реакторы. реф книга. Детали реакторов и их узлы
 Скачать 322.88 Kb. Скачать 322.88 Kb.
|

ОФОРМЛЕНИЕ ПОВЕРХНОСТИ ТЕПЛООБМЕНА РЕАКТОРОВПодавляющее большинство химических процессов происходят с выделением или поглощением тепла, поэтому реакторы снабжены эле- ментами теплообмена. Теплообменными поверхностями обычно явля- ются: наружные поверхности аппаратов, снабженные рубашками; если наружные поверхности реакторов недостаточны, то при невысокой вяз- кости получаемых продуктов внутри аппаратов устанавливают допол- нительные поверхности – змеевики и стаканы. С точки зрения удобства обслуживания и очистки реактора и про- стоты его конструкции предпочтительнее наружные теплообменные элементы (рубашки и приварные элементы – трубы). Однако их поверх- ность теплообмена ограничена наружной поверхностью аппарата. Кро- ме того, коэффициент теплоотдачи к наружным теплообменным эле- ментам примерно в 2 раза ниже, чем к внутреннему змеевику. Конструкция теплообменных рубашек для реакторов зависит от параметров обогревающей или охлаждающей среды. При давлениях обогревающей или охлаждающей среды 89 МПа применяются гладкие рубашки, при давлениях до 2,7 МПа – змеевиковые рубашки, изготов- ленные из прокатных профилей: труб, уголков и т.п., а также рубашки с вмятинами и другие, например, каркасные. Рассмотрим конструкции теплообменных устройств, применяе- мых для охлаждения или обогрева реакторов. РубашкиИх, как правило, приваривают к корпусу реактора или делают съемными, когда приварка их невозможна (например, для аппаратов из- готовленных из чугуна), а также, когда необходим постоянный контроль за поверхностью теплообмена. Различают гладкие рубашки, змеевико- вые, с вмятинами. Гладкие рубашки Такая рубашка по своей конструк- ции повторяет по форме обогреваемый реактор (рис. 7.15). Такая рубашка по своей конструк- ции повторяет по форме обогреваемый реактор (рис. 7.15).Рубашки выполняются стальными из листовой стали и стандартных выпук- лых днищ, т.е. так же, как стальные котлы. Обычно рубашку приваривают на 80–150 мм ниже соединения крышки с корпусом, но в некоторых случаях, когда коэффициент заполнения аппарата неве- лик, а обогрев (охлаждение) верхней час- Рис. 7.15. Гладкая рубашка ти незаполненной его части нежелателен, рубашку делают небольшой по высоте.
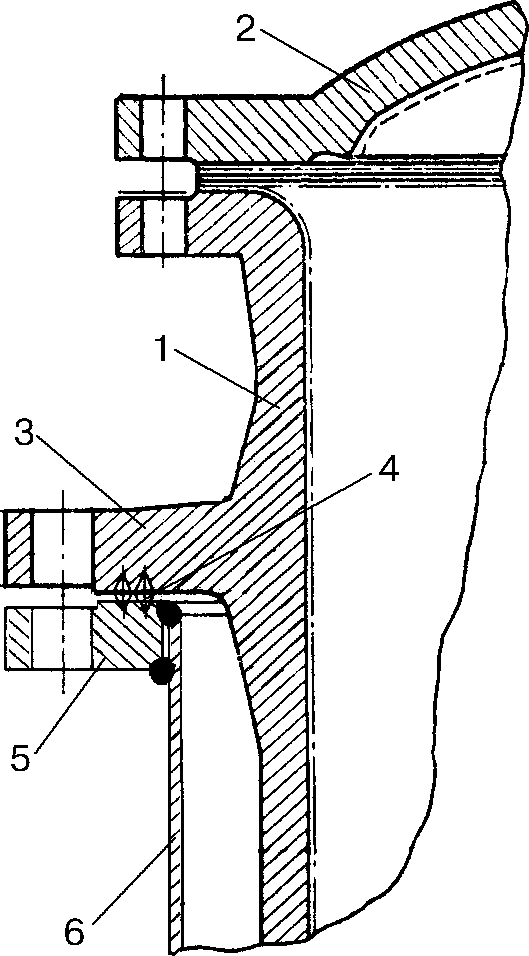
В пространство между корпусом реактора и рубашкой подается теплоноситель. Пар подают в нее через верхний штуцер, а конденсат от- водят через нижний. Жидкие теплоагенты обычно вводят через нижний штуцер, а выводят через верхний. Ри к 1 3 – фланец; 4 – прокладки; 5 – фланец рубашки; 6 – обечайка рубашки Конструкция разъемного крепления рубашки к корпусу литого реактора представлена на рис. 7.16. Недостатком такой конструкции яв- ляется наличие дополнительного фланцевого соединения, что ведет к дополнительному расходу материалов и увеличению веса реактора. Следует заметить, что фланец для крепления рубашки на чугунных ап- паратах отливается заодно с корпусом. Этот способ крепления позволя- ет легко осуществить монтаж и демонтаж, рубашки. 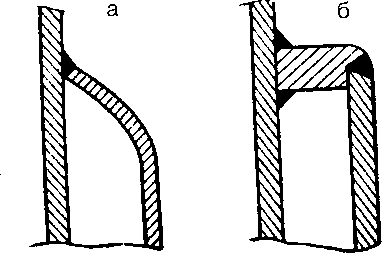 Если требуется, чтобы рубаш- ка полностью покрывала боковую поверхность реактора, то рубашку крепят прямо к фланцу аппарата. Более простым и надежным является неразъемное соединение крышки реактора с обечайкой рубашки, что достигается сваркой. Приварку осу- Если требуется, чтобы рубаш- ка полностью покрывала боковую поверхность реактора, то рубашку крепят прямо к фланцу аппарата. Более простым и надежным является неразъемное соединение крышки реактора с обечайкой рубашки, что достигается сваркой. Приварку осу-ществляют с помощью отбортовки (рис 7.17,а) или приварного кольца (рис. 7.17,б). Крепление рубашек к кольцу экономически выгодно в условиях Рис. 7.17. Способы приварки ру- башки к корпусу аппарата: а – с помощью отбортовки; б – с по- мощью приварного кольца мелкосерийного и индивидуального производства, так как не требует применения дорогостоящей оснастки. Недостатком этой конструкции является высокая концентрация напряжений в месте приварки кольца к корпусу и рубашке, а также повышенный расход металла и увеличение веса реактора. Поэтому более удобны плавные конические переходы, называемые воротниками, которые являются компенсаторами термиче- ских удлинений (рис. 7.17,а). Кстати, этот компенсатор необходим и то- гда, когда корпус изготовлен из стали Х18Н9Т, а рубашка из Ст3. Для изготовления воротников (отбортовки) требуется специальная оснастка, что экономически выгодно при серийном их производстве. При боль- ших давлениях в рубашке, особенно при отсутствии крепления рубашки к днищу аппарата, когда уравновешиваются силы давления, стремящие- ся вытолкнуть корпус аппарата из рубашки, это соединение неприме- нимо. Наличие рубашки усложняет крепление нижнего спускного шту- цера. При небольшом различии линейных удлинений рубашки и корпу- са возможна приварка штуцера одновременно к корпусу и рубашке, как показано на рис. 7.18,а. Наиболее удобна конструкция, показанная на рис. 7.18,б, так как всегда можно проверить состояние шва приварки штуцера к корпусу. Для чугунных реакторов наиболее приемлема конструкция, показанная на рис. 7.18,в. 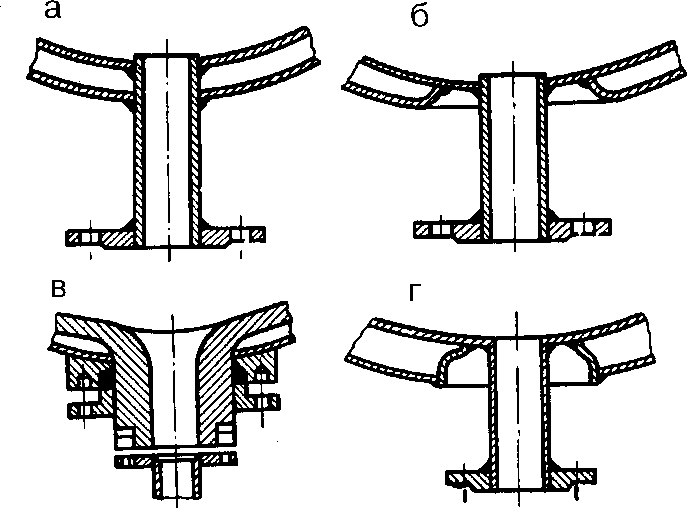 Рис. 7.18. Нижние спуски аппаратов с рубашками: а – приварка нижнего штуцера к корпусу и рубашке аппарата; б – приварка нижне- го штуцера к корпусу аппарата; в – сальниковое уплотнение нижнего штуцера чу- гунного аппарата; г – рубашка с линзовым компенсатором Гладкая рубашка изготавливается из углеродистой стали. Однако следует учитывать, что приварка углеродистой стали к корпусу из не- ржавеющей стали небольшой толщины (36 мм) может ухудшить анти- коррозионные свойства металла корпуса. Поэтому, когда среда обладает значительной агрессивностью или требуется высокая чистота продукта, приварка рубашки из Ст3 к корпусу аппарата из Х18Н9Т, например, без промежуточной детали из нержавеющей стали недопустима. |