Құбыр. Бітіру біліктілік жмысы бырларды днекерлеуді технологиялы процесін зірлеу. Реферат
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

|
V 9.5 175 10,6м/ ч СВ1 3600 7.8 0,20 мұндағы ρ-Болаттың тығыздығы, ρ = 7,8 г / см3 доғадағы кернеуді есептейміз, В [5] Uд = 14+0,05∙IСВ (1.10) Uд = 14+0,05∙175 = 22.75≈23 В Сызықтық энергияны есептейік q IСВUд (1.11) п V СВ q 175 23 0,75 33542 Дж/ см п0,09 мұндағы qn-қума энергия, Дж / см η-доғаның пайдалы әсер коэффициенті, η = 0,75 формула бойынша ψПР қайнау коэффициентін есептейміз [5] 0,92 (19 0.01175) 1,2 23 2,5 ПР175 мұндағы ψПР-провар коэффициенті К-шамасы ток тығыздығы мен полярлыққа байланысты болатын коэффициент; j≥120А / мм2 кезінде кері полярлықтың тұрақты тогы үшін К = 0,92 Дәнекерлеу формасы коэффициенті тігістің енінің балқу тереңдігіне қатынасын сипаттайды. ΨПР = 0,8÷4 шегінде бірлескен эффективтегі дәнекерлеу қалыпты қалыптасқан деп саналады, содан кейін дәнекерлеу қалыптастыру нормаларына сәйкес келеді. Ерітудің тереңдігін мына формула бойынша тексереміз [5]
dЭ = Кd Fn0.625 (1.33) мұндағы КD-кестелік коэффициент, Кd = 0,12 [5] төменгі қалыпта дәнекерлеу кезінде dЭ = 0,12∙420,625 = 1,24мм ГОСТ 2246-70 сәйкес диаметрлердің негізгі қатарынан сымның диаметрі ретінде de = 1,2 мм қабылдаймыз. Дәнекерлеу тогының мәнін есептелген балқыту тереңдігі арқылы есептейміз және кн балқыту коэффициентін кестеден аламыз [2]. қимасы 28 мм2 дәнекерленген тігіс. Екінші қабаттың балқу тереңдігі 8 мм болады. I hp100, A (1.34) СВ K H I 6 100 207 A СВ2,9 Қабылдаймыз Iсв = 205±5А Біз электрод сымының оңтайлы шығуын есептейміз [5] lЭ = 10dЭ±2dЭ (1.35) lЭ = 10∙1.2±2∙1.2 = 12±2.4 мм Тоқ күші, А/мм2 j 4 IСВ (1.36) d2 Э j 4 205 181А/ мм2 3,14 1,22 Балқу және балқыту коэффициентінің шамасын табамыз [5]. Дәнекерлеу тогының дәрежесі 210 А-дан аз болған кезде электродты металдың күйіп кетуі және бір рет шашырауы 3,8 болады % м  ұндағы аР-балқу коэффициенті г / а∙с; аН-балқыту коэффициенті г / а∙сағ Vсв 1 дәнекерлеу жылдамдығын есептейміз: м  ұндағы ρ-Болаттың тығыздығы, ρ = 7,8 г/см3 Доғадағы кернеуді есептейміз, В [5] С  ызықтық энергияны есептеу: м  ұндағы qn-қума энергия, Дж / см η-доғаның пайдалы әсер коэффициенті, η = 0,7 Провар коэффициентін ψПР формула бойынша есептейміз [5] м  ұндағы ψПР-провар коэффициенті К-мәні ток тығыздығы мен полярлыққа байланысты болатын коэффициент; j≥120А / мм2 кезінде кері полярлықтың тұрақты тогы үшін К = 0,92 Дәнекерлеу формасы коэффициенті тігістің енінің балқу тереңдігіне қатынасын сипаттайды. ΨПР = 0,8÷4 шегінде ψПР коэффициентімен дәнекерлеу қалыпты қалыптасқан деп саналады, содан кейін дәнекерлеу нормаларға сәйкес келеді қалыптастыру. Е  рітудің тереңдігін мына формула бойынша тексереміз [5] мұндағы h - ерітудің тереңдігі берілген ерітудің тереңдігі h = 0,6 мм, есептеудің нақты ерітудің тереңдігі h = 6,5 мм, ауытқу 10% - дан кем, бұл рұқсат етіледі. Электродты сымның берілу жылдамдығын есептейміз, м / сағ К  есте 1.7-екінші өту дәнекерлеу режимінің параметрлері.
1.9.1 №2 тігісті дәнекерлеу режимінің параметрлерін есептеу. Құбыр, дәнекерленген құрылым ретінде, стандартты емес қосылыммен құрастырылған және дәнекерленген. Қосылыста 8 аяғымен бұрыштық тігістер қолданылады (бөлшектер кестесіне сәйкес). 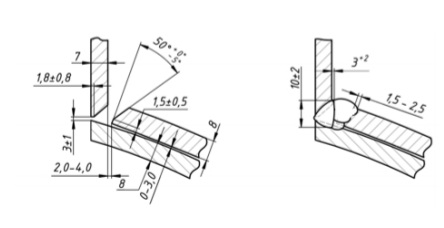 Сурет 1.8-стандартты емес дәнекерлеу №2 2. №2 дәнекерлеу үшін балқытылған металдың ауданын есептеңіз (1 өту) FH = F1 + F2 (1.14) F1 = 0.73qe (1.15)  мұндағы q-дәнекерлеу жігінің дөңестігі, ММ, q = 2 мм; е-дәнекерлеу жігінің ені, е = 5 мм; К - тігістің шартты геометриялық катеті, к = 7,8 мм;    Қорғаныс газында дәнекерлеу кезінде дәнекерленген жіктің балқытылған металының қимасын 65 м2 дейін алуға жол беріледі. Алайда, құрылымның жауапкершілігін ескере отырып, біз 1 өткелде дәнекерлеуді орындаймыз. Балқытылған металдың ауданын 1 = 16 мм2-ге тең аламыз, бұл формула бойынша К = 4 мм катетпен дәнекерлеу жігін алуды болжайды [5] hK1 = (0,7÷1,1)K (1.17) hK1= (0.7÷1.1)∙7.8 = 5,46÷8.58 мм мұндағы hK1-жүзудің есептік тереңдігі, ММ. HK1 = 7 мм алыңыз. Электрод сымының диаметрін есептеуді орындаймыз dЭ формула бойынша [5]  мұндағы КD-кестелік коэффициент, Кd = 0,12 [5] төменгі қалыпта дәнекерлеу кезінде: dЭ = 0,12∙46^0,625 = 1,26мм ГОСТ 2246-70 сәйкес диаметрлердің негізгі қатарынан сымның диаметрі ретінде de = 1,2 мм қабылдаймыз. Дәнекерлеу тогының мәнін есептелген балқыту тереңдігі арқылы есептейміз және кн балқыту коэффициентін кестеден аламыз [2]   Біз Ісв = 275±5а қабылдаймыз Біз электрод сымының оңтайлы шығуын есептейміз [5] lЭ = 10dЭ±2dЭ (1.20) lЭ = 10∙1.2±2∙1.2 = 12±2.4 мм J ток тығыздығын есептеңіз:   Балқыту және балқыту коэффициентінің шамасын табамыз [5] , диаметрі сыммен дәнекерлеу кезінде дәнекерлеу тогының мәні 210 А-дан асады 1,2 мм шығын мөлшері 1,5% құрайды. м   ұндағы аР-балқу коэффициенті г / а∙с; аН-балқыту коэффициенті г / а∙сағ RSV 1 түбірлік өткелінің дәнекерлеу жылдамдығын есептеңіз;  мұндағы ρ-Болаттың тығыздығы, ρ = 7,8 г/см3 Доғадағы кернеуді есептейміз, В [5]  Сызықтық энергияны есе  птейік мұндағы qn-қума энергия, Дж / см η-доғаның пайдалы әсер коэффициенті, η = 0,75 Провар коэффициентін ψПР формула бойынша есептейміз [5] мұндағы ψПР-провар коэффициенті К-мәні ток тығыздығы мен полярлыққа байланысты болатын коэффициент; j≥120А / мм2 кезінде кері полярлықтың тұрақты тогы үшін К = 0,92 Дәнекерлеу формасы коэффициенті тігістің енінің балқу тереңдігіне қатынасын сипаттайды. ΨПР = 0,8÷4 шегінде ψПР коэффициентімен дәнекерлеу қалыпты қалыптасқан деп саналады, содан кейін дәнекерлеу нормаларға сәйкес келеді қалыптастыру. Ерітудің тереңдігін мына формула бойынша тексереміз [5] м   ұндағы h-ерітудің тереңдігі берілген ерітудің тереңдігі h = 8 мм, есептік еріту тереңдігі h = 7,2 мм, ауытқу 10% - дан аз, бұл рұқсат етіледі. Электродты сымның берілу жылдамдығын есептейміз, м / сағ.  Кесте 1.8-қосылым дәнекерлеу режимінің параметрлері
1.10 негізгі дәнекерлеу жабдықтарын таңдау Бойлық және сақиналы сыртқы тігістердің ағынымен Автоматты дәнекерлеуге арналған дәнекерлеу режимінің параметрлерін есептеу нәтижелері бойынша біз дәнекерлеуге болмайтын доғалық дәнекерлеуге арналған PRD-100 дәнекерлеу машинасын таңдаймыз аз көміртекті және төмен қоспаланған болаттан жасалған, қыздырғышты сумен салқындататын инертті газдар ортасында тұрақты ток электродымен. Орбиталық дәнекерлеуді орнату бірнеше негізгі компоненттерден тұрады. Негізгі бірі-қуат көзі. Онымен біргежұмыс режимдерінің параметрлеріне жауап беретін контроллер бар. Негізгі жұмыс құралы-сымды автоматты түрде беру механизмімен бірге жұмыс істейтін дәнекерлеу басы. Бұл механизмберілген жұмыс жағдайларына байланысты бірнеше жылдамдықта жұмыс істей алады. Кейде салқындатқышты қажет етеді, ол дизайнға да енеді. Бастың бекітпесі құбырдың айналасында, Орбита деп аталатын жерде қозғалатындай етіп жасалады. PRD-100 автоматы бір қыздырғышпен дәнекерлеу мүмкіндігіне ие, сонымен қатар көлденең тербеліс функциясы бар. Ол корпустан, қозғалыс жетегінен, роликтерден тұрады, олардың көмегімен қысқыш бағыттаушы бойымен қозғалады, дәнекерлеу басының көлденең қозғалыс жетегі, суды салқындату жүйесі.  PRD 100 басы инертті газ (TIG) ортасында ерімейтін электродпен үлкен диаметрлі құбырларды дәнекерлеуге арналған. Дәл және жоғары технологиялық дизайн сыртқы диаметрі 100 мм немесе одан да көп болатын құбырларды сапалы және тез дәнекерлеуге мүмкіндік береді.басқаша айтқанда, бас жазықтықта қозғалуы мүмкін. Бұл бас ықшам дизайнға ие және дәнекерленген құбырдың сыртқы бетінің айналасында өте аз орын қажет - тек 73 мм (радиалды бағытта). Басы суды салқындатады және дәнекерлеу тогында 400 А дейін жұмыс істейді (импульстік режим). Бастың қозғалысы құбырға тез және дәл бекітілген бағыттағыштар арқылы жүзеге асырылады. Дәнекерлеу параметрлерінің белгіленген мәндерімен дәнекерлеу циклінің бағдарламасы микропроцессорлық жүйемен басқарылады. SRD басы доға кернеуін басқару функциясымен, көлденең тербеліс жүйесімен жабдықталған. MechControl 4 басқару блогымен Mechtig 4000i дәнекерлеу көзімен жұмыс істеу үшін үйлесімді. Жеткізу қамтиды: SRD 100 дәнекерлеу басы Ұзындығы 8 м шлангілер мен кабельдерді (ток, газ, су) және электр қозғалтқышының қуат кабелімен бірге келеді. Кесте 1.9-техникалық сипаттамасы дәнекерлеуге арналған қондырғы басшысы РRD 100
Жесір сериялы қуат көздері VDU сериясының қуат көздері әмбебап дәнекерлеу түзеткіштері деп аталады, өйткені олардың электр тізбектері сыртқы сипаттамалардың қатты және құлдырауымен жұмыс істеуге ауысуды қамтамасыз етеді. UNI set Versal дәнекерлеу түзеткіштері VDU сериялы Шығыс тогы мен кернеуді біртіндеп қашықтықтан реттеуді, желінің кернеуінің өзгеруі кезінде режимді тұрақтандыруды қамтамасыз етеді. Түзеткіштер мәжбүрлі ауамен салқындатумен жұмыс істейді. Түзеткішті қуат желісіне қосу және одан қорғау орнату тізбектеріндегі қысқа мерзімді апаттық қысқа тұйықталулар желілік ажыратқышпен, жұмыс кезінде шамадан тыс жүктемелерден қорғау магниттік стартерлердің жылу релесімен жүзеге асырылады. Дәнекерлеу түзеткіштер ВДУ сериялы орындайды однокорпусном орындау. P  rotig 450 дәнекерлеу көзі құбырларды дәнекерлеуге арналған А 21 бастарымен, құбыр тақтасымен құбырларды дәнекерлеуге арналған А 22 бастарымен және а25 модульдік дәнекерлеу жүйесімен жақсы жұмыс істейді. Бұл көз жоғарыда аталған бастарды көлденең тербелістермен және AVC (Arnd) дәнекерлеу кезінде қажет. Protig 450 дәнекерлеу бағдарламаларын көптеген жеке секторларға бөле алады. Көзі RS 232 қондырғысымен жабдықталған, ол дәнекерлеу кезінде дәнекерлеу параметрлерін бақылаудың компьютерлік бағдарламасын -Weldox WMSTM 4000 пайдалануға мүмкіндік береді. SPS 4000 бағдарламасы-бұл компьютерлік құжаттама бағдарламасы (бақылау мүмкіндігі жоқ). Дәнекерлеу кедергілерінен қорғалған EMS ДК Тапсырыс беруші ұсынады. 1.10-кесте-Protig 450 дәнекерлеу көзінің техникалық сипаттамалары:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||