Бйым, машина жасаудаы ндірістік жне технологиялы дерістер Бйым жне оны бліктері. Бйым
 Скачать 0.61 Mb. Скачать 0.61 Mb.
|

|
Технологиялық үдерістер дәлдігін есептеу әдістері. Технологиялық үдерістерге қойылатын негізгі талаптардың бірі – детальді дайындаудың берілген дәлдігін қамтамасыз ету. Дәлдікті есептеудің екі әдісі бар. Аналитикалық әдіс өңдеудің алғашқы қателіктерінің барлығын күрделі түрде зерттеуді талап етеді, бұл әдісті кейбір жеке жағдайларда қолданады. Статистикалық әдіс қателіктер заңдылығын бекітуге мүмкіндік беретін математикалық статистика мен ықтималдылық теориясына негізделген. Механикалық өңдеу кезінде пайда болатын барлық қателіктер екі топқа бөлінеді: – жүйелі, белгілі бір факторлардың әсерінен пайда болатын және заңдылық сипаттағы қателіктер (бұранда адымының қателігі, дұрыс қондырмау және т.б.); – кездейсоқ, әртүрлі себептерден пайда болатын, алайда белгілі бір заңдылыққа бағынбаған қателіктер (дайындамалардың әртүрлі қаттылықтары, припуск тербелісі, дайындаманы бекітудегі қателіктер және т.б.). Математикалық статистика әдістерімен өңдеу кезінде пайда болатын кездейсоқ та, жүйелі де қателіктердің заңдылықтарын бекітеді. Бұл кезде партиядағы детальдардың барлығының нақты размерлері өлшенеді, өлшеу деректері бойынша тарату қисығы тұрғызылады. Тарату қисығын тұрғызу үшін абсцисса осі бойынша қабылданған интервалдар санына бөлінген размерлердің шашырау алаңын (шақтама алаңы) тұрғызады, ал ордината осі бойынша абсолюттік жиілік салынады. Қисық нүктелерін салу үшін берілген интервалдың орташа арифметикалық мәнін анықтайды, осы тәсілмен табылған нүктеге перпендикуляр тұрғызылады. Нүктелерді қосу арқылы қисық сызық алынады. Партиядағы детальдар санын арттыратын болсақ, қисық сызық жайменен тарату қисығы деп аталатын қисыққа жақындай түседі. Технологиялық үдеріс қалыпты жағдайда жүретін болса, кездейсоқ қателіктердің алынған шашырау қисығы төмендегі формуламен анықталатын қалыпты таралу қисығына (Гаусс қисығы) жақындай түседі:  ; (1.16) ; (1.16)мұндағы, Детальдардың алынған размерлерінің дискретті (үздікті) мәнінде шашырау аймағындағы партиядағы детальдардың орташа арифметикалық размері  барлық партиядағы детальдар размерлерінің орташа арифметикалық мәніне тең [10]: барлық партиядағы детальдар размерлерінің орташа арифметикалық мәніне тең [10]: ; (1.17) ; (1.17)мұндағы,  - жеке детальдардың размерлері, N – партиядағы детальдар саны. - жеке детальдардың размерлері, N – партиядағы детальдар саны.Қалыпты тарау қисығының формасын анықтайтын бірден-бір параметр болып табылатын орташа квадраттық ауытқуды мына формуламен анықтайды:  ; (1.18) ; (1.18)Математикалық статистика әдісімен зерттеу төмендегілерге мүмкіндік береді: - технологиялық үдерістер дәлдігін анықтауға (дәлдік - шақтама интервалында размерлері орналасқан детальдар санын алу ықтималдылығын анықтауға. Бұл үшін абсолюттік жиілікті  партиядағы детальдар санына N бөлу арқылы оқиғалардың салыстырмалы жиілігін партиядағы детальдар санына N бөлу арқылы оқиғалардың салыстырмалы жиілігін  немесе немесе  ; (1.19) ; (1.19)Зерттеулер қорытындысын атап өтелік: х=  интервалында өңделген детальдардың барлық размерлерінің 35%-ы орналасады, х= интервалында өңделген детальдардың барлық размерлерінің 35%-ы орналасады, х=  Шашыраудың, орташа арифметикалық размердің, орташа квадраттық ауытқудың шамаларын анықтаудың, қалыпты тарату қисығын тұрғызу үшін қажетті бес нүктенің кординаторларымен мүмкін болар деталь ақауларының пайызын есептеу деректерін анықтау үшін 1.7-суретте партиядағы деталь саны 100 болатын өңдеудегі математикалық өлшеудің нәтижелері келтірілген. 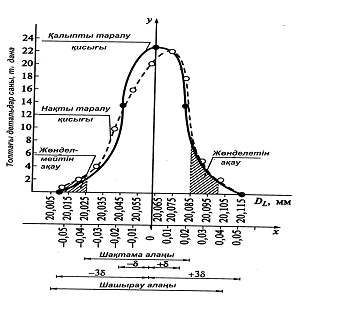 1.7-сурет. Детальдардың жарамдылық ықтималдылығының қалыпты және нақты таралу қисықтары Детальдың бақыланатын размері – сыртқы бет диаметрі  ( (  ) мм. ) мм.Зерттеліп жатқан деталь аспаптар ауыстырылмастан станокта бекітілген күйде өңделеді. Бақылаудағы размер микрометрмен өлшенген де, өлшеу нәтижелері интервалы 0,01 мм болатын 10 размерлік топқа бөлінген. Ақаулы детальдың шығу ықтималдылығы бар, себебі деталь размерлерінің шашырау өрісі (  =0,1мм) деталь размерінің шақтамасынан көп ( =0,1мм) деталь размерінің шақтамасынан көп (  ). ).Суретте штрихтармен белгіленген участоктар түзеуге келетін және түзеуге келмейтін ақаулар ықтималдылығын сипаттайды. Қорытындысы: іске жарамды детальдар – 89%, ал ақаулы детальдар – 11%. Беттің кедір-бұдырлығы және детальды дайындау дәлдігі. Бет сапасы кедір-бұдырлықпен, толқындықпен және бет қабатының физика-механикалық қасиеттерімен сипатталады. Бетің кедір-бұдырлығы (микрогеометриясы) – деталь бетінің рельефін құрайтын базалы ұзындықтағы салыстырмалы түрде аз адымды тегіс еместіктер жиынтығы. Бет толқындығы – қатар орналасқан төбешіктер немесе еңістер арасында қашықтық базалық ұзындықтан артық болатын және олар периодты түрде ауысып отыратын төбешіктер мен еңістер жиынтығы. Толқындықтың нормаланатын параметріне оның биіктігі (1.8-сурет а) және орташа адымы (1.8-сурет ә) жатады. 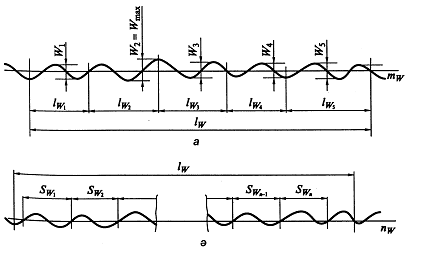 1.8-сурет. Бет толқындылығының биіктігін (а) және адымын (ә) анықтау Толқындық биіктігі  – ұзындығы – ұзындығы  ; (1.20) ; (1.20)Толқындық биіктігінің шектік сандық мәндерін мына қатардан таңдау қажет, мкм: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200.Толқындықтың орташа адымы  – базалық ұзындық – базалық ұзындық Базалық ұзындық – беттің кедір-бұдырлығын сипаттайтын және тегіс еместікті анықтау үшін қолданылатын сызықтық базалық ұзындық. Толқындық пен кедір-бұдырлық мәндері арасындағы шекара шартты түрде ғана, себебі пайдалану тұрғысынан белгіленетін базалық ұзындықтың  – кедір-бұдырлылық; – кедір-бұдырлылық;  - толқындық; - толқындық;  - форманың ауытқуы. - форманың ауытқуы.Кедір-бұдырлықты сандық түрде бағалау үшін параметрлер қатары қарастырылған, ал мәндерін санау профильдің орташа сызығы  деп қабылданған бірыңғай базадан бастау алады. деп қабылданған бірыңғай базадан бастау алады.Профильдің орташа сызығы – формасы беттің номинал профиліндей болатын және нақты базалық сызық шектеуінде профильдің орташа квадраттық ауытқуы осы линияға дейін минималды болатындай етіп бөлетін базалық сызық.Кедір-бұдырлық мәндерін профильдің орта сызығынан бастап санау жүйесі орта сызық жүйесі деп аталады. Профилограммада (1.9-сурет) базалық сызық 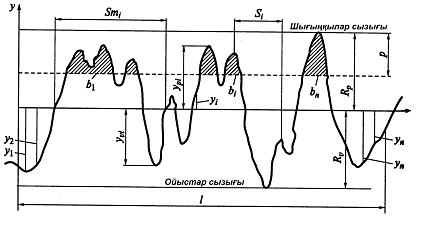 1.9-сурет. Бет кедір-бұдырлығының негізгі параметрлерін анықтаудың профилограммасы Беттің кедір-бұдырлығын өлшеу кезінде базалық ұзындық мына сандар қатарынан таңдап алынады, мм.: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8,25. Тегіс еместіктер размері үлкен болған сайын базалық ұзындық та үлкен болуы тиіс. Кедір-бұдырлыққа сандық баға беру төмендегі параметрлер бойынша жүргізіледі:  - профильдің орташа арифметикалық ауытқуы; - профильдің орташа арифметикалық ауытқуы; - он нүкте бойынша алынған профиль тегіс еместігінің биіктігі, - он нүкте бойынша алынған профиль тегіс еместігінің биіктігі, - профиль тегіс еместігінің ең үлкен биіктігі; - профиль тегіс еместігінің ең үлкен биіктігі; - тегіс еместіктің орташа адымы; параметрі профильдің барлық тегіс еместігінің орташа биіктігін, - тегіс еместіктің орташа адымы; параметрі профильдің барлық тегіс еместігінің орташа биіктігін,  - ең үлкен тегіс еместіктің орташа биіктігін, - профильдің ең үлкен биіктігін сипаттайды. Адымдық параметрлер , . - ең үлкен тегіс еместіктің орташа биіктігін, - профильдің ең үлкен биіктігін сипаттайды. Адымдық параметрлер , .Профильдің орташа арифметикалық ауытқуы дегеніміз – абсолют мәні бойынша алынған профильді өлшеу нүктесінен орта сызыққа дейінгі  қашықтықтарының орташа мәні: қашықтықтарының орташа мәні: ; (1.21) ; (1.21)мұндағы, 10 нүкте бойынша профильдің тегіс еместік биіктігі Rz - базалық ұзындық шектеуіндегі ең үлкен бес еңістік биіктіктерінің орташа абсолюттік мәндерінің сомасы:  ; (1.22) ; (1.22)мұндағы,  - профильдің і-ші ең үлкен шығыңқы биіктігі; - профильдің і-ші ең үлкен шығыңқы биіктігі; - і-ші ең үлкен еңістің тереңдігі. - і-ші ең үлкен еңістің тереңдігі.Профильдің тегіс еместігінің ең үлкен биіктігі Rmax - базалық ұзындық  ; (1.23) ; (1.23)Тегіс еместіктің орташа адымы Sm – базалық сызық шектеуіндегі орташа сызық m бойынша тегіс еместіктер адымының орташа мәні, ол көрші тегіс еместіктердің аттас жақтарының арасындағы қашықтық түрінде анықталады:  ; (1.24) ; (1.24)мұндағы, n – базалық ұзындық Төбелері бойынша тегіс еместіктің орташа адымы S – базалық ұзындық аумағында сипатты тегіс еместіктер төбелері арасындағы қашықтықтардың орташа мәні:  ; (1.25) ; (1.25)мұндағы, n – базалық ұзындық аумағында төбелері бойынша тегіс еместіктер адымының саны; Профильдің салыстырмалы тірек ұзындығы  - базалық ұзындыққа қатынасына тең, %: - базалық ұзындыққа қатынасына тең, %: ; (1.26) ; (1.26)мұндағы, Беттің кедір-бұдырлығы бойлық және көлденең болып бөлінеді. Бойлық кедір-бұдырлық кесу жылдамдығы векторының бағытымен өлшенеді (1.10-сурет а), ал көлденең кедір-бұдырлық беру бағытымен өлшенеді (1.10-сурет ә). Беттің кедір-бұдырлығы Rz немесе Ra параметрлерімен бағаланады.  1.10-сурет. Беттің бойлық (а) және көлденең (ә) кедір-бұдырлықтары |