ТехнпрЖРДВОРОБЕЙ1-124. Ббк 27 4 в 75 Федеральная программа поддержки книгоиздания России
 Скачать 3.5 Mb. Скачать 3.5 Mb.
|

|
ББК 27.5.4 В 75 Федеральная программа поддержки книгоиздания России Воробей В. В., Логинов В. Б. Технология производства жидкостных ракетных двигателей: Учебник. — М.: Изд-во МАИ, 2001. — 496 с.: ил. ISBN 5—7035—2328 — 1 В учебнике отражены основные этапы производственного процесса изготовления деталей и узлов жидкостных ракетных двигателей (ЖРД). Подробно излагаются особенности конструктивно-технологических решений узлов ЖРД, методы получения заготовок, механические и физико-химические методы обработки поверхностей и деталей. Приведено описание технологических процессов изготовления деталей и узлов ЖРД с использованием современных методов образования неразъемных соединений: сварки, пайки, склеивания. Рассмотрены методы сборки, балансировки, контроля и испытаний, описаны оборудование и оснастка для всех этапов производственного цикла. Содержание учебника соответствует фундаментальному курсу лекций, который авторы читают на факультете двигателей летательных аппаратов в Московском государственном авиационном институте (техническом университете). Учебник предназначен для студентов авиационных вузов, изучающих специальные разделы технологии двигателей летательных аппаратов. Он также может быть полезен для аспирантов, научных работников и работников технологических служб заводов, связанных с производством ЖРД. Рецензенты: кафедра «Испытания летательных аппаратов» МАТИ — РГТУ им. К.Э. Циолковского; зам. главного инженера НПО «Энергомаш» профессор В.Н. Семенов; зам. директора НПО «Композит» д-р техн. наук О.В. Татарников.
ПРЕДИСЛОВИЕВ грандиозные успехи, достигнутые в ракетно-космической области, значительный вклад внесла технологическая наука. С развитием аэрокосмической техники, с созданием современных ракетных, космических и авиационных конструкции роль технологии существенно изменилась. От решения чисто производственных вопросов к решению проблем проектирования и созданию высоких технологий производства, конструкций и материалов на базе последних достижений естественных наук — таков путь современной технологии. Особое место в совершенствовании и создании новых конструкций и материалов принадлежит технологии двигателестроения. Именно ракетное двигателестроение явилось той отраслью, в которой опережающими темпами началась разработка новейших материалов и технологий, обеспечивающих создание двигателей летательных аппаратов, характеризующихся минимальной массой и габаритами при максимальной прочности и жесткости узлов, максимальным ресурсом и высокой надежностью в работе. В двигателестроении уже давно очевидной стала тенденция решать технологические задачи на первой стадии создания двигателя при его проектировании и опытном производстве. К сожалению, до настоящего времени отсутствуют учебники и монографии, которые обобщили бы значительный опыт в этой области, накопленный в нашей стране, поэтому авторы данной книги сделали попытку в какой-то степени устранить этот пробел. В книге отражены основные этапы производственного процесса изготовления деталей и узлов жидкостных ракетных двигателей (ЖРД), особенности конструктерско-технологических решений, характеристики применяемых материалов, методы получения заготовок, механические и физико-химические методы образования и обработки. Большое внимание уделено вопросам сварки и пайки, сборки конструкций, методам неразрушающего контроля. Впервые приводятся данные по использованию композиционных материалов и технологий для изготовления некоторых узлов двигателей. Содержание книги основано на материале различных литературных источников, а также курсов лекций, читаемых на факультете двигателей летательных аппаратов Московского государственного авиационного института (технического университета). При написании учебника авторы учитывали, что, в соответствии с учебными планами, студенты до изучения данного курса получают комплекс необходимых знаний по общей технологии машиностроения, материаловедению, основам проектирования и конструкции двигателей. Учебник предназначен для, студентов высших технических учебных заведений, обучающихся по конструкторским и технологическим специальностям в области ракетной и аэрокосмической техники. Он может быть также полезен для широкого круга специалистов, инженерно-технических работников и аспирантов, занимающихся разработкой конструкций и производством ракетных двигателей. Список источников, из которых авторы заимствовали те или иные сведения, а также иллюстративный материал, приведен в конце учебника. Авторы благодарны рецензентам зам. директор ОАО «НПО «Композит», доктору технических наук О.В. Татарникову, доктору технических наук, В.Н. Семенову; сотрудникам кафедры «Испытания летательных аппаратов» МАТИ, а также профессору МАИ А.Н. Никитину за ценные замечания, способствовавшие улучшению содержания учебника. Авторы будут признательны читателям, которые пришлют свои замечания по адресу: «МАИ», Волоколамское шоссе, 4, Москва, А-80, ГСП-3 125993. ОБОЗНАЧЕНИЯА — площадь, м2; мм2. HRC. — твердость по Роквеллу. НВ — твердость по Вринеллю. Y — амплитуда, мм. К — капитальные вложения. Э — экономический эффект. I — сила электрического тока, А. U — электрическое напряжение, В. R — электрическое сопротивление, Ом. J — плотность электрического тока, А/м. С — электрическая емкость, Ф. Q — количество электричества, Кл. B— магнитная индукция, Тл. q — скважность. ОСНОВНЫЕ СОКРАЩЕНИЯВВ — взрывчатое вещество ВРД — воздушно-реактивный двигатель ГТ — газогенератор г — горючее ГКМ — горизонтально-ковочная машина ЖРД — жидкостный ракетный двигатель ЖГГ — жидкостный газогенератор КЛТР — коэффициент линейного температурного расширения КМ — композиционный материал КПД — коэффициент полезного действия КТР — конструктивно-технологическое решение КС — камера сгорания ЛА — летательный аппарат МАП — магнитно-абразивное полирование МЭП — межэлектродный промежуток МНК — метод неразрушающего контроля НДМГ — несимметричный диметилгидразин НТМО — низкотемпературная термомеханическая обработка ВТМО — высокотемпературная термомеханическая обработка Ок — окислитель ПАВ — поверхностно-активное вещество ПВРД — прямоточный воздушно-реактивный двигатель РД — реактивный двигатель РЭС — растворяюще-эмульгирующие средства СОЖ — смазочно-охлаждающая жидкость ТД — техническая документация ТЗ — техническое задание ПКМ — полимерный композиционный материал ТВЧ — ток высокой частоты ТМО — термомеханическая обработка ТМС — технические моющие средства ТНА — турбонасосный агрегат ТТ — технические требования УЗО — ультразвуковая очистка ХТО — химико-термическая обработка ЧСУ — чувствительно-сравнительное устройство ЭЭО — электроэрозионная обработка ЭХО — электрохимическая обработка ЭЛО — электронно-лучевая обработка ЭИ — электрод-инструмент ЭЛО — электронно-лучевая обработка ЭХО — электрохимическая обработка ЭХРО — электрохимическая размерная обработка ВВЕДЕНИЕСреди наиболее важных требований, предъявляемых к конструкции современных двигателей летательных аппаратов, можно назвать: минимальную массу, максимальную жесткость и прочность узлов, максимальный ресурс работы в условиях эксплуатации, высокую надежность. В значительной мере перечисленные требования к конструкции обеспечиваются выбором необходимых материалов и совершенством технологии изготовления конструкции. Высокий уровень технологии производства определяется выбором оптимальных параметров технологического процесса, техническим уровнем используемого оборудования и оснастки, наличием надежных методов контроля конструкции и полуфабрикатов для их изготовления. Создание конструкции двигателя начинается с анализа его энергетических характеристик, формы и габаритов, назначения, внешних и внутренних воздействий. В зависимости от этого выбираются конструкторско-технологические решения (КТР) по типам материалов и применяемым технологиям (рис. В.1). Производственный процесс изготовления деталей и узлов ЖРД включает в себя изготовление заготовок, получение неразъемных и разъемных соединений, сборку узлов, нанесение покрытий, неразрушающий контроль и технологические испытания. Важнейшей частью этого процесса является заготовительное производство, задача которого — подготовка исходных материалов и изготовление заготовок. К деталям двигателя предъявляются высокие требования по прочности, плотности, герметичности, коррозионной стойкости. Для их изготовления применяются высокопрочные медные и титановые сплавы, коррозионностойкие, кислотостойкие, жаростойкие хромо-никелевые стали и сплавы. При разработке технологического процесса изготовления деталей одним из важнейших этапов является выбор метода получение заготовок, так как он обусловливает норму расхода материалов и коэффициент его использования, оказывает существенное влияние на трудоемкость механической обработки и в значительной степени определяет себестоимость выпускаемых изделий. От рационального выбора вида заготовки зависит экономическая целесообразность технологического процесса обработки деталей. Так, основным методом получения заготовок корпуса камеры сгорания является листовая штамповка, позволяющая обеспечить их высокое качество и точность. В листоштамповочном производстве используются процессы, позволяющие снизить затраты на оснастку и сократить сроки изготовления изделий. Это штамповка жидкими и эластичными средами, ротационная вытяжка, штамповка без матрицы, импульсная штамповка, гибка труб и профилей проталкиванием. 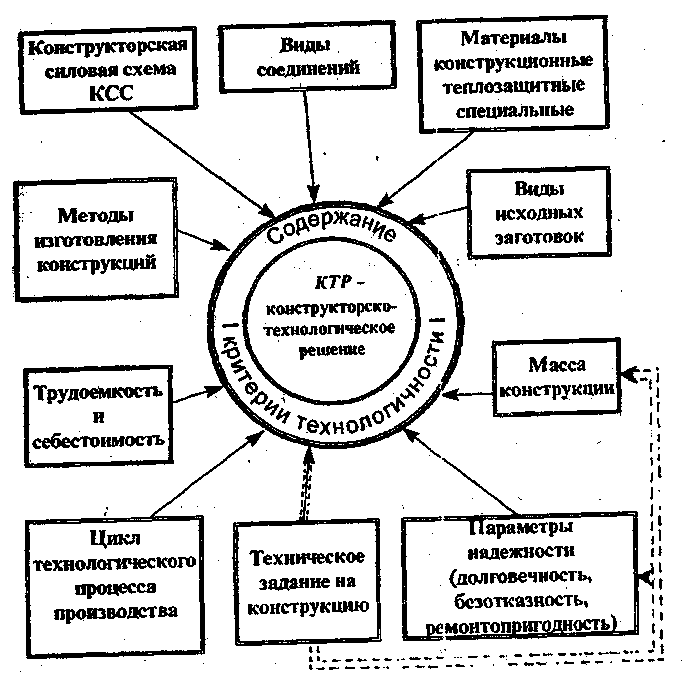 Рис. В.1. Структурная схема выбора конструкторско- технологического решения Несмотря на успехи в разработке высокоэффективных методов производства заготовок обработка деталей пo-прежнему остается основным технологическим процессом изготовления. Это в первую очередь обработки резанием и физико-химические методы: обработки. Для деталей из высокопрочных сталей и сплавов обычные методы обработки резанием малоэффективны. В этом случае используют режущий инструмент с многогранными неперетачиваемыми твердосплавными пластинами из сверхтвердых синтетических материалов и рабочими поверхностями, упрочненными износостойкими покрытиями, или применяют комбинированные методы обработки (плазменно-механические, вибросверление и др.). Физико-химические методы (электроэрозионные, электрохимические, ультразвуковые, лучевые (лазерный и электроннолучевой), взрывные) позволяют обрабатывать детали сложной формы независимо от прочностных характеристик материалов, получать отверстия с криволинейной осью, узкие щели любой конфигурации, удалять технологические загрязнения (остатки притирочных паст, заусенцы) из труднодоступных мест. В конструкциях ЖРД основными методами создания неразъемных соединений являются сварка и пайка. Сварные и паяные соединения обеспечивают необходимую конструктивную прочность, геометрическую точность, герметичность и коррозионную стойкость узлов. Для повышения работоспособности и надежности конструкций применяются различные методы нанесения специальных покрытий. Широко применяются плазменное нанесение теплозащитных покрытий, электролитические методы, методы катодного напыления и др. Детали и узлы двигателей контролируются методами неразрушающего контроля — радиационными, ультразвуковыми, магнитными, капиллярными, томографическими и др. Заключительным этапом производства является общая сборка, которая оценивается продолжительностью, трудоемкостью, и технологической себестоимостью. На этапе общей сборки формируются эксплуатационные характеристики двигателя, определяющие требования к разработанным технологическим процессам и организации производства. Для примера на рис. В.2 приведена структурная схема технологического процесса изготовления камеры сгорания двигателя.  Рис. В.2. Структурная схема технологического процесса изготовления камеры сгорания ЖРД Часть 1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ. МАТЕРИАЛЫ. МЕТОДЫ ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК |