курсовая работа ферма. Записка. Е. О. Патона ан усср. Здесь были успешно проведены исследования характеристики источников тока для сварки в углекислом газе, разработаны новые типы аппаратов и выпрямителей для сварки тонкой электродной проволоки
 Скачать 201 Kb. Скачать 201 Kb.
|

 Введение Развитие многих отраслей промышленности во многом зависит от успехов сварочной науки и техники. Сварка является одним из ведущих технологических процессов в промышленности, строительстве и судостроении, в машиностроительной промышленности, энергетическом химическом и нефтяном машиностроении в авиа и ракетостроении и т.д. Сварка надежно и прочно вошла в жизнь наших заводов, фабрик, строек, благодаря ценным качеством, простоте процесса, высокой прочности сварных соединений, широким возможностям, экономичности и высокой производительности. Идея Н.Н. Бенардоса выполнить сварку в потоке защитных газов, не допускающих воздействия воздуха на расплавленную сварочную ванну, не была осуществлена при его жизни. В 1934 – 1952 гг. началось изучение дуги, горящей в защитных газах – водороде, аргоне, углекислом газе и др., которыми металл шва защищался от вредного влияния азота и кислорода воздуха. В 1950 – 1952 гг. в ЦНИИТ маши К.В. Любавским и Н.М. Новожиловым, впервые был разработан способ сварки сталей плавящимся электродом в атмосфере углекислого газа. При сварке этим способом низкоуглеродистых, низколегированных и высоколегированных сталей можно получать плотные безпористые швы. Особенностью этого способа является то, что окислительные свойства углекислого газа компенсируются наличием в электродной проволоки элементов раскислителей – кремния и марганца. Большую роль в быстром и широком развитие сварки в углекислом газе и внедрение ее в производство сыграл институт электросварки имени Е.О. Патона АН УССР. Здесь были успешно проведены исследования характеристики источников тока для сварки в углекислом газе, разработаны новые типы аппаратов и выпрямителей для сварки тонкой электродной проволоки. 1 Технологическая часть 1.1Описание конструкции изделия Ковш - самое распространенное рабочее оборудование гидравлических экскаваторов. Ковш состоит из задней стенки, двух боковых стенок, передней стенки с козырьком и зубьев (или коронок), а также адаптера для присоединения рукояти и тяги экскаватора. Все детали ковша соединены между собой сваркой. Задняя стенка скруглена, чтобы избежать трения о грунт при повороте ковша. Ковши различаются по назначению (по типам): усиленные, скальные, планировочные, траншейные, профильные, зачистные, погрузочные и т. д. На одну и ту же модель экскаватора могут устанавливаться ковши разной вместимости, конфигурации и конструкции. Согласно требованиям к условию эксплуатации, ковш должен обладать такими свойствами как: прочность, длительные условия эксплуатации, повышенная твердость и устойчивость к повреждениям. Поэтому для его изготовления применяется сталь Ст20, которая полностью соответствует требованиям к условию эксплуатации. 1.2 Характеристика основного металла Сталь Ст20 – относится к среднеуглеродистым, спокойным сталям. Работает при температурах от -40°С до +350°С. В основном ее применяют в несущих элементах сварных и не сварных конструкциях, а так же в различных деталях. Сталь Ст20 менее склонна к старению. По мере увеличения углерода возрастает доля цементита в структуре, в результате чего повышается прочность, но снижается пластичность, а иногда и вязкость. Таблица 1 – Химический состав, %
Таблица 2 – Механические свойства
Свариваемость – без ограничений. Склонность к отпускной хрупкости – не склонна. Флокеночувствительность – не чувствительна. 1.3 Особенности свариваемости основного металла Свариваемость – это свойства металла или сочетания металлов обрабатывать, при установленной технологии сварки, соединение, отвечающее требованиям обусловленные конструкцией и эксплуатацией изделия. Сталь Ст20 обладает хорошей свариваемостью. Технология сварки должна обеспечить определенный комплекс требований, основные из которых – обеспечение надежности и долговечности конструкции. Важное требование при сварке стали Ст20 – обеспечение равнопрочности сварного соединения и отсутствие дефектов в сварном шве. Технология должна обеспечить максимальную производительность и экономичность процесса сварки при требуемой надежности конструкции. Легируемые элементы оказывают, существенное влияние на показатели свариваемости стали. Увеличение содержания элементов, повышающих закаливаемость, сопровождаются снижением сопротивления сварных соединений образованию холодных трещин. Элементы, упрочняющие твердый раствор, способствуют, как правило, снижению ударной вязкости металла в околошовном участке зоны термического влияния сварных соединений. Одним из технологических средств, снижающих вероятность появления холодных трещин, является предварительный и сопутствующий подогрев. Для определения температуры подогрева стали с целью предотвращения образования холодных трещин в зависимости от содержания в ней химических элементов и толщины проката можно воспользоваться графиками. 1.4 Металлургические процессы при сварке Металлургический процесс – это процесс электрической сварки плавлением характеризуется химическими реакциями, которые возникают между расплавленным металлом и окружающей его средой. При переносе металла с электрода в сварочную ванну капли и поры электродного металла, нагреваются до высоких температур, взаимодействуют с газовой средой и жидким шлаком. При сварке в углекислом газе газ оттесняет от правильной зоны окружающий воздух и защищает расплавленный металл только от азотирования. За счет углекислого газа и кислорода, выделяющегося в высокотемпературном участке зоны сварки при диссоциации углекислого газа, металл активно окисляется. Непрерывный уход активных раскислителей в процессе сварки и кристаллизации в атмосферу и шлак приводит к заметному уменьшению их в металле шва, поэтому при сварке в углекислом газе из – за протекания реакции окисления углерода в кристаллизационной части ванны швы получаются пористыми. Для подавления реакции применяют проволоку содержащую кремний и марганец маркой Св – 08Г2С. В этом случае наплавленный металл получается хорошо раскисленным при достаточном содержании кремния и марганца и с высокими прочностными и пластическими свойствами. При сварке стали Ст20 количество азота в защитной среде не должно превышать 0,5%. Углекислый газ активно окисляет металл шва, однако, связывая водород, он уменьшает склонность к образованию пор при сварке, стали Ст20. 1.5 Способ сварки изделия Для сварки стали Ст20 рекомендуют автоматическую сварку в среде углекислого газа, так как этот способ обеспечивает хорошее качество сварного соединения, высокую производительность и экономичность процесса. 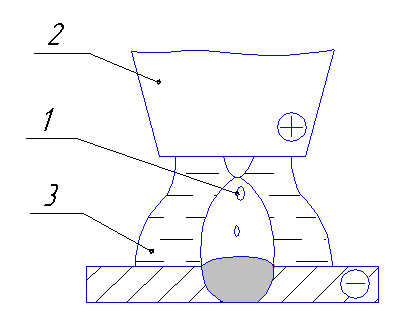 Рисунок 1 – Схема способа сварки В соответствии с рисунком при сварке в зону дуги 1 через сопло 2 непрерывно подается защитный газ 3. Теплотой дуги расплавляется основной металл. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов. Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. В качестве защитного газа применяют активный газ – углекислый газ. По отношению к электроду защитный газ можно подавать центрально или сбоку. Сбоку газ подают при больших скоростях сварки плавящимся электродом, когда при центральной защите надежность защиты нарушается из-за обдувания газа неподвижным воздухом. Сквозняки или ветер при сварке, сдувая струю защитного газа, могут резко ухудшить качество сварочного шва или соединения. По сравнению с другими способами сварки в защитных газах обладает рядом преимуществ: 1) высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины; 2) возможность сварки в различных пространственных положениях; 3) возможность визуального наблюдения за образованием шва, что особенно важно при полуавтоматической сварке; 4) отсутствие операций по засыпке и уборке флюса и удалению шлака; 5) высокая производительность и легкость механизации и автоматизации; 6) низкая стоимость при использовании активных защитных газов. 1.6 Методы подготовки кромок перед сваркой. Обработка швов после сварки 1.6.1 Метод подготовки кромок перед сваркой Поверхность деталей имеют различные загрязнения: масло, окалины, оксидные пленки. Для удаления загрязнений применяют зачистку кромок. Зачистку производят с помощью пневматической шлифовальной машины ПШМ-08-60. Таблица 3 – Технические данные ручной пневматической шлифовальной машины
После зачистки кромок для удаления жировых веществ производят обезжиривание бензином, ГОСТ 7848-74. 1.6.2 Обработка швов после сварки После сварки производят зачистку сварного шва от шлаковой пленки и дальнейший контроль внешним осмотром. Зачистка производится пневматической шлифовальной машиной ПШМ-08-60. 1.7 Сварочные материалы 1.7.1 Присадочная проволока Проволока поступает в бухтах с металлической биркой. Бухты должны иметь герметичную упаковку, так как на процесс сварки в защитном газе влияет состояние поверхности проволоки, наличие на ней различного рода загрязнений, ржавчины. На металлической бирке указывается марка проволоки, завод изготовитель, номер плавки.Перед применением проволока проходит внешний осмотр (должна быть чистая и выправленная) при необходимости производят ее очистку механическим или химическим путем. Для стали Ст20 применяют кремнемарганцевую проволоку типа Св-О8Г2С для сварки в углекислом газе. Омедненная сварочная проволока. Слой меди толщиной от 0,3 до 0,9 мм, нанесенный на поверхность стальной проволоки, обеспечивает хороший электрический контакт проволоки в токоведущем мундштуке сварочного аппарата. Это позволяет стабилизировать режим сварки и качество сварных швов. Таблица 4 – Содержание элементов в сварочных проволоках по ГОСТ 2246-70,%
1.7.2 Защитные газы Рекомендуют применять углекислый газ высшего сорта ГОСТ 8050-76, так как этот газ экономичен, обеспечивает хорошую защиту от окружающей среды и обеспечивает хорошее качество сварного соединения. Двуокись углерода или углекислый газ (СО2) – газ бесцветный, со слабым кислым запахом, хорошо растворяется в воде. Его плотность при нормальных условиях составляет 1,96 кг/м3. Газ поставляется централизованно под давлением от 0,1 до 1,6 Мпа. Углекислый газ при сварке вступает в химические реакции с жидким металлом. При этом происходят процессы окисления, раскисления, рафинирования, дегазации металла, от которых в решающей степени зависит качество сварных швов и соединений. Таблица 5 – Состав углекислого газа
1.8 Напряжение и деформация при сварке, меры борьбы с ними Расширение и сокращение металла от неравномерного нагрева или охлаждения, а так же от структурных превращений образуют так называемые собственные или внутренние деформации и напряжения при сварке. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры. Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями. Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании. Затрудненность расширения и сжатия металла обусловлена тем, что нагретый участок со всех сторон окружен холодным металлом, размеры которого не претерпевают никаких изменений. Реактивные остаточные напряжения возникают в связи с дополнительным закреплением свариваемых деталей (в приспособлении, при жестком закреплении и т. п.), также препятствующим нормальному протеканию процессов расширения и сжатия. Реактивные напряжения характеризуются неуравновешенной эпюрой напряжений. Чтобы избежать деформаций сварку ведут с прихваткой, в зажимных устройствах и проводят после сварочную ТО для снятия напряжений. 1.9 Контроль качества сварного изделия Для контроля качества сварного шва применяется рентгеновский метод контроля, т.к. он хорошо выявляет дефекты. Метод просвечивания рентгеновскими лучами металлов основан на свойстве рентгеновских лучей неодинаково поглощаться различными средами. Чем больше плотность металла, тем больше количество рентгеновских лучей поглотится в нем. Рентгеновские лучи, проходящие в направлении сварного шва с дефектом (поры шлаковые включения, трещины), поглощаются в меньшей степени, чем лучи, прошедшие в направлении основного металла. С возрастанием толщины металла, подвергаемого просвечиванию, интенсивность лучей падает. Различают два способа просвечивания: визуальный (наблюдение на экране) и фотографический метод (съемка). Наиболее целесообразно пользоваться вторым методом, так как чувствительность пленки значительно выше чувствительности светящегося экрана, а поэтому можно получить более точные результаты. Хорошо выполненный сварочный шов имеет плавный переход к основному металлу без подрезов и непроваров, так же равномерную ширину и высоту на всей длине. 2 Оборудование, оснастка и приспособление 2.1 Сварочное оборудование 2.1.1 Сварочная головка ГСП – 2 Головка предназначена для автоматической сварки продольных швов стальных изделий плавящимся электродом в защитной среде углекислого газа. Условия эксплуатации: закрытые помещения с температурой от 5 до 35оС и относительной влажностью не более 85%. Головка состоит из каретки, рейки, механизмов вертикального и поперечного перемещения горелки, двух механизмов подачи электродной проволоки, горелки, кассеты и распределительной коробки. Поворот изделия осуществляется автоматически на кантователе, который механически связан со сварочной головкой. Весь цикл сварки происходит автоматически. Таблица 6 – Техническая характеристика сварочной головки ГСП – 2
2.1.2 Источники питания Для сварки в углекислом газе стали обыкновенного качества рекомендуется применять выпрямитель ВДГ-503. Выпрямитель типа ВДГ-503 обеспечивает плавное регулирование выходного напряжения и его стабильность при отклонении напряжения сети. Для повышения технико-экономических показателей в выпрямителе ВДГ-303 помимо основных установлены специальные блоки: блок коррекции сварочного типа БКТ, блок сравнения напряжений БСН и блок усилителя – формирователя управляющих сигналов БУФ. Таблица 7 – Техническая характеристика ВДГ – 503
2.1.3Расчет режима работы источника питания При выборе оборудования необходимо произвести проверку на возможность его эксплуатации при сварке конкретного шва без перегрева по условию Iсв ≤ Iдоп. (1) где Iсв – сварочный ток, А; Iдоп. – допустимый ток при требуемом режиме работы, А Iдоп.= Iном. где Iдоп – номинальный ток сварки источника питания, А; РРном– номинальный режим работы источника питания, %; РРтр – требуемый режим работы источника питания по режиму сварки, % РРтр = (tн.тр/tц,)*100% (3) где tн.тр – время сварки одного шва, мин; tц – время цикла источника питания, мин РРтр = 4/10*100% = 40 % Iдоп.= 280 По формуле (1) 280 ≤ 336 2.2 Сборочно-сварочное оборудование К сборочно - сварочным приспособлениям предъявляются целых ряд требований: -удобство в эксплуатации; -обеспечение заданной последовательности сборки и наложения швов в соответствии с разработанным технологическим процессом; -обеспечение заданного качества сварного изделия; -возможность использования при конструировании и изготовлении сварочных приспособлений типовых деталей, узлов и механизмов; -обеспечение сборки быстрого отвода тепла от места сварки для уменьшения коробления, заданного узла поворота изделия, свободной установки и съема изделия, свободного доступа для осмотра, наладки и контроля; -технологичность деталей и узлов приспособления, а также приспособления в целом; -использование механизмов для загрузки, подачи и установки деталей, снятие, выталкивание и выгрузку собранного изделия, применение других средств комплектности механизации. Сварочная оснастка должна обеспечивать: -пространственное размещение деталей в свариваемом узле, исключая операцию подгонки; -точность сборки в пределах установленных чертежа допусков; -доступ к местам прихватом и сварки; -соблюдение заданного размера между кромками свариваемых изделий; -надежное закрепление свариваемого изделия силовыми прижимами; -возможность сварки в нижнем положении; -элементы сборочно-сварочных приспособлений должны быть достаточно прочными и жесткими. Стенд состоит из: рамы 2, гидроцилиндров, наклонной плиты 9. Рычаг для перепускания масла в гидроцилиндры 14. Балки, служащей для направления движения сварки 5. Разводки трубопроводов. Сварочной головки ГСП-2 6. Медной подкладки, служащей для принудительного формирования обратной стороны шва (рисунок -2).  Рисунок 2 - Стенд сборки и автоматической сварки ковша экскаватора 2-рама; 9-наклонная плита; 14-рычаг перепускания масла в гидроцилиндры; 5-балка; 6-сварочная головка ГСП-2 2.3 Транспортное оборудование 2.3.1 Мостовой кран В качестве транспортного оборудования в заводских условиях применяются мостовые краны, которые являются универсальном транспортно-подъемным средствам. Кран опирается четырьмя колесами на подкрановые пути установленные на колоннах цеха и передвигается по ним вдоль всего пролета цеха (у тяжелых кранов от 2до 16 колес) кран грузоподъемностью от15 до 25т, оборудованы 2двумя механизмами подъема. Таблица 8 - Техническая характеристика мостового крана
 Рисунок 3 - Мостовой кран Заключение При разработке курсового проекта были подобраны оборудование и материалы для изготовления кожуха лопаты экскаватора необходимо было улучшить и механизировать производство изделия. Для механизации и автоматизации процесса сварки в проекте предусмотрены сборочно-сварочные приспособления для закрепления и перемещения изделия с необходимой скоростью в процессе сварки. Это значительно облегчает труд рабочих, повышает качество сварки и снижает трудоемкость изготовления изделия. Список используемых источников 1. Виноградов В.С. Электрическая дуговая сварка : учебник для нач. проф. образования/ В. С. Виноградов. -- 4-е изд., стер. -- М. Издательский центр «Академия», 2010. -- 320 с. ІЅВN 978-5-7695-7319-4 2. Чернышов Г.Г. Технология электрической сварки плавлением : учебник для студ. учреждений сред. проф. образования / Г.Г.Чернышов. — 2-е изд., перераб. — М. : Издательский центр «Академия», 2010. — 496 с. ISBN 978-5-7695-6840-4 4. Маслов В. И. Сварочные работы : учебник для нач. проф. образования В. И. Маслов. — 9-е изд., перераб. и доп. — М. : Издательский центр «Академия», 2012. — 288 с. ISBN 978-5-7695-6467-3 5. Овчинников В.В. Контроль качества сварных соединений: учебник для студентов учреждений СПО.- М.: Издательский центр «Академия», 2012- 256с.; 6. Маслов Б.Г., Выборнов А.П. Производство сварных конструкций -М.: Издательский центр «Академия», 2013. 7. Лихачев В.И. Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства 8. Хромченко Ф.А. Сварочное пособие электросварщика –ООО Феникс, 2011-332с. 9. А.М. Ибрагимов В.С. Парлакшевич Сварка строительных металлических конструкций 10. 2. А.В. Верховенко, А.К. Тукин – Справочник сварщика – 2-е изд. Перераб. и доп.- Мн.: Выш. Шк., 1990. – 480 c.: ил ISBN 5-339-00463-5 11. М.М. Костоломов, Е.Т. Долбенко, Ю.В. Каширский – Марочник Сталей и сплавов. М.: Машиностроение, 2001. 672c.:илл. ISBN 5-217-02992-712. В.С. 12. Милютин, М.П. Шалимов, С.М. Шанчуров Источники питания для сварки Издательский центр высшее образование 13. Э.Л. Макаров, Б.Ф. Якушин - Теория свариваемости сталей и сплавов. Изд-во МГТУ им. Баумана, 2014. – 478c. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||