Древеснополимерный композит. История дпк
 Скачать 386.44 Kb. Скачать 386.44 Kb.
|

|
Содержание
2. Состав, свойства и обработка изделий из ДПК......................................6 3. Применение древесно-полимерных композитов..................................12 4. Получение древесно-полимерного композита. Основные методы получения ДПК......................................................................................................16 5. Технологии производства изделий из ДПК..........................................21 Список литературы……………………………………………………………..28 1. Древесно-полимерный композит. История ДПК Древесно-полимерный композит (ДПК) – состав, содержащий полимер (химического или натурального происхождения) и древесный наполнитель, модифицированный, как правило, химическими добавками. Другие используемые названия древесно-полимерных композитов: "жидкое дерево", дерево-пластиковый композит, древесно-пластиковый композит, древопласт, поливуд, древотермопласт, wpс, wood polymer composite, wood plastic composite, ЭДНП (экологически чистые древеснонаполненные пластмассы), ДНПП (древеснонаполненный полипропилен). Особенность древесно-полимерных композитов заключается в том, что готовые изделия получаются, по сути, из отходов производства и потребления: опилок, стружек, древесной муки, сельскохозяйственных отходов и различных видов отходов потребления. Активно разрабатываются технологии, позволяющие использовать в процессе производства не первичные, а вторичные полимеры. По внешнему виду древесно-полимерный композитный профиль с высоким содержанием древесины более всего напоминает МДФ или твердую ДВП, а с малым ее количеством - пластмассу. Его можно пилить, строгать рубанком, вбивать гвозди. Он может окрашиваться в массе или подвергаться лакокрасочной отделке обычными красками и эмалями, или облицовываться синтетическими пленками или натуральным шпоном. Рынок жидкого дерева в России находится пока в зачаточном состоянии. Однако с усилением государственного регулирования в области деревообработки и переработки отходов, материал получает дополнительный стимул для развития в России: появляется спрос на изделия, открываются первые производства. Древесно-полимерные композиционные (ДПК) материалы, в последнее время пользуются особым вниманием у инвесторов и производителей. Древесно-полимерный композит - суперсовременный материал. ДПК имеет все лучшие природные свойства дерева, но лишен таких его недостатков, как подверженность гниению и плесени, горючесть, дефекты поверхности, не впитывает влагу и пр. В состав ДПК входят древесная мука (или мелкая щепа) с фракцией 0,5-2мм, полимер и аддитивы. В качестве полимера может быть ПВХ (50/50), полиэтилен (70/30) или полипропилен (60/40). Производство экструзионных древесно-полимерных композитов является одним из наиболее перспективных в области рационального использования отходов лесопиления, мебельного и деревообрабатывающего производств, использования низкосортной древесины, растительных целлюлозосодержащих отходов и вторичных пластмасс для переработки в высококачественные профильные детали для широкого спектра применений, включая строительство и мебель. История ДПК Первое профильное предприятие по производству ДПК появилось в Швеции в 1977 году. Его опыт был не слишком удачным – спрос оказался не значительным, а износ технологического оборудования, наоборот, слишком высоким. Поэтому разработки в этой области возобновились только в 90-х годах сразу в нескольких странах: Финляндия, Швеция, Германия, Италия, Голландия, Япония и США. Технология производства "жидкого дерева" известна уже несколько десятилетий. Однако из-за дешевизны ресурсов и несовершенства технологии широкого применения не находила. Между тем в конце прошлого и начале нынешнего века, когда производство конструкционных материалов начало развиваться бурными темпами, природные и даже синтетические материалы в их естественном виде уже не вполне удовлетворяют требованиям конструкторов, архитекторов и технологов. На первый план при разработке композиций вышла идея того, чтобы в сочетании иногда на первый взгляд несовместимых материалов выявить их лучшие качества и именно в той степени, в которой это необходимо для каждого конкретного случая. Поэтому для строителей и деревообработчиков особую актуальность сегодня приобретают технологии, связанные с производством и применением дерево-полимерных композитов. При обработке древесины образуется большое количество отходов в виде обрезков, стружек и опилок. И чем крупнее изделие или сложнее его форма, тем больше возникает отходов. Необходимость более эффективного использования древесины стала причиной развития производства сначала фанеры, а затем и древесных плит. В результате без плитных материалов невозможно представить себе современную деревообрабатывающую промышленность, строительство, мебельное производство и многое другое. Однако изделия профильной формы по-прежнему изготавливаются фасонным фрезерованием из натуральной древесины или, с недавних пор, из древесно-волокнистых плит средней плотности (МДФ). Существует ли альтернатива традиционной технологии? Да, такая альтернатива есть. Это экструзия древесно-полимерных композитов. XXI век – век композиционных материалов. Своего рода очередная промышленная революция, подготовленная всем развитием века прошедшего. Природные и даже синтетические материалы в их первоначальном виде уже не вполне удовлетворяют требованиям конструкторов, архитекторов и технологов. Преимущество композитов заключается в том, что в нужном сочетании разных материалов проявляются их лучшие стороны, и именно в той степени, в которой это требуется в каждом конкретном случае. До недавнего прошлого основной сферой применения композитов были космонавтика и авиация. Сегодня повсеместно происходит осознание того, что у композиционных материалов – большое будущее. После нескольких десятилетий исследований, опытно-конструкторских и технологических работ за рубежом были созданы древесно-полимерные композиты на термопластичном связующем (назовем их сокращенно ДПК ), пригодные для промышленной переработки. Результаты этих работ означают возможность создавать методом выдавливания из смеси измельченной древесины и пластика любые формы – с производительностью, характерной для пластмассовой индустрии. Свойства материала находятся посередине между пластмассой и деревом. Больший процент древесины – больше похоже на дерево, меньший – больше похоже на пластмассу. В США и Канаде уже организовано крупномасштабное производство ДПКТ. Европейские компании довольно долго игнорировали это направление, однако сейчас промышленное производство древесных композитов там уже начато, и ожидается его быстрый рост. По разным источникам, объем мирового производства древесно-полимерных композитов на основе термопластичных смол, изготавливаемых методом экструзии, составил в 2008 году около 500 – 600 тысяч тонн на сумму около 750 миллионов долларов США (для сравнения: эта сумма приблизительно соответствует годовому выпуску отечественной мебели). 2. Состав, свойства и обработка изделий из ДПК Используемые материалы и состав Древесно-полимерные композиционные материалы состоят из трех основных компонентов:
В настоящее время на рынке существуют 3 разновидности древесно-полимерных композитов: ПЭ ДПК , ПП ДПК и ПВХ ДПК. В профильных изделиях большее распространение получили материалы на основе ПЭ и ПВХ. При этом изделия, изготовленные на основе ПВХ, имеют самые лучшие характеристики в сравнении с ПЭ и ПП по прочности, негорючести и т.д. Рецептура изделий напрямую зависит от вида и условий эксплуатации самих изделий и в каждом случае подбирается индивидуально. Свойства получаемого композита определяются свойствами полимерной матрицы, частиц древесины и характером связей и взаимодействий между ними. Количество древесины в композите (по весу) находится в диапазоне от 50 до 80 процентов. Иногда такие материалы называют супернаполненными полимерами. Последние исследования свидетельствуют о принципиальной возможности изготовления композита с долей древесины до 90 – 95 процентов. Увеличение доли древесины, как правило, приводит к уменьшению стоимости готовой продукции, но для композитных материалов это не должно быть самоцелью. По крайней мере, не во всех случаях. В производстве ДПК могут использоваться любые термопластичные полимеры и их смеси, однако на практике применяются три группы термопластичных смол: полиэтилен (ПЭ), полипропилен (ПП) и поливинилхлорид (ПВХ). Больше всего используется полиэтилен – до 70 %. В нашей стране производство этих пластмасс налажено неплохо, в том числе на экспорт. Кстати сказать, многие американские компании уже приступили к использованию в производстве ДПК, наряду со смолами заводского изготовления, пластиковых промышленных и бытовых отходов (упаковочной пленки, бутылок и т.п.). Для управления технологическим процессом и свойствами ДПК в их состав вводят различные добавки-модификаторы: антиокислители, антимикробные средства, поверхностно-активные вещества, связующие, противоударные модификаторы, смазочные материалы, температурные стабилизаторы, пигменты, огнезащитные средства, светостабилизаторы и вспенивающие агенты. Еще одним направлением в производстве ДПК является применение в качестве связующих биологических полимеров – например, зерновых крахмалов, отходов кожевенного и бумажного производств и т.п. Биополимеры дешевы, к тому же из них можно изготавливать легко утилизируемые биоразлагаемые композиты. Отметим, что все ДПК пригодны к повторному использованию в тех же процессах. То есть в них, с начала и до конца, реализуется формула «Отходы – в доходы». По внешнему виду ДПК с высоким содержанием древесины более всего напоминает МДФ или твердую ДВП, а с малым содержанием – пластмассу. Они могут окрашиваться в массе или подвергаться лакокрасочной отделке обычными красками и эмалями, облицовываться синтетическими пленками или натуральным шпоном. B качестве древесного наполнителя может быть использована не только древесина хвойных пород, как этого требуется при изготовлении ДСП, но практически любой вид древесины, а также различные отходы (рейка, обрезки, шпон, стружки, опилки) лесопильных и деревообрабатывающих производств и не востребованная древесина санитарных рубок в лесах. Кроме того, дополнительным сырьевым ресурсом является целлюлозосодержащие отходы сельскохозяйственного производства (костра льна, рапс, рисовая шелуха и др., а также самовозобновляемые растения: камыш, тростник и др.). Размер частиц древесной муки может быть различным - от 0, 001 до 1 мм, и чем крупнее частицы наполнителя, тем дешевле конечное изделие. Крупные фракции имеют ограничение в использовании, поскольку размер частиц наполнителя тесно связан с прочностью и качеством поверхности получаемого материала. Свойства древесно-полимерного композита Материалы ДПК обладают уникальным набором позитивных свойств:
Изделия из ДПК обладают, а порой превосходят, все прочностные характеристики дерева. ДПК не гниет и не плесневеет, не рассыхается и не трескается от перепадов температуры и прямого нагрева солнца. Из этого материала получаются превосходные отделочные элементы внешнего архитектурного дизайна - садовые дорожки, веранды, обрамление бассейнов, ступени, беседки. Облицовка загородного дома блок-хаусом из ДПК будет гораздо практичнее и красивее, нежели сайдинг. Многие рецептуры ДПК обладают исключительной стойкостью к атмосферному и биологическому воздействию: ультрафиолетовому излучению, влаге, воде, минеральным растворам, устойчивы к атакам микроорганизмов и насекомых. Некоторые фирмы - изготовители ДПК предоставляют гарантии на 10 - 50 лет эксплуатации готовых изделий на улице, без специальной защиты. При этом все материалы из древесно-полимерный композитов могут подвергаться обработке как дерево: обработка рубанком, крепление гвоздями и болтами, распил, печать, покраска. По физическим и механическим свойствам ДПК также занимают промежуточное положение между деревом и пластмассой (см. табл. 1). Таблица 1 Физические и механические свойства ДПК .
Многие рецептуры ДПК обладают исключительной стойкостью к атмосферному и биологическому воздействию. Некоторые фирмы-изготовители ДПК предоставляют гарантии на 10 – 50 лет эксплуатации готовых изделий на улице, без специальной защиты от воздействия влаги, света, грибков и насекомых. Большинство ДПК могут принимать в себя небольшое количество (0,1 – 4 %) влаги, не теряя при этом формы и прочности, и восстанавливать прежние свойства при высыхании без коробления. В отличие от металлоконструкций, ДПК не ржавеют. Обрабатываются они теми же инструментами, что и древесина. Легко пилятся, строгаются, сверлятся и т.п. Хорошо удерживают гвозди, скобы, шурупы, многие поддаются склеиванию обычными клеями для дерева. Некоторые композиты можно сваривать, подобно пластмассе. Возможно их гнутье в подогретом виде. Профили из ДПК могут эффективно комбинироваться с металлическими или стеклопластиковыми профилями (полосами, трубами, уголками, таврами и т.п.) для создания очень прочных и жестких конструкций. 3. Применение древесно-полимерных композитов Уникальные физико-химические и механические свойства древесно-полимерных композитов открывают целый ряд возможного применения изделий ДПК. ДПК уже широко применяются за рубежом для изделий, эксплуатируемых в уличных условиях (декинги, сайдинги, элементы кровли, ограждения, мостовые конструкции и причальные элементы, транспортные поддоны, садовая и парковая мебель и т.п.) Благодаря способности хорошо изгибаться в подогретом виде возможно получать не только прямые погонажные профили, но придавать им изогнутые формы. Это открывает практически бесконечные возможности использования данных материалов в архитектурном декоре, ограниченные лишь фантазией дизайнеров. ДПК уже используются в транспортном машиностроении: можно уверенно прогнозировать их применение в сельскохозяйственном производстве, в горном деле, а также во многих других сферах. Материалы ДПК стремительно завоевывают отрасли, где позиции дерева и пластика еще совсем недавно казались непоколебимыми. Среди них можно выделить: Декинг (Рис. 1) - Террасная доска (декинг - decking) - доска из климатически устойчивого материала, используют на открытых площадках и причалах, вблизи водоемов, во влажных помещениях, таких как бани и бассейны. Не требует защитных покрытий, не коробится, не гниет, не покрывается плесенью, не выгорает на солнце в течение многих лет, не имеет сучков и дефектов.   Рис. 1. Декинг Двери - Технология ДПК даёт возможность полностью производить дверные комплекты: дверные полотна, детали дверной коробки с их последующей механической обработкой и облицовкой шпоном или пленками. При этом при производстве дверей из ДПК требуется меньшее количество трудозатрат и технологических операций, чем при других способах производства дверей. Текстура дверей ДПК практически аналогична текстуре натурального дерева, но при этом такие двери не царапаются и не коробятся. Среди преимуществ дверей ДПК можно выделить влагостойкость, огнестойкость, отсутствие в составе фенол-формальдегидных смол. Подоконники - в сравнении с традиционным ПВХ профилем из ПВХ, профиль ДПК имеет более низкий коэффициент температурного расширения, меньшую хрупкость, и выше стойкость к царапанию. Садовая мебель - к этой группе изделий относятся: скамейки, беседки, террасные ограждения, заборные секции.. Планируя благоустройство приусадебной территории часто используют деревянные беседки, но при воздействии влаги и смене температурных условий доска имеет свойства раскалываться и гнить. Беседки из композитного материала не реагируют на смену климатических условий и не требуют ежегодного ухода.   Рис. 2. Применение в быту Сайдинг (Рис. 3) - Обладая хорошей стойкостью к перепадам температур, стойкостью при эксплуатации на открытом воздухе, ДПК отлично зарекомендовал себя в качестве материала для производства сайдинга и блокхауса.   Рис. 3. Сайдинг Мебель - ДПК – это экологически чистый, огнестойкий материал, легко поддается механической обработке и как следствие находит свое применение в производстве мебели. Сегодня материалы ДПК находят широкое применение в различных областях. Среди них: Строительные элементы
Автомобильные детали
Конструкционные элементы
Садовые конструкции
Элементы отделки, интерьера и декора
4. Получение древесно-полимерного композита. Основные методы получения ДПК Производство изделий ДПК как правило осуществляется в два этапа. Первичное сырье (полимер, древесная мука и комплекс добавок) совмещаются в процессе, называемом компаунирование. При этом происходит равномерное распределение древесины и добавок в расплаве полимера. В результате компаунидирования получаются гранулы ДПК, которые затем перерабатываются в изделие. Осуществлять переработку возможно большинством традиционных методов производства пластмассовых изделий. Это экструзия - продавливание расплава материала через канал с сечением конечной продукции и последующее охлаждение (таким образом производят листовые и профильные изделия); литье под давлением — впрыск расплава материала в холодную форму; а также термоформование из листа. На сегодняшний день самым крупнотонажным методом переработки ДПК является экструзия. Экструзия с предварительным компаундированием
Этот метод переработки предполагает производство гранулы ДПК, которая в последствии будет переработана в изделие. Древесный наполнитель (например, опилки) измельчается и тщательно высушивается. Гранулы полимера, подготовленная древесная мука и комплекс добавок в заданной пропорции тщательно перемешиваются в миксере. Готовая смесь поступает в бункер экструдера, проходит по обогреваемому рабочему цилиндру экструдера, где происходит ее плавление. Расплав проходит через пакет сеток по каналам экструзионной головки и выдавливается через отверстия экструзионной головки (фильеры) в виде цилиндрических стержней в камеру, в которой вращаются ножи. Ножи движутся со скоростью, обеспечивающей отрезание гранул заданной длины. Готовые гранулы охлаждаются и собираются в накопительную емкость. Производство изделий из ДПК на основе ПВХ позволяет обойтись без стадии гранулирования. Смесь для переработки можно подготовить используя двухстадийный турбосмеситель. В этом случае, порошек ПВХ, древесная мука, подготовленная соответствующим образом, и комплекс добавок загружаются в сектор горячего смешения турбомиксера. Смешение происходит при температуре около 100°С. Далее смесь поступает в зону холодного смешения, где происходит охлаждение композиции. Недостатком данного метода является короткий срок хранения такой смеси, в отличие от гранулы, смесь быстро «хватает» воду из атмосферы, в результате чего может потребоваться дополнительная сушка смеси перед переработкой. 2. Переработка гранул ДПК в изделие Экструзионная линия для изготовления профиля состоит из загрузочного устройства, экструдера, экструзионной головки, калибрирующей насадки, охлаждающей ванны, тянущего устройства, отрезного устройства и укладчика готового изделия. Гранулы или рабочая смесь подаются загрузочным устройством в бункер экструдера, где происходит плавление. Расплав выдавливается из экструдера через экструзионную головку (фильеру) в виде непрерывного профиля заданной конфигурации, захватывается тянующем устройством и протягивается через калибрирующую насадку, где профиль калибруется и частично охлаждается; затем профиль поступает в охлаждающую ванну, в которой он окончательно охлаждается. Далее профиль поступает на отрезное устройство, где отрезается на заданной длине, и продвигается на стол-укладчик. При необходимости придания профилю различной текстуры, в линию устанавливаются специальные теснильные валы, которые придают поверхности требуемый узор. При необходимости профиль ДПК ламинируется декоративной пленкой. Прямая экструзия Данный тип линий комплектуется экструдером с зоной предварительной пластикации, где происходит плавление полимера. Далее данный расплав поступает в основной рабочий цилиндр экструдера и продвигается шнеками к экструзионной головке. Древесный наполнитель и комплекс добавок поступают в основной цилиндр экструдера через многокомпонентный гравиметрический дозатор. В дозатор данные компоненты поступают из обычных емкостей с помощью вакуум загрузчиков, работу которых контролирует PLC. Формующие инструменты спроектированы и изготовлены, таким образом, что позволяют экструдировать профили с довольно высокими скоростями. Дополнительное преимущество данной технологии заключается в том, что предварительная пластикация термопласта при такой высокой температуре перед подачей в основной цилиндр экструдера позволяет значительно быстрее избавиться от влаги в древесном наполнителе, что значительно улучшает качество профилей. Используемые материалы В настоящее время на рынке существуют 3 разновидности древесно-полимерных композитов: ПЭ ДПК, ПП ДПК и ПВХ ДПК. В профильных изделиях большее распространение получили материалы на основе ПЭ и ПВХ. При этом изделия, изготовленные на основе ПВХ, имеют самые лучшие характеристики в сравнении с ПЭ и ПП по прочности, негорючести и т.д. Ниже приведена таблица 7 сравнения показателей ПЭ ДПК и ПП ДПК, кроме ПВХ ДПК, показатели которого лучше. Таблица 7 Таблица сравнения показателей ПЭ ДПК и ПП ДПК
Степень наполнения древесиной В настоящее время технологии ДПК позволяет производить профиль хорошего качества с содержанием древесины 30 - 80 %. Если используются ПЭ или ПП, рекомендуется гранулировать смесь сырья. Это позволит обеспечить равномерную экструзию и гладкость поверхности профиля. В случае использования ПВХ, этап грануляции необязателен в технологическом процессе производства. Требования к древесному порошку Существуют определенные требования к древесному порошку: дисперсность должна быть порядка 60-80 меш (число отверстий на линейный дюйм) . При использовании более крупных частиц могут возникать трудности в контроле качества производства, что повлияет на качество поверхности и сечения профиля. При возможности приобретения древесного порошка надлежащего качества можно использовать одностадийную технологию производства. В случае если нет поставщика готового древесного порошка, то необходимы две стадии технологического процесса, первая из которых будет стадия подготовки древесного порошка. Порошок также должен быть соответствующе просушен до поступления в экструдер, иначе могут возникать проблемы с пенообразованием, опалением и вскипанием в цилиндре экструдера. Технологические добавки Для производства также используются некоторые добавки для обеспечения хорошей экструзии и формования. Добавки необходимы для обеспечения совместимости полимера с древесным порошком, снижения трения между экструдируемой массой и рабочими механизмами, для улучшения текучести и т.п. 5. Технологии производства изделий из ДПК Формование из компаунда Основным направлением в технологии производства этих изделий является формование, которое может осуществляться несколькими описанными ниже способами. ДПК изготавливаются из компаунда, состоящего из смеси древесных частиц, термопластичного полимера и небольшого количества функциональных и технологических добавок. Компаунд для формования подготавливается заранее или смешивается непосредственно в ходе технологического процесса формования. Во время формования полимер, содержащийся в компаунде, размягчается под действием температуры и становится пластичным, что позволяет придавать компаунду самые разнообразные геометрические формы. Специальные технологические добавки, вводимые в компаунд, улучшают пластические свойства и текучесть рабочей смеси и облегчают протекание процесса. Высокая пластичность древесно-полимерного компаунда дает возможность осуществлять производство изделий несколькими индустриальными методами. Компаундирование В технологии производства изделий из композиционных материалов компаундирование, как правило, имеет ключевое значение. Целью этой операции является получение плотной однородной структуры композита. В силу некоторых особенностей химической структуры ДПК тщательное компаундирование играет важнейшую роль в обеспечении прочности и долговечности производимых изделий. Частицы древесины полярны, а молекулы термопластичных полимеров не всегда полярны. При этом каждая частица древесины должна покрыться тонкой пленкой смолы, а необходимые функциональные и технологические добавки должны быть равномерно распределены в полимерной матрице. Процесс компаундирования (рис.8.) происходит в горячем виде при перемешивании подогретых древесных частиц, расплавленной базовой смолы и необходимых добавок. Компаундирование должно производиться максимально быстро и достаточно деликатно во избежание механических разрывов полимерных цепочек и термоокислительной деструкции полимера и древесины. При производстве ДПК компаундирование может реализовываться с использованием разнообразных смесителей и компаундеров. Чаще всего для этого применяют двухшнековые экструдеры и термокинетические миксеры. Готовый компаунд обычно поставляется в виде гранулята, удобного для хранения, транспортировки и дальнейшей переработки. В компаундировании весьма важным является точное дозирование компонентов рабочей смеси, которое целесообразно осуществлять автоматизированным весовым способом. Прессование Прессование изделий из ДПК проводится в стандартных гидравлических прессах или специальных прессовых установках. Могут быть получены листовые изделия, бруски и детали более сложных форм. Используется предварительно приготовленный древеснополимерный компаунд, например в гранулированном виде. 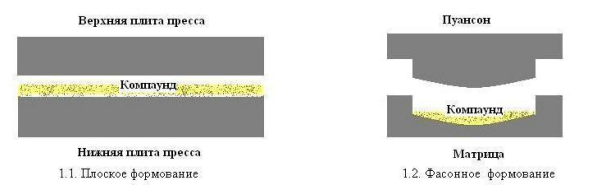 Рис. 8. Принципиальная схема процесса прессования изделий из ДПК из гранулированного компаунда Прессование осуществляется при температуре, обеспечивающей достаточную пластичность полимерной матрицы (130–180оС). Изделия извлекаются из прессформы после остывания до температуры ниже температуры размягчения полимера. Этот метод часто применяется в лабораторных опытах, но в производстве термопластичных ДПК большого распространения пока не получил. Заметим, что прессование широко используется в промышленности при формовании древесных композитных материалов на основе термореактивных смол (например, бакелита, древесностружечных и древесноволокнистых плит). Достоинством этого метода является относительная простота получения изделий большой площади (до нескольких квадратных метров), включая детали довольно сложных геометрических форм. Прокатка Метод прокатки (рис. 9.) реализуется на специальных прессовых установках непрерывного действия. Транспортировка компаунда внутрь пресса и вынос готового листа осуществляется при помощи бесконечных стальных лент, перемещаемых внутри плит пресса. 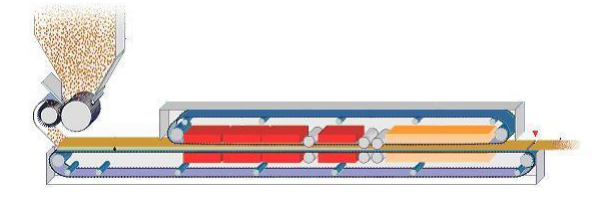 Рис. 9. Принципиальная схема прокатки листовых материалов из ДПК Литье под давлением Литье под давлением (рис. 10.) является широко распространенным способом промышленного изготовления изделий сложных геометрических форм из термопластичных материалов. Этот метод реализуется при помощи специальных литевых машин, т. н. термопласт-автоматов. В термопласт-автомате разогретый компаунд подается в закрытую прессформу посредством поршня, но чаще — шнекового нагнетателя, создающего достаточно высокое давление 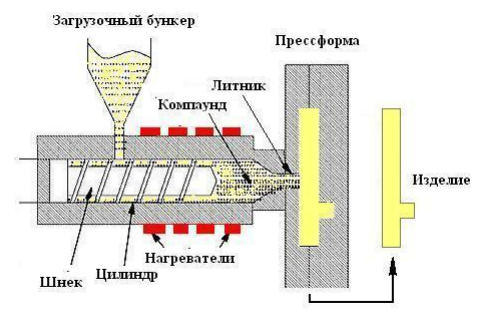 Рис. 10. Принципиальная схема работы термопласт-автомата Литье под давлением — способ изготавливать как небольшие, так и крупногабаритные детали, например, элементы дверных коробок длиной более 2 м. Размеры получаемых изделий лимитируются параметрами пресс-формы и мощностью литьевой машины. Этим методом перерабатывается сейчас примерно 15% от всех термопластичных ДПК — например, для производства кровельных изделий, соединительных и декоративных элементов в баллюстрадах, мебельных деталей и др. Литье является одним из наиболее перспективных способов изготовления изделий из ДПК, т. к. подходит для массового производства продуктов самого широкого назначения: деталей машин и механизмов, сантехники, архитектурного декора, игрушек и других товаров народного потребления, включая мебель, мебельные детали и мебельную фурнитуру. Экструзия Метод экструзии широко применяется при выработке полимерных листов и пленок, но особенно эффективен для выпуска труб и профильных деталей. В настоящее время экструзия является основным способом переработки термопластичных ДПК. Экструзия фактически представляет собой процесс непрерывного литья под давлением в бездонную пресс-форму, позволяющую получать изделия бесконечной длины. Для экструзии можно использовать заранее приготов- ленный гранулированный компаунд. Однако в последнее время в экструзии ДПК становятся популярными специальные экструзионные установки для т. н. прямой экструзии. В установку для прямой экструзии подаются все необходимые компоненты смеси (измельченная древесина, базовая смола, технологические и функциональные аддитивы), которые тщательно смешиваются в ходе вращения шнеков экструдера и затем выдавливаются через фильеру. Возможно использовать технологию экструзии для получения и продольно-армированных изделий, таких как металло-древесно-полимерные трубы или продольно-армированные профили. В отрасли переработки пластмасс такой вид экструзии называется пултрузией. Но пока такие вопросы только исследуются. Повторное термическое формование Этот метод позволяет изменить форму изделия, уже изготовленного из термопластичного композита (листа, трубы, профиля). При повторном формовании изделие подогревается в печи или в специальной установке до температуры размягчения композита (но не до его расплавления), а затем деформируется при помощи специальной оснастки. Данный метод чаще всего применяется для получения тонкостенных изделий довольно сложных форм из листового ДПК (например при помощи вакуумформовочной оснастки), в частности, в автомобильной промышленности. Также горячее тиснение становится одним из важных способов декорирования профильных изделий, полученных методом экструзии. В этом случае тиснение поверхностной более или менее глубокой текстуры или другого декора производится проходным методом на тиснильных станках вальцового типа. Последующее термоформование начинают также использовать в конструкциях мебели. При необходимости повторное термоформование может быть сопряжено с облицовыванием шпоном, декоративной пленкой, тканью, нетканым полотном, кожей и т. д. Горячее гнутье профильных элементов используют и в строительстве, например, для гнутья перил, арочных конструкций, досок пола, труб и других профильных элементов. Ротационное формование В последнее время проводятся опыты по ротационному формованию изделий из ДПК. Эта технология предполагает, что компаунд распределяется внутри вращающейся горячей формы исключительно под действием центробежных сил. Достоинством при этом является возможность получения крупногабаритных пустотелых изделий с применением относительно легкой и недорогой оснастки. Это могут быть бочки, изделия мебели, строительные блоки и т. п. Скорее всего, очень интересным направлением в повторном термоформовании изделий из ДПК может стать технология раздува, при помощи которой можно получать тела вращения сложных геометрических форм (столбики, балясины, ножки для столов, диванов и кресел и т. п.). Список литературы 1. Клесов А.А. Древесно-полимерные композиты. – СПб.: Научные основы и технологии, 2010. – 736 с
|