ТОКАРНАЯ ОБРАБОТКА. Электронный образовательный текстовый ресурс
 Скачать 0.86 Mb. Скачать 0.86 Mb.
|

Структура программыУправляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30. Каждый кадр программы представляет собой один шаг обработки и может начинаться с номера кадра (N1...N10 и т. д.), а заканчиваться символом конец кадра (;). Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т. д.). Слово состоит из символа (код или адреса) и цифры, представляющее арифметическое значение. Схематично любую управляющую программу можно представить в виде следующих областей (рис. 2.1).         Рис. 2.1. Структура управляющей программы Строка безопасностиСтрокой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой. Используют для предотвращения отрицательного влияния внештатных ситуаций, когда какой-либо ненужный модальный G код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, находящаяся обычно в начале УП или после кадра смены инструмента, позволяет «восстановить» забытые G коды и выйти в нормальный режим работы. Как правило, строка безопасности содержит коды G18, G21, G40, G49, G54, G80, G90. Программирование перемещенийПри программировании за основную принимают точку начала системы координат детали 𝑊, организуя относительно ее всю УП. Нулевая точка детали 𝑊 (нуль детали) – точка на детали, относительно которой заданы ее размеры. На чертеже ноль детали обозначается символом Начало системы координат 𝑊 определяется технологом-программистом, исходя из анализа чертежа детали с учетом: геометрии заготовки, простановки размеров, описывающих ее контур; базирования заготовки на станке и технологии её обработки; удобства размерной настройки инструментов. При токарной обработке чаше всего за начало координатной системы программы принимают базовую точку детали на базовом торце. Для токарной обработки на станке с ЧПУ наиболее распространенной является плоская прямоугольная система координат заготовки, оси которой обычно называются 𝑋 и 𝑍 (G18). В этой системе осью 𝑍 является ось главного шпинделя станка, при этом положительным направлением оси 𝑍 является направление от места крепления заготовки в шпинделе к режущему инструменту. Ось 𝑋 расположена перпендикулярно оси 𝑍, а ее положительное направление зависит от положения инструмента относительно оси 𝑍 (рис. 2.2). Но в любом случае положительным направлением оси 𝑋 является перемещение, при котором инструмент отдаляется от заготовки. 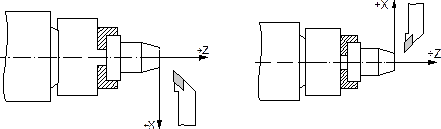 Рис. 2.2. Система координат токарного станка Положение и перемещение объектов при программировании обработки может быть использован одним из способов отсчета координат: абсолютный и относительный (в приращениях). Большинство программ обработки создается в абсолютных координатах. 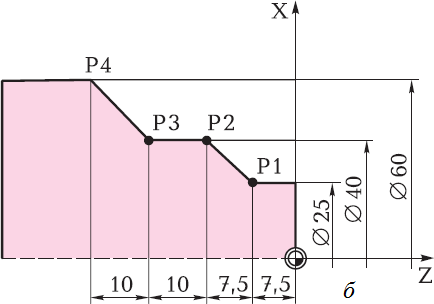 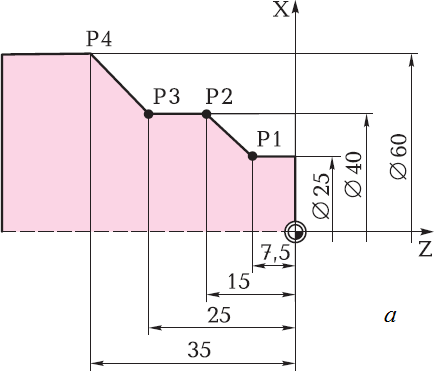 Рис. 2.3. Относительная и абсолютная системы отсчета [2] |