ТОКАРНАЯ ОБРАБОТКА. Электронный образовательный текстовый ресурс
 Скачать 0.86 Mb. Скачать 0.86 Mb.
|

Верификация программПосле создания управляющей программы с помощью её надо проверить на предмет правильности траектории движения рабочего инструмента. Для проверки программ применяется верификация. Технология верификации заключается в демонстрации процесса обработки с визуализацией удаления материала. Верификация дает возможность просмотреть сам процесс и окончательный результат исполнения рабочей программы в виде модели готовой детали. Верификация позволяет удостовериться в том, как выполнены отдельные участки технологического процесса детально, при этом можно увидеть необработанные участки и скорректировать требуемые параметры. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫПостроить по размерам для данного варианта в системе AutoCAD верхнюю половину контура (без отверстия). Контур должен быть единой замкнутой полилинией. Начало контура (крайнюю левую нижнюю точку) поместить в начало экранной координат. Сохранить полилинию в формате dxf для версии AutoCAD R12. Построить эквидистанту к контуру, определяющую получистовую поверхность (поверхность с припуском на чистовую обработку). Определить порядок выполнения операций и занести в таблицу (табл. 1). Определить опорные точки контура для черновой обработки и занести в таблицу (табл. 2). Определить опорные точки контура для чистовой обработки черновой и занести в таблицу (табл. 3). В текстовом редакторе («Блокноте») написать текст управляющей программы. Используя систему NC-Manager создать проект для токарной обработки и отладить программу. Оформить отчет. ПРИМЕР ВЫПОЛНЕНИЯ РАБОТЫИсходные данныеЗаготовка: простой сортовой прока круглого сечения Ø 70×142 (2 мм на подрезку торца). Материал заготовки: сталь 45 ГОСТ 1050-88. 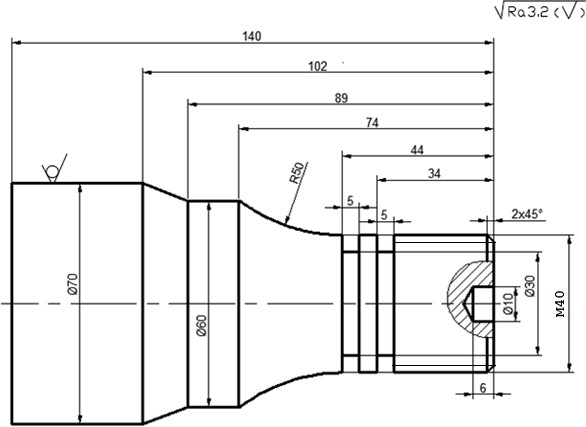 Технология изготовленияТехнология изготовления представлена в таблице 1. Технологические данные Таблица1
|