ПЗ Яновский. Целью курсового проекта является расчет и анализ количественных показателей надежности автоматической системы точечного оплавления припоя. Задачи исследования
 Скачать 0.52 Mb. Скачать 0.52 Mb.
|

 ВВЕДЕНИЕ Модернизация традиционно рассматривается как процесс усовершенствования, обновления объекта, приведения его в соответствие с новыми требованиями и нормами, техническими условиями, показателями качества. В научной литературе встречаются различные концепции модернизации: социально-экономическая, инновационная, экономическая (производственная). Модернизация выступает как системное явление, охватывающая преобразования и в сфере производства, и в сфере труда. Расширение экономического потенциала предприятия осуществляется одновременно с развитием трудового потенциала организации и повышением ее социальной значимости. Предприятие рассматривается как отдельный элемент современной социально-экономической среды¸ которое преобразуется в соответствии с общими тенденциями развития экономики и социальной сферы в национальном масштабе. Подобный подход на практике реализуется на крупных предприятиях Японии, Австралии, Канады, то есть в странах, где исторически сложились соответствующие условия и имеется специфическая корпоративная культура. При этом модернизация производства и управления рассматривается в качестве вспомогательной цели, а главной целью является создание условий для стабильного развития предприятия, отрасли, экономики в целом. Важную роль играет государственная политика по стимулированию экономических и социальных инноваций. Целью курсового проекта является расчет и анализ количественных показателей надежности автоматической системы точечного оплавления припоя. Задачи исследования заключаются в анализе количественных показателей надежности системы и осуществляются с помощью ориентировочного расчета (без учета условий эксплуатации) и уточненного расчета и анализа надежности заданного технологического устройства. Объектом исследования является отрасль машиностроения. Предметом исследования является анализ количественных показателей надежности автоматической системы точечного оплавления припоя. Исследования надежности технической системы проводятся с помощью теоретических методов. 1 АНАЛИЗ НАДЕЖНОСТИ ТЕХНИЧЕСКИХ СРЕДСТВ 1.1 Основные понятия теории надежности Надежность - важный показатель качества объекта. Его нельзя ни противопоставлять, ни смешивать с другими показателями качества. Явно недостаточной, например, будет информация о качестве очистительной установки, если известно только то, что она обладает определенной производительностью и некоторым коэффициентом очистки, но неизвестно, насколько устойчиво сохраняются эти характеристики при ее работе. Бесполезна также информация о том, что установка устойчиво сохраняет присущие ей характеристики, но неизвестны значения этих характеристик. Вот почему в определение понятия надежности входит выполнение заданных функций и сохранение этого свойства при использовании объекта по назначению. Отказ объекта - событие, заключающееся в том, что объект полностью или частично перестает выполнять заданные функции. При полной потере работоспособности возникает полный отказ, при частичной - частичный. Понятия полного и частичного отказов каждый раз должны быть четко сформулированы перед анализом надежности, поскольку от этого зависит количественная оценка надежности. Безотказность - свойство объекта непрерывно сохранять работоспособность в течение некоторой наработки или в течение некоторого времени. Ремонтопригодность - свойство объекта быть приспособленным к предупреждению и обнаружению отказов и повреждений, к восстановлению работоспособности и исправности в процессе технического обслуживания и ремонта. Долговечность - свойство объекта сохранять работоспособность до наступления предельного состояния с необходимым прерыванием для технического обслуживания и ремонтов. Сохраняемость - свойство объекта непрерывно сохранять исправное и работоспособное состояние в течение (и после) хранения и (или) транспортировки. 1.2 Количественные показатели надежности технического средства контроля Количественными показателями надежности являются: • вероятность безотказной работы; • частота отказов; • интенсивность отказов; • среднее время безотказной работы; Вероятность безотказной работы объекта называется вероятность того, что он будет сохранять свои параметры в заданных пределах в течение определенного промежутка времени при определенных условиях эксплуатации. Частотой отказов называется отношение числа отказавших объектов к их общему числу перед началом испытания, при условии, что отказавшие объекты не ремонтируются и не заменяются новыми. Интенсивностью отказов называется отношение числа отказавших объектов в единицу времени к среднему числу объектов, работающих в данный отрезок времени, при условии, что отказавшие объекты не восстанавливаются и не заменяются исправными. Средним временем безотказной работы называется математическое ожидание времени безотказной работы. 1.3 Описание и принцип действия автоматической системы точечного оплавления припоя В данном курсовом проекте в качестве технологического оборудования предлагается система точечного оплавления припоя MS9000SAN, оснащенная высокомощным патронным нагревателем. 1.3.1 Описание и характеристики системы точечного оплавления припоя MS9000SAN За последние несколько лет, технология поверхностного монтажа радиокомпонентов стала очень популярной и применяется при производстве большинства современных электронных устройств. Аббревиатура SMD расшифровывается как – surfacemounteddevice, что в свою очередь можно перевести как «прибор, монтируемый на поверхность». Собственно, само название данной технологии полностью раскрывает ее суть - радиокомпоненты монтируются непосредственно на поверхность платы, но в отличии от навесных компонентов, SMD-компонентам не нужны специальные отверстия для монтажа. Система точечного оплавления (рис.1.1) служит для замены либо перепайки микросхем типа: BGA (Ball Grid Array), QFP (Quad Flat Package), SOIC (Small-Outline Integrated Circuit), SOP (Small Outline Package). 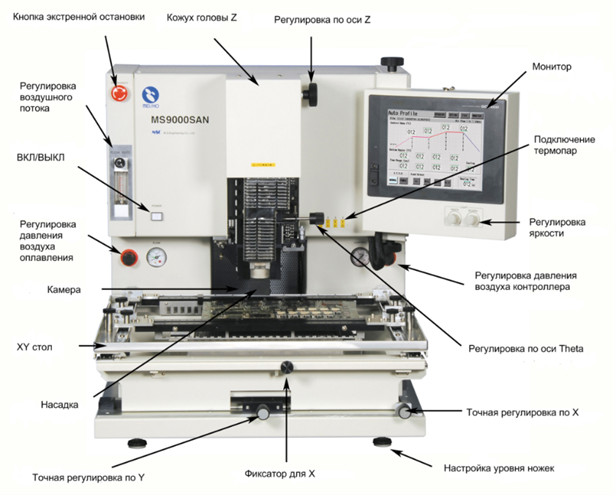 Рисунок 1.1 - Главный вид системы точечного оплавления MS9000SAN Монтаж системы Для обеспечения надежной работы системы выбирайте место установки системы, исходя из следующих факторов: - В помещении, где будет установлена система, не должно быть пыли и конденсата. - Большие перепады температуры и сквозняки могут привести к нестабильному построению температурных профилей. - Если установить систему под прямыми солнечными лучами, то можно получить нежелательные блики на мониторе, что может, в свою очередь, повлиять на точность совмещения. Во время нагрева могут выделяться пары от припоя/флюса, поэтому выбирают место с хорошей вентиляцией. В этой системе используется продаваемая отдельно насадка, которая совпадает с формой компонента. Насадка (рис.1.2) удерживается подпружиненной пластиной на держателе.  Рисунок 1.2 - Верхний нагревательный блок Технические характеристики системы точечного оплавления представлены в табл. 1.1. Таблица 1.1 - Технические характеристики системы точечного оплавления MS9000SAN
1.3.2 Назначение и характеристики патронного нагревателя Главными задачами модернизации являются: повышение уровня механизации и автоматизации, увеличение производительности, расширение технологических возможностей, обеспечение требований техники безопасности и т. п. В последнее время первостепенное значение имеет повышение точности и другие качественные показатели модернизируемого оборудования. Опыт показывает, что модернизация оборудования для повышения их точности в большинстве случаев экономически оправдана, так как приобретение нового оборудования более высокого класса точности всегда связано со значительными материальными затратами. При составлении планов модернизации учитываются рационализаторские предложения. Причем наибольший эффект приносят, как правило, те предложения, которые разработаны творческими бригадами в составе рабочих, мастеров и инженеров. В данном курсовом проекте средством модернизации является нагреватель патронного типа. При замене нагревателя на более мощный сократится время изготовления одной платы, тем самым возрастёт их количество в серийном производстве. В качестве средства модернизации системы точечного оплавления припоя предлагается использовать высокомощный патронный нагреватель, так как у него самое большое распределение тепла на квадратный дюйм и самая высокая рабочая температура. Патронные нагреватели применяются в том случае, когда необходима установка в ограниченном рабочем пространстве. Как правило, большинство патронных нагревателей подключается с помощью одностороннего вывода, что и обеспечивает их компактное размещение. При этом данный тип нагревателей отличается большой удельной мощностью. Устройство патронного ТЭНа представляет из себя оболочку из нержавеющей стали, в которую плотно установлена стеклянная трубка, внутри которой вставлен керамический стержень со спиральной намоткой, обладающий большим сопротивлением. Высокомощные патронные нагреватели обеспечивают большое выделение количества тепла. Высокомощные нагреватели производят из высококачественных материалов, тем самым препятствует окислению намотки даже при самых высоких температурах. Положительные свойства длительный срок службы, высокая температура, большое распределение мощности на дюйм. Технические характеристики патронного нагревателя представлены в табл. 1.2. Таблица 1.2 - Технические характеристики патронного нагревателя
1.4 Влияние производственных факторов на надежность автоматической системы точечного оплавления припоя Опыт эксплуатации показывает, что надежность работы электрооборудования технических систем зависит от многочисленных и разнообразных факторов, которые условно могут быть разделены на четыре группы: конструктивные, производственные, монтажные и эксплуатационные. Конструктивные факторы обусловлены установкой в устройство малонадежных элементов; недостатками схемных и конструктивных решений, принятых при проектировании; применением комплектующих элементов, не соответствующих условиям окружающей среды. Производственные факторы обусловлены нарушениями технологических процессов, загрязненностью окружающего воздуха, рабочих мест и приспособлений, слабым контролем качества изготовления и монтажа и др. В процессе монтажа электротехнических устройств их надежность может быть снижена при несоблюдении требований технологии. Условия эксплуатации оказывают наибольшее влияние на надежность электротехнических устройств. Удары, вибрация, перегрузки, температура, влажность, солнечная радиация, песок, пыль, плесень, коррозирующие жидкости и газы, электрические и магнитные поля — все влияет на работу устройств. Различные условия эксплуатации по-разному могут сказываться на сроке службы и надежности работы электроустановок. Ударно-вибрационные нагрузки значительно снижают надежность электротехнических устройств. Воздействие ударно-вибрационных нагрузок может в ряде случае быть значительнее воздействия других механических, а также электрических и тепловых нагрузок. В результате длительного знакопеременного воздействия даже небольших ударно-вибрационных нагрузок происходит накопление усталости в элементах, что приводит обычно к внезапным отказам. Под воздействием вибраций и ударов возникают многочисленные механические повреждения элементов конструкции, ослабляются их крепления и нарушаются контакты электрических соединений. Нагрузки при циклических режимах работы, связанных с частыми включениями и выключениями электротехнического устройства так же, как и ударно-вибрационные нагрузки, способствуют возникновению и развитию признаков усталости элементов. Физическая природа повышения опасности отказов устройств при их включении и выключении заключается в том, что во время переходных процессов в их элементах возникают сверхтоки и перенапряжения, значение которых часто намного превосходит (хотя и кратковременно) значения, допустимые техническими условиями. Электрические и механические перегрузки происходят в результате неисправности механизмов, значительных изменений частоты или напряжения питающей сети, загустения смазки механизмов в холодную погоду, превышения номинальной расчетной температуры окружающей среды в отдельные периоды года и т. д. Перегрузки приводят к повышению температуры нагрева изоляции электротехнических устройств выше допустимой и резкому снижению срока ее службы. Климатические воздействия, более всего температура и влажность, влияют на надежность и долговечность любого электротехнического устройства. При низких температурах снижается ударная вязкость металлических деталей электротехнических устройств: меняются значения технических параметров полупроводниковых элементов; происходит «залипание» контактов реле; разрушается резина. Вследствие замерзания или загустения смазочных материалов затрудняется работа переключателей, ручек управления и других элементов. Высокие температуры также вызывают механические и электрические повреждения элементов электротехнического устройства, ускоряя его износ и старение. Влияние повышенной температуры на надежность работы электротехнических устройств проявляется в самых разнообразных формах: образуются трещины в изоляционных материалах, уменьшается сопротивление изоляции, а значит, увеличивается опасность электрических пробоев, нарушается герметичность (начинают вытекать заливочные и пропиточные компаунды. В результате нарушения изоляции в обмотках электромагнитов, электродвигателей и трансформаторов возникают повреждения. Заметное влияние оказывает повышенная температура на работу механических элементов электротехнических устройств. Под влиянием влаги происходит очень быстрая коррозия металлических деталей электротехнических устройств, уменьшается поверхностное и объемное сопротивление изоляционных материалов, появляются различные утечки, резко увеличивается опасность поверхностных пробоев, образуется грибковая плесень, под воздействием которой поверхность материалов разъедается и электрические свойства устройств ухудшаются. Пыль, попадая в смазку, оседает на частях и механизмах электротехнических устройств и вызывает быстрый износ трущихся частей и загрязнение изоляции. Пыль наиболее опасна для электродвигателей, в которые она попадает с засасываемым для вентиляции воздухом. Однако и в других элементах электротехнических устройств износ намного ускоряется, если пыль проникает сквозь уплотнения к поверхности трения. Поэтому при большой запыленности особое значение приобретает качество уплотнений элементов электрических устройств и уход за ними. Качество эксплуатации электротехнических устройств зависит от степени научной обоснованности применяемых методов эксплуатации и квалификации обслуживающего персонала (знание материальной части, теории и практики надежности, умение быстро находить и устранять неисправности и т.п.). Применение профилактических мероприятий (регламентные работы, осмотры, испытания), ремонта, использование опыта эксплуатации электротехнических устройств обеспечивают их более высокую эксплуатационную надежность. |