ТОКАРНАЯ ОБРАБОТКА. Электронный образовательный текстовый ресурс
 Скачать 0.86 Mb. Скачать 0.86 Mb.
|

Схемы черновой обработкиТиповые схемы переходов. На рис. 1.3 показаны типовые схемы черновых переходов токарной обработки основных поверхностей. Схема «петля» характеризуется тем, что по окончании рабочего хода инструмент отводится на небольшое расстояние (около 0,5 мм) от обработанной поверхности и возвращается во время вспомогательного хода назад. Эту схему наиболее часто применяют при обработке открытых и полуоткрытых зон. Схема «виток» («зигзаги») предусматривает работу инструмента на прямой и обратной подаче и может быть реализована в зонах обработки всех видов. Схема «спуск» характерна тем, что припуск снимается при радиальном перемещении резца. Наиболее часто эту схему используют при черновых переходах для закрытых зон. 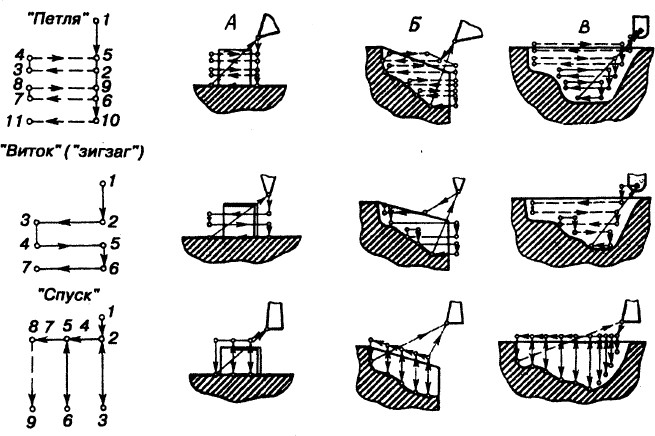 Рис. 1.3. Типовые схемы переходов при черновой обработке основных поверхностей: А– открытая зона, Б– полуоткрытая зона, В– закрытая зона [4] Особое внимание следует уделять выбору схем для полуоткрытых зон, так как они наиболее часто встречаются при токарной обработке. Помимо простейших схем, приведенных на рис. 1.3, для них находят применение и более сложные. А) Черновая схема сподборкой (рис. 1.4, а) После прямолинейного рабочего хода инструмент, согласно УП, движется вдоль чернового контура детали (вплоть до уровня предыдущего прохода), срезая при этом оставшийся материал. Б) Черновая схема с получистовым (зачистным) проходом (рис. 1.4, б) После выполнения последнего (или предпоследнего) чернового хода инструменту задают движение вдоль контура детали; осуществляется получистовой ход, при котором на контуре срезаются все гребешки и остатки металла.  Рис. 1.4. Схемы черновой обработки [4] Последовательность обработки заготовокОбщая последовательность обработки заготовок на токарном станке с ЧПУ: подрезание торца; центрование (если сверло имеет диаметр меньше 20 мм); сверление; черновая обработка основных поверхностей; черновая обработка дополнительных поверхностей; чистовая обработка этих же дополнительных поверхностей, т. к. она может выполняться, как правило, тем же инструментом, что и черновая обработка; чистовая обработка дополнительных поверхностей, не требующих черновой обработки; чистовая обработка основных поверхностей; отрезка детали. При обработке основной поверхности применяют черновые и чистовые резцы. Канавки сплошной формы обрабатывают по типовой программе за несколько ходов. Схему обработку выбирают с учетом глубины и ширины канавки. Применяют канавочные проходные резцы и многоступенчатую обработку. |