|
|
ТОКАРНАЯ ОБРАБОТКА. Электронный образовательный текстовый ресурс
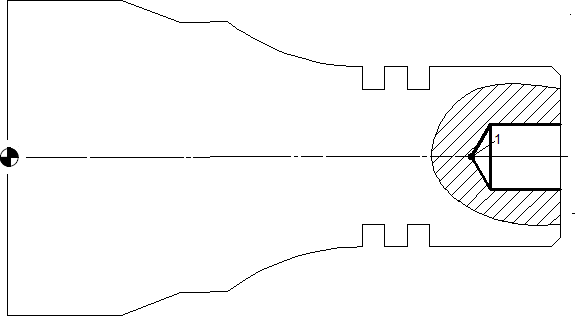
Схема расчета опорных точек точения канавок В таблице 4 представлены координаты опорных точек канавок.
№ точки
|
X
|
Z
|
Примечания
|
1
|
20.0
|
96.0
|
Линейное перемещение
|
2
|
15.0
|
96.0
|
|
3
|
20.0
|
106.0
|
|
4
|
15.0
|
106.0
|
|
Опорные точки канавок Расчет положения конечной точки сверла Координаты конечного положения конца сверла: 118 Таблица3
№ точки
|
X
|
Z
|
Примечания
|
0
|
|
|
Линейное перемещение
|
1
|
20.0
|
140.0
|
|
2
|
20.0
|
96.0
|
Перемещение по дуге (по ЧС)
|
3
|
30.0
|
66.0
|
Линейное перемещение
|
4
|
30.0
|
51.0
|
|
5
|
38.0
|
35
|
|
6
|
18
|
140
|
Снятие фаски
|
7
|
20
|
138
|
|
Таблица4  𝑍 = 140 − (6 + 0.5 ∙ 10 ∙ tg (90 − 2 )) = 131.9. Оформление результатов Данные эскизов переходов и соответствующие им фрагменты кода программы должны быть представлены в виде приведенной ниже таблицы.
№
|
Эскиз обработки и фрагмент кода
|
1
|
2
|
|
G90 // Абсолютная система координат
G18 // задание рабочей плоскости XZ
G0 X35.0 Z140.0 // Подвод инструмента на холостом ходу к торцу
// подрезка торца
G95 F0.25 S750 // F – подача в формате мм/об., S – Скорость вращения шпинделя
G01 X-1.0 Z140.0 // Обработка
G0 X35.0 Z140.0 // отвод инструмента
|
|
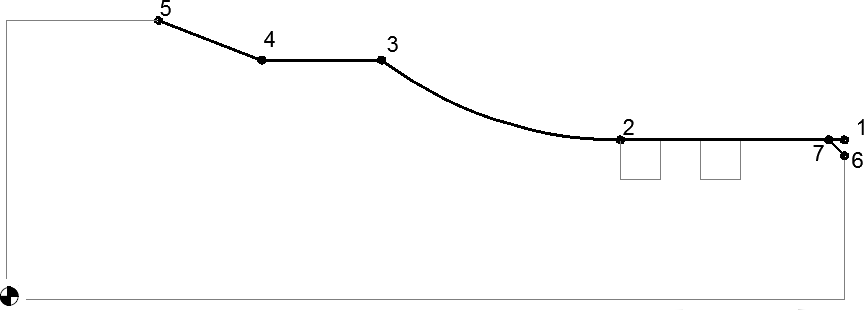
// первый проход
G95 F0.30 // F –подача в формате мм/об.
G01 X30.0 Z140.0 X30.0 Z67.7013
G02 X31.0 Z66.3344 R49 //Круговая интерполяция по ЧС
G01 X31.0 Z51.1857 X35.0 Z40.7857
G0 X35.0 Z140.0 X25.0 Z140.0
// второй проход
G01 X25.0 Z76.6358
G02 X30.0 Z67.7013 R49 //Круговая интерполяция по ЧС
G00 X30.0 Z140.0 X21.0 Z140.0
// третий проход
G1 X21.0 Z96.0007
G02 X25.0 Z76.6358 R49 G0 X25 Z140.0
|
№
|
Эскиз обработки и фрагмент кода
|
1
|
2
|
|
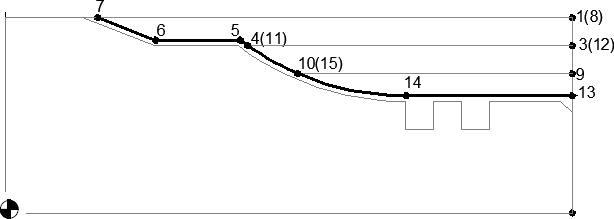
// Чистовая обработка G0 X20 Z140.0 G01 X20 Z96.0
G02 X30 Z66.0 R50 G01 X30 Z51.0
X35 Z38.0 G00 X35 Z140.0 G01 X18 Z140.0
X20 Z138.0 G00 X80 Z170.0
|
|
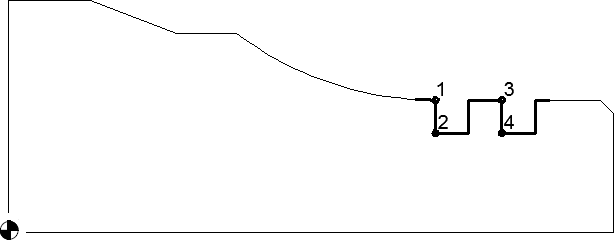
// Точение канавок M06 T2 F0.12 S815 G00 X40 Z96
G01 X15 Z96 X25 Z96 X25 Z106 X15 Z106 X25 Z106
G0 X80.0 Z170.0
|
№
|
Эскиз обработки и фрагмент кода
|
1
|
2
|
|
// Сверление отверстия M06 T3 F0.18 S315 G00 X0 Z145.0
G01 X0 Z131.9 X0 Z145.0
G00 X80 Z170
|
|
// Нарезание резьбы
G90 M06 T4
M3 // правая резьба
// M4 левая резьба
G0 X20 Z140 G32 Z103 K2 G00 X80 Z170
|
|
// Завершение программы
M99
|
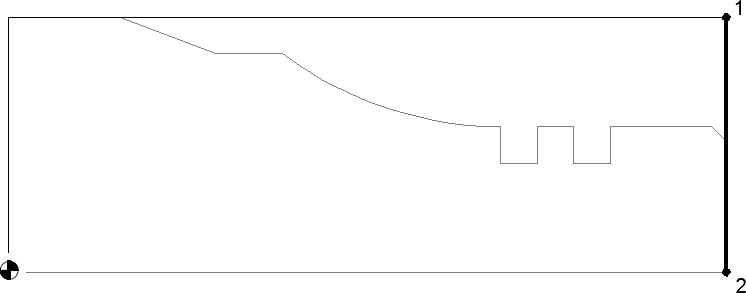
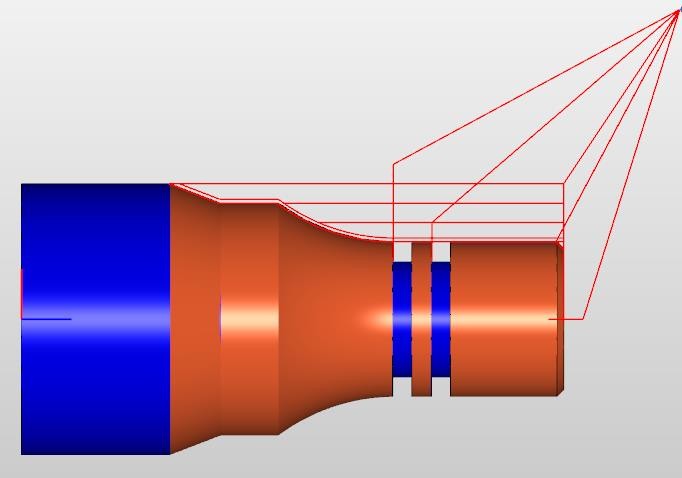
Итог работы программы представлен на рисунке.
|
|
|
 Скачать 0.86 Mb.
Скачать 0.86 Mb.