ТОКАРНАЯ ОБРАБОТКА. Электронный образовательный текстовый ресурс
 Скачать 0.86 Mb. Скачать 0.86 Mb.
|

Средства визуализации и отладкиЗапуск проекта производится нажатием кнопки «Старт» на панели «Симуляция» (рис. 5.27). 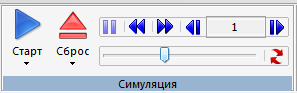 Рис. 5.27. Панель «Симуляция» При повторном запуске проекта необходимо восстановить исходное состояние нажатием кнопки «Сброс». Режимы визуализации выбираются на панели «Режимы». а) Режим «Резать» / «Не резать» 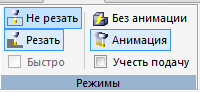 Кнопки включения режимов «Резать» / «Не резать» расположены на панели Режимы (рис. 5.28). Кнопки включения режимов «Резать» / «Не резать» расположены на панели Режимы (рис. 5.28).Рис. 5.28. Панель Режимы 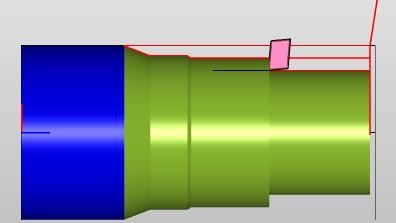 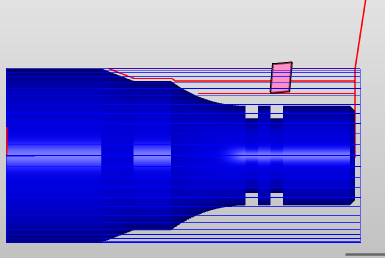 В режиме «Резать» имитируется удаление металла, в режиме «Не резать» – только траектория инструмента (рис. 5.29). В режиме «Резать» имитируется удаление металла, в режиме «Не резать» – только траектория инструмента (рис. 5.29).Рис. 5.29. Особенности отображения режимов б) Режим «Анимация»/ «Без анимации». В режиме «Анимация» симулируются перемещения в каждом проходе, в режиме «Без анимации» – только траектория инструмента и конечный результат обработки (рис. 5.30). 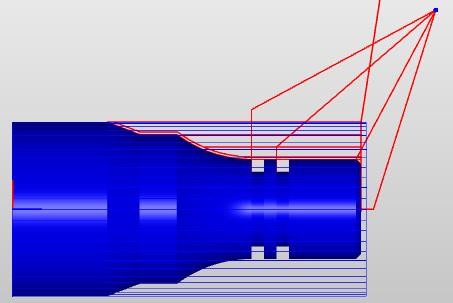 Рис. 5.30. Траектория инструмента и результат обработки в) Скорость перемещения инструмента при симуляции устанавливается включением/выключением «Учесть подачу». В режиме «Учесть подачу» скорость перемещения инструмента (подача) берется из программы. Если режим «Учесть подачу» выключен, скорость демонстрации устанавливается перемещением бегунка на панели «Симуляция». Сохранение и загрузка проектаСозданный проект можно сохранить полностью со всеми входящими в него данными – деталью, заготовкой, инструментом, станком и т. д. Файл проекта сохраняется с расширением ncm. При дальнейшей работе над проектом достаточно загрузить этот файл. Все исходные данные будут восстановлены. 6. ВАРИАНТЫ ЗАДАНИЙДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ Исходные данныеДеталь «переходник». Материал сталь 40 ГОСТ 1055-88. Заготовка: простой сортовой прокат круглого сечения. Работа выполняется по вариантам. 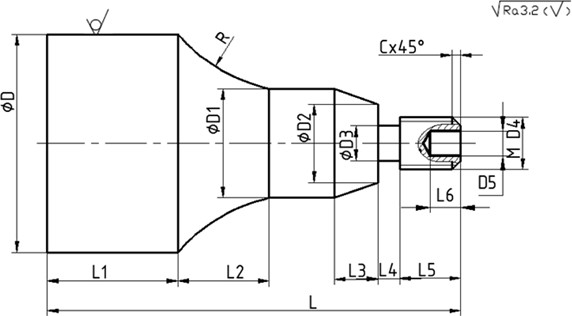 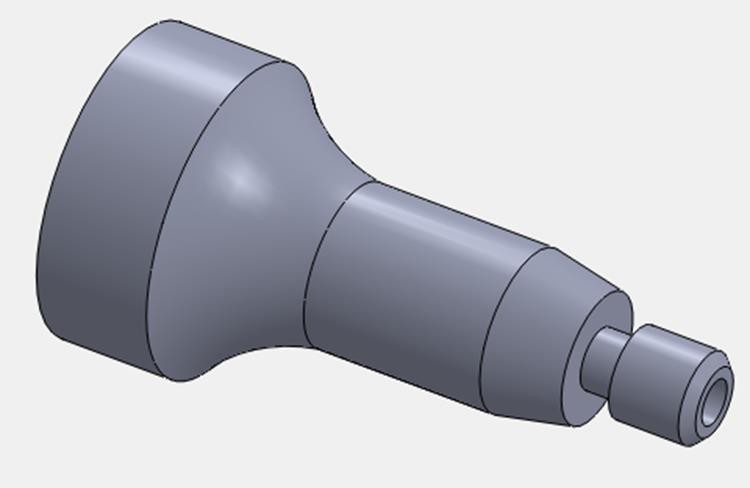 Таблица технологических данных
Припуск на чистовую обработку – 0.5 мм.
Для четных номеров вариантов реализовать схему черновой обработки «петля с подборкой». Для нечетных номеров вариантов реализовать схему черновой обработки «петля с зачистным проходом». |