Құбыр. Бітіру біліктілік жмысы бырларды днекерлеуді технологиялы процесін зірлеу. Реферат
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

|
БІТІРУ БІЛІКТІЛІК ЖҰМЫСЫ Құбырларды дәнекерлеудің технологиялық процесін әзірлеу. РЕФЕРАТ Бітіруші біліктілік жұмысы 77 бетте орындалды, 20 сурет, 18 кесте, 30 Пайдаланылған әдебиет көздері бар, А1 форматындағы 2 сурет және А1 форматындағы 3 плакат. Түйінді сөздер: құрастыру және дәнекерлеу технологиясын жасау ҚҰБЫРЛАР, ДӘНЕКЕРЛЕУ РЕЖИМДЕРІ, ДӘНЕКЕРЛЕУ МАТЕРИАЛДАРЫ, ОДА ДӘНЕКЕРЛЕУ ЖАБДЫҚТАРЫ, ҚҰРАСТЫРУ ЖАБДЫҚТАРЫ, БІЛІКТІЛІК СИПАТТАМАЛАРЫ, ЖҰМЫСШЫЛАРДЫ ҚАЙТА ДАЯРЛАУ, ЖҰМЫС ЖОСПАРЫ, ОҚУ ЖОСПАРЫ. Чурикова Е." құбыр дәнекерлеудің технологиялық процесін дамыту": бітіру біліктілік жұмысы / Чурикова Е. С.; өсті. мемлекеттік профил. - пе. ну-т, Ин-т.- пед. білім беру, Каф. машина жасау мен металлургиядағы инжиниринг және кәсіби оқыту. - Екатеринбург, 2019. -77 Б.ДРК мазмұнының қысқаша сипаттамасы: 1. Бітіру біліктілік жұмысының тақырыбы " әзірлеме құбырларды дәнекерлеудің технологиялық процесі". 2. Жұмыстың мақсаты: орбиталық қондырғының көмегімен құбырларды автоматты түрде дәнекерлеу технологиясын жасау. 3. Бітіру жұмысы барысында біліктілік ауыстыру жұмыстары жүргізілді автоматты құбыр өткізгіштерді қолмен доғалы дәнекерлеу. Есептеулер жүргізілді құбырларды автоматты дәнекерлеу режимдері. Технологиялық өндіріс кеніші таңдалды. 4. Бұл жұмыстың нәтижелерін қалыңдығы 8 мм құбырларды автоматты түрде дәнекерлеудің технологиялық технологиясын жасау кезінде қолдануға болады. Мазмұны Кіріспе............................................................................… 4 1 технологиялық бөлім........................................................... 6 1.1 дәнекерленген құрылымды талдау.................................................... 6 1.2 өнімнің дизайн ерекшеліктері........................................... 8 1.3 Болаттың сипаттамасы.............................................................. 9 1.4 құрылымдық материалды таңдау негіздемесі.......................... 9 1.5 дәнекерлеу әдісін таңдау............................................................. 12 1.6 дәнекерлеу материалдарын таңдау................................................... 20 1.7 қорғаныс газын таңдау........................................................... 21 1.8 дәнекерленген қосылыстар мен жиектерді дайындау түрін таңдау.................. 21 1.9 дәнекерлеу режимдерінің параметрлерін есептеу............................................ 30 1.10 негізгі дәнекерлеу жабдықтарын таңдау................................. 35 1.11 құрастыру жабдықтарын таңдау............................................... 38 1.12 құбыр желісін құрастыру және дәнекерлеу технологиясын әзірлеу.................... 56 2 әдістемелік бөлім............................................................... 58 2.1 кәсіби стандарттарды салыстырмалы талдау.................. 59 2.2 "балқытумен томатты дәнекерлеу операторы мамандығы бойынша дайындықтың оқу жоспарын әзірлеу"............................................ 64 2.3 "арнайы дайындық технологиялары" пәнінің тақырыптық жоспары жұмысшылар"............................................................................ 66 2.4 "орбиталық жабдыққа арналған жабдық" тақырыбы бойынша сабақ жоспарын әзірлеу дәнекерлеу.................................................................................. 66 Қорытынды........................................................................... 76 Пайдаланылған әдебиеттер тізімі............................................ 77 А Қосымшасы ....................................................................... 80 Кіріспе Машина жасауда дәнекерлеу өндірісі жетекші орын алады. Жасалған бұйымдардың, машиналардың және т. б. құрамына кіретін көптеген тораптар мен бөлшектер құю, штамптау, соғу, кесу арқылы алынған жабдықтар дәнекерлеудің технологиялық процестерінің көмегімен өзара біріктіріледі. Дәл сол дәнекерлеу өндірісінде доғалық дәнекерлеу алдыңғы орынды алады. Перспективалары дәнекерлеу өндірісінің дамуы елдің экономикалық терімен тығыз байланысты және бүгінде өте тұманды көрінеді. Қазіргі уақытта шикізат, материалдар мен электр энергиясының барлық ресурстарын ұтымды пайдалану мәселесі ерекше маңызға ие болды. Материалдық ресурстарды пайдалану тиімділігін арттыру бойынша жеке кәсіпорынның экономикасы үшін де, мемлекет үшін де маңызы зор. Ресурстар қаншалықты ұтымды және дұрыс пайдаланылатынына байланысты жалпы экономиканы да, оның жекелеген секторларын да дамыту. Нәтижелілік материалдық ресурстарды пайдалану материалдық шығындардың бірдей мөлшерінде, тіпті одан да аз мөлшерде өндірілетін өнім көлемінің ұлғаюын қамтамасыз етеді. Бұл мәселені шешудің негізгі бағыттарының бірі-автоматты дәнекерлеуді өзгерту. Бұл дипломдық жобада су құбырын орнату мәселесі қарастырылады. Осыған байланысты орнату технологиясын жасау міндеті қойылды ұсынылатын технологияларды іске асыруға арналған жабдықты таңдау және кейінгі қолдану. Әзірлеу объектісі-құбырды орнату технологиясы. Даму тақырыбы-құбырды құрастыру және дәнекерлеу процесі. Дипломдық жобаның мақсаты-технологиялық процесті дамыту қорғау газ ортада автоматты дәнекерлеу пайдалана отырып құбыр дәнекерлеу. Осы мақсатқа жету үшін келесі міндеттерді шешу қажет: * негізгі нұсқаны талдау; * құбырды дәнекерлеудің жобаланған әдісін пысықтау және негіздеу; қалқанды газдар үшін ортада Автоматты дәнекерлеудің қажетті есептеулерін жүргізу; * құрастыру және дәнекерлеу жабдықтарын таңдау және негіздеу; * құбыр дәнекерлеу технологиясын жасау; * осы мақсат үшін электр дәнекерлеушілерді даярлау бағдарламасын әзірлеу дәнекерлеу түрі. Осылайша, дипломдық жобада технологиялық бөлім әзірленді құбырды дәнекерлеудің технологиялық процесінің жобаланған нұсқасы, соның ішінде қорғау газ ортасында автоматты дәнекерлеу; әдістемелік бөлім-арналған жүзеге асыра алатын дәнекерлеушілерді даярлау бағдарламасын жобалау құбырды дәнекерлеудің жобаланған технологиясы. Дипломдық жобаны әзірлеу барысында келесі әдістер қолданылды: - арнайы ғылыми және техникалық әдебиеттерді талдауды, сондай-ақ деректерді жалпылауды, салыстыруды, нақтылауды қамтитын теориялық әдістер, есептеулер; - тәжірибелік тәжірибені зерттеуді қамтитын эмпирик алық әдістер және бақылау. 1 технологиялық бөлім 1.1 дәнекерленген құрылымды талдау Магистральдық құбырлар-бұл 1,18 МПа-дан жоғары ортаның артық қысымымен қоса алғанда 1420 мм дейінгі диаметр строй ром құбырлары мен бұрғыштары (12 кгс / см2) 15 МПа-ға дейін (153 кгс / см2). Магистральдық құбырлар транспорти:Мұнай және мұнай өнімдері (тұрақты конденсатты және тұрақты конденсатты қоса өндіру, өндіру немесе сақтау орындарынан тұтыну орындарына дейін. Кезінде бұл тұрақты конденсат пен бензинге көмірсутектерді (және олардың 0,2 МПа (2 кгс/см2) кем қаныққан будың серпімділігі бар қоспалар) сонымен қатар 20°С;С3 және С4 фракцияларының сұйытылған көмірсутекті газы және олардың қоспалары, тұрақсыз аудандардағы бензин және мұнай газының конденсаты және басқа да сұйытылған көмірсутектер оларды өндіру немесе тұтыну орнына дейін өндіру;компрессорлық және мұнай айдау шегіндегі Тауарлық өнім станцияларды, газды жер астында сақтау станцияларын, сығымдау компрессорлық станцияларын, газ тарату станциялары мен газ шығынын өлшеу тораптары;жылыту жүйелеріндегі және басқа да сумен жабдықтау жүйелеріндегі су және 250°С дейінгі температурада бу;компрессорлық станцияларға, газды жер астында сақтау станцияларына, газ тарату станциялары мен өлшеу тораптарына арналған импульсті, отынды және іске қосу газы газ шығыны, сондай-ақ газды азайту пункттері үшін.Магистральдық құбырларға арналған материал болат болып табылады. Магистральдық құбырларға арналған құбырларды дайындау бойынша спираль тігісі бар жіксіз, электрмен дәнекерленген тік тігісті және дәнекерленген болып бөлінеді. Диаметрі 500 мм дейінгі диаметрі бар құбырлар тыныш және жартылай тыныш көміртекті және төмен легирленген болаттар. Диаметрі 1020 мм-ге дейінгі құбырлар тыныш және жартылай тыныш төмен қоспалы болаттардан жасалады.Диаметрі 1420 мм дейінгі құбырларды дайындау кезінде төмен легірленген болаттар қолданылады термиялық немесе термомеханикалық қатайтылған күйде.Құбырлардың дәнекерленген қосылысы негізгі металға тең болуы тиіс. Бұл жағдайда құбырлардың қисықтығы 1 м ұзындыққа 1,5 мм-ден аспауы керек, ал жалпы қисықтық-құбыр ұзындығының 0,2% артық емес. Зауыт жеткізетін құбырлардың ұзындығы диаметрі құбырларға арналған материал ретінде 10,5—11,6 м аралығында болуы керек .1020 мм және одан да көп 100%-дан өткен табақ пен илектелген болат қолданылады физикалық бұзбайтын әдістермен бақылау (кейіннен рентген сәулесі арқылы ақаулы жерлерді декодтау арқылы).Құбыр желісі мыналардан жасалған тұйық қабық болып табылады табақтық прокат. Ол дәнекерленген құбырлардан тұрады, шектеулі өзара аралық тиек арматураларымен, айдамалаушы сорғылармен. Құбыр қабырғалары орташа парақтардан жасалған дәнекерленген құрылымдарға жатады қалыңдығы 2-12 мм-ден бастап, бір-бірімен түйіскен бойлай жалғасқан, жиектері тілімделген.Құбырлар ГОСТ 10705-79 бойынша жасалады.Дәнекерленген қосылыстарға тығыздық пен жоғары талаптар қойылады беріктігі, сондықтан буындарды кепілді түрде дәнекерлеу керек бүкіл қалыңдығы бойынша металды дәнекерлеу.Бойлық тігістерді дәнекерлеу бір жағынан жүзеге асырылады. Құбырдағы жұмыс қысымы – 300 МПа-дан артық емес, қабырғаның ең жоғары температурасы-475°С-тан артық емес. орташа қалыңдығы бар қабырға (2 ... 12 мм).Магистральдық құбыр учаскесі (1-сурет) желілік құбырдан тұрады құбырды құбырға жеткізу үшін қажетті бөлшектер мен жалғағыш бөлшектер сорғы станциясы. Сызықтық бөлігі (1,2,3,4-позициялар) диаметрі 720 мм және қабырғасының қалыңдығы 10 мм болатын болат тік тігісті құбырлардан тұрады.Құбыржолдың желілік бөлігінің жалғаушы бөлшектері бұрма (6-позиция),келте құбыр (8-позиция), концентрлі өткел (позиция) болып табылады 5) әртүрлі диаметрлі құбырларды және фланецті қосу үшін (7,9 позиция). Эскиз 1.1 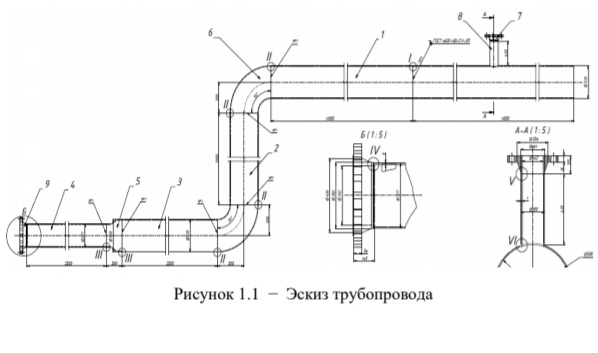 Құбыр дәнекерлеу арқылы қосылған құбырлардан тұрады олар аралық бекіту арматуралары, айдау сорғылары.Диаметрі 820 мм дейін стандартты электрмен дәнекерленген тік жапсарлы құбырлар қабырғасының қалыңдығы 7-12 мм көміртекті және төмен легирленген болаттан жасалған. 1.2 өнімнің дизайн ерекшеліктері Кесте 1.1-материалдың сипаттамасы
Біздің "құбыр" дизайны үшін біз 17ГС болаттан жасалған құбырды таңдаймыз оның коррозияға төзімділігі жоғары және бөлме температурасында, жоғары және төмен температурада жұмыс істей алады.Жалпы коррозия жылдамдығы 0,4 мм/жыл 1.3 Болаттың сипаттамасы Кесте 1.2-Болаттың химиялық құрамы 17ГС (МЕМСТ 20295-85), %
Кесте 1.3-Болаттың технологиялық қасиеттері 17ГС.
Кесте 1.4 -Т=20°С кезінде механикалық қасиеттері 17ГС материалы.
1.4 құрылымдық материалды таңдау негіздемесі Құбырды дайындау үшін МЕМСТ 20295– 85 17ГС болат пайдаланылады. Болат парақтарда термиялық өңделген күйде келеді. Болат 17ГС дәнекерленген құбырлар өндірісінде және т .б. кеңінен қолданылады. Химиялық құрамы 2-кестеде, механикалық және физикалық қасиеттері 4-кестеде келтірілген. Құбырларды дайындауға арналған материалға қойылатын талаптар:- құбырларды дайындауға арналған металда оның беріктігі мен тығыздығына әсер ететін қалқандар, күн Бату, қатпарлану, көпіршіктер, металл емес қосындылар және басқа да дефекациялар болмауы тиіс. Болат парағының сапасы МЕМСТ 5520-79 талаптарын қанағаттандыру,- ақаулардың бетін шығатын тереңдікке тазалауға жол берілмейді шекті ауытқулар үшін прокаттың қалыңдығы.Болат 17ГС - төмен көміртекті төмен қоспаланған конструкциялық Болат жақсы дәнекерленген (жақсы физикалық және технологиялық дәнекерлеу қабілеті), жақсы беріктік қасиеттері: созылу σВ = 510 МПа; аққыштық шегі σТ = 355 МПа; салыстырмалы ұзару δ ≥ 23%.Төмен қосындыланған жүз буындағы қосындылау элементтерінің жиынтық құрамы 4,0% - дан аспайды, бұл олардың салыстырмалы түрде төмен құнын және жақсы беріктік қасиеттері. Болатта марганецтің болуы соққыны арттырады тұтқырлық және суық сынғыштық, қанағаттанарлық дәнекерлеуді қамтамасыз етеді. Суық жарықтардың пайда болуына төзімділік болаттың суық жарықтарға бейімділігін анықтау үшін көміртек эквивалентінің (Сэкв) шамасын есептеу қажет. Бұл мәнді біле отырып, сіз Болаттың қай тобына жататынын және дәнекерлеу кезінде жылытуды және одан кейінгі өңдеуді қажет ететінін анықтай аласыз.Көміртегі эквивалентінің мәнін есептеу (МЕМСТ 27772-88 сәйкес) мынадай формула бойынша жүргізіледі: Cэкв =С+  (1.1) Мұндағы:С, Mn, Si, Cr, Ni, Cu, V, P - көміртектің, марганецтің, кремнийдің, хромның, никельдің, Мыстың, ванадий мен фосфордың массалық үлестері,%. Дәнекерлеу Сэкв< 0,45 кезінде қанағаттанарлық деп саналады. Болат 17ГС үшін Сэкв есептеу: Сэкв=  Болаттың шектеусіз дәнекерленуі 0,33% тең Сэкв қанағаттанарлық дәнекерлеу шегіне кіреді.Сонымен қатар, ғылыми әдебиеттер мен өндірістік тәжірибе 17 мм-ге дейінгі қалыңдығы 12 ГС болатты көрсетуге болатындығын атап өткен жөн термиялық өңдеусіз дәнекерлеу.Яғни, 17ГС Болат суық жарықтардың пайда болуына бейім емес.Ыстық жарықтардың пайда болуына төзімділік.Дәнекерлеу немесе төсеу кезінде ыстық жарықтардың пайда болу ықтималдығын Уилкинсон көрсеткіші бойынша анықтауға болады. HCS=  (1.2) мұндағы Н (Т)С (high temperature cracking sensitivity) - дәнекерлеу жіктерінің кристаллизациялық ыстық жарықтарға бейімділігін бағалайтын параметр; С, S және т.б. - химич. элементтері, %. С, S, Р және т.б. химич. элементтері, %.Егер HCS > 4 болса, онда дәнекерлеу ыстық жарықтарға бейім. 17 ГС болат үшін HSS есептеу; HCS=  HCS ≤ 4, болат ыстық жарықтарға бейім емес. 17Гс болат дәнекерлеу тобына жатады-жақсы дәнекерленген. Ол дәнекерлеудің қолайлы көрсеткіштеріне ие және белгілі бір шарттарды сақтай отырып, дәнекерлеудің барлық түрлерімен дәнекерлеуге болады өнеркәсіптік маңызы. Бұл ретте дәнекерленген тігістері бар қажетті тұрақтылыққа қарсы білім беру кристаллизационных жарықтар салдарынан төмендетілген мазмұны көміртегі. Кристалдану жарықтарының пайда болуы мұндай бұрыштық тігістерде, көп қабатты тігістің бірінші қабатында, бір жақты тігістер толық болған жағдайда ғана мүмкін болады шетін қайнатып. Бұл болатты алмастырғыштар: 17ГС және шетелдік аналогтар. 17ГС болаты қызып кетуге және жарықтардың пайда болуына бейім емес, қатаймайтын болаттар тобына жатады. Бұл топтың болаттары металдың қалыңдығына, қоршаған ортаның температурасына және өнімнің қаттылығына қарамастан, дәнекерлеу режимдерінің кең диапазонында ерекше шектеусіз дәнекерленген.Құбырларды орнатуда өндірісті оңтайландыруға байланысты құбырлардың буындарын қолмен доғалық дәнекерлеуді инертті газдарда Автоматты дәнекерлеуге ауыстырған жөн. Бұл дәнекерлеу процесінің уақытын және дәнекерлеу материалдарының құнын азайтуға көмектеседі, әйтпесе құбырды құрастыру және дәнекерлеу процесі өзгеріссіз қалады. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||