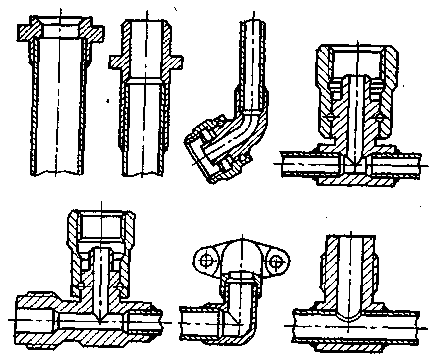 Рис. 2.18. Типовые соединения арматуры с трубой для сварки и пайки Паяные соединения выполняют внахлестку и с соединительной муфтой, в которой обычно имеются две кольцевые канавки для припоя. Пайку проводят в среде инертного газа (аргона) или азота с индукционным нагревом. |