Федеральное агентство по образованию иркутский государственный технический университет
 Скачать 7.53 Mb. Скачать 7.53 Mb.
|

|
Технические характеристики полуавтомата ПДГ-516 с ВДУ-506
* Масса подающего устройства без блока управления Режим механизированной сварки, выбираемый в зависимости от толщины свариваемых деталей, определяется диаметром электродной проволоки, силой сварочного тока, напряжением дуги, скоростью подачи проволоки и скоростью сварки, вылетом электродной проволоки и расходом углекислого газа. Ориентировочные режимы двусторонней механизированной сварки в углекислом газе стыковых соединений без разделки кромок приведены в табл. 10.5. Параметры режима сварки в значительной степени влияют на качество и размеры шва. Например, повышение силы тока увеличивает глубину проплавления и может привести к прожогу. Увеличение скорости сварки может, в свою очередь, привести к непровару в шве. Критерием оптимального режима сварки принято считать равнопрочность металла сварного шва и основ- Таблица 10.5 Параметры режима двусторонней механизированной сварки
ного металла, отсутствие внешних и внутренних дефектов и получение заданной геометрии шва. 10.1.6. Термическое воздействие сварки на металл, сварочные напряжения и деформации Процесс сварки плавлением сопровождается нагреванием металла сварочного соединения, который претерпевает структурные и химические изменения. Различают три зоны соединения: зону наплавленного металла, зону термического влияния сварки и зону основного металла. Зоной термического влияния называют прилегающий к шву участок основного металла, в котором происходят структурные фазовые изменения вследствие нагрева до температуры выше 720оС. Глубина этой зоны при ручной сварке приблизительно равна 3…6 мм, при автоматической – 2…4 мм. Обязательным условием сварки является поддержание температуры расплавленного металла шва (стали) в интервале 1500…1600оС. Внутренние сварочные напряжения в сварных швах и соединениях возникают в результате линейной усадки наплавленного металла из-за неравномерного нагрева свариваемого металла и изменения объема металла при изменении его структуры. При сварке участки, окружающие место сварки, сопротивляются развитию температурных деформаций, подвергаясь сжатию. Во время затвердевания и последующего охлаждения объем металла шва уменьшается – происходит линейная усадка, но, так как он уже жестко связан с основным металлом, его усадка вызывает появление внутренних напряжений. Чем больше объем наплавленного металла, тем больше внутренние напряжения и деформации. Величина силы сжатия определяется температурным удлинением при нагреве Δl, равном: Δl = αlΔt, где α = 0,000012 оС–1 – коэффициент линейного расширения для стали при t ≈ 20оС; Δt= t2 – t1 – разность температур до и после нагрева элемента; l – первоначальная длина элемента. При сварке встык двух листов стыковым швом за один проход возникают не только продольные, но и поперечные сварочные напряжения и деформации (рис. 10.11). Эпюру продольных напряжений σy можно представить как комбинацию эпюр, получающихся при наплавке шва на кромку каждого листа. 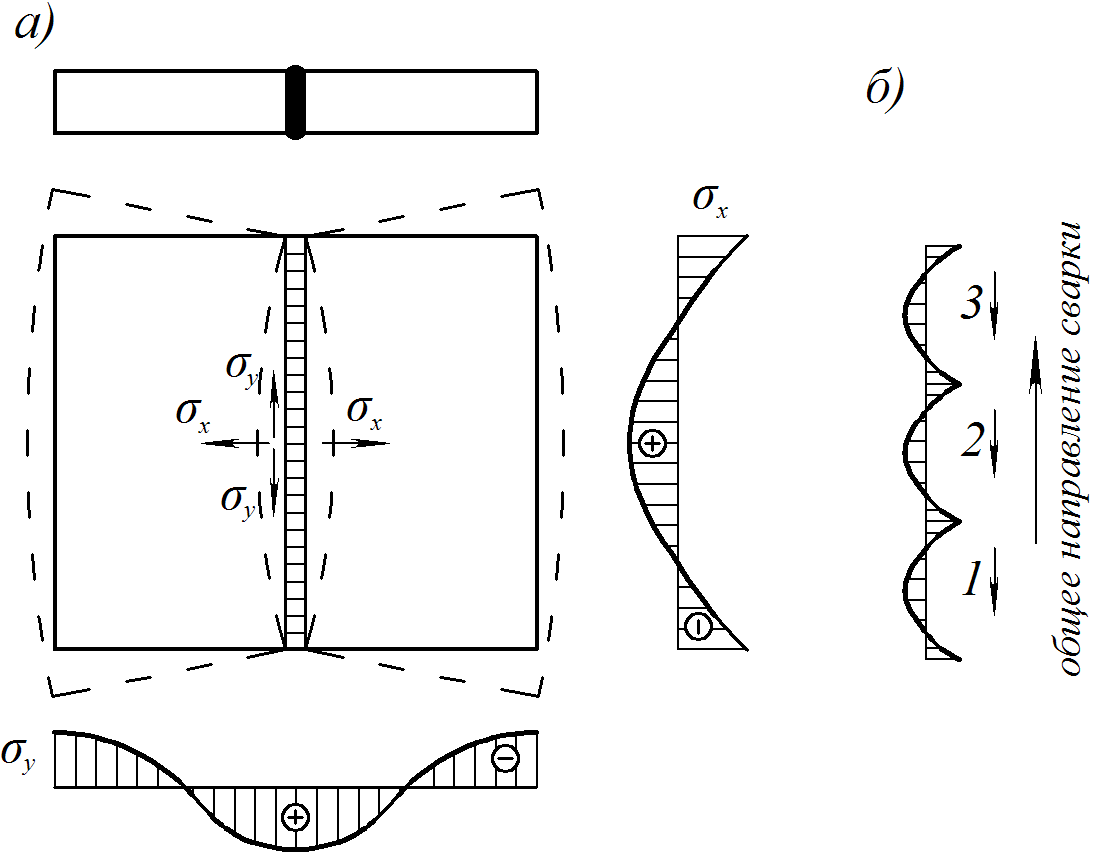 Рис. 10.11. Сварочные напряжения при соединении листов встык: а – эпюры сварочных напряжений; б – уменьшение сварочных напряжений обратно-ступенчатой сваркой Поперечные напряжения σx возникают вследствие неодновременного (последовательного) наложения сварного шва по длине стыка. Ввиду того, что сварной шов соединяет оба листа по прямой линии, создается препятствие их выгибу (штриховые линии) и возникает эпюра поперечных сварочных напряжений σx. Для уменьшения поперечных сварочных напряжений может быть применен обратноступенчатый способ сварки, при котором шов накладывается отдельными участками, при чем направление сварки на каждом участке обратно общему направлению наложения шва. Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений в направлении стыка (рис. 10.12). При разогреве в начале сварки детали свободно удлиняются и сближаются между собой. После наложения шва они соединяются в сближенном состоянии. При остывании шов и детали стремятся сократиться, однако концы их закреплены, из-за чего в деталях возникают большие растягивающие напряжения, способные разорвать изделие. 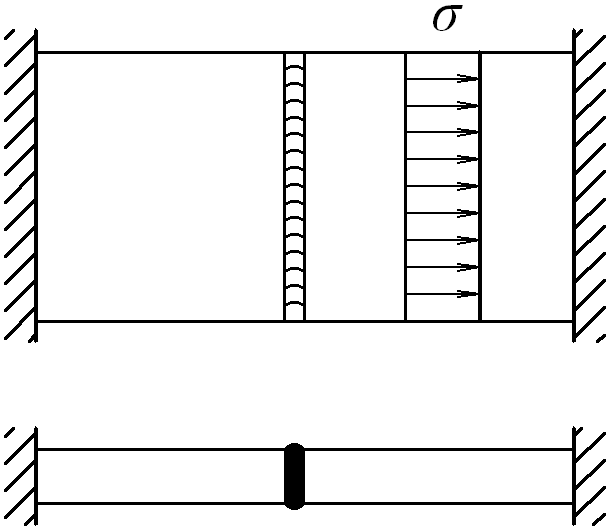 Рис. 10.12. Сварочные напряжения при стесненной деформации В соединениях угловыми швами также возникают сварочные напряжения и деформации. В накладываемом листе нахлесточного соединения развиваются однозначные напряжения по краям и разнозначные в середине (рис. 10.13, а). Если лист узкий, т.е. швы находятся на небольшом расстоянии друг от друга, то существенно возрастают поперечные напряжения σx. В самих швах тоже возникают поперечные усадочные напряжения, поскольку жесткость свариваемых листов препятствует свободному сокращению шва при остывании. Внутренняя часть шва при этом оказывается растянутой, а поверхностный слой, остывающий быстрее, – сжатым (рис. 10.13, б). В многослойном угловом шве (как, впрочем, и стыковом) каждый последующий слой при остывании сжимает предыдущий, отчего усадочные напряжения уменьшаются (рис. 10.13, в). Влияние сварочных напряжений и деформаций на качество и работу конструкций. Деформации и напряжения, образующиеся при сварке, по-разному влияют на работу конструкций. Это влияние может быть как существенным, так и незначительным, как отрицательным, так и положительным. Если временные внутренние растягивающие деформации металла шва превышают его пластические свойства при кристаллизации, то образуются недопустимые дефекты типа горячих трещин. 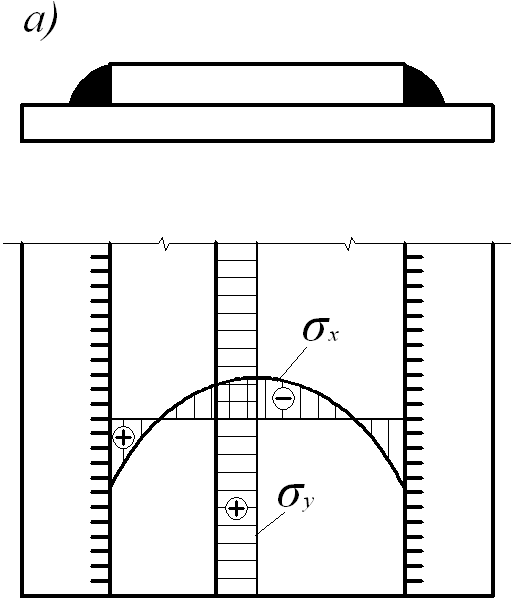 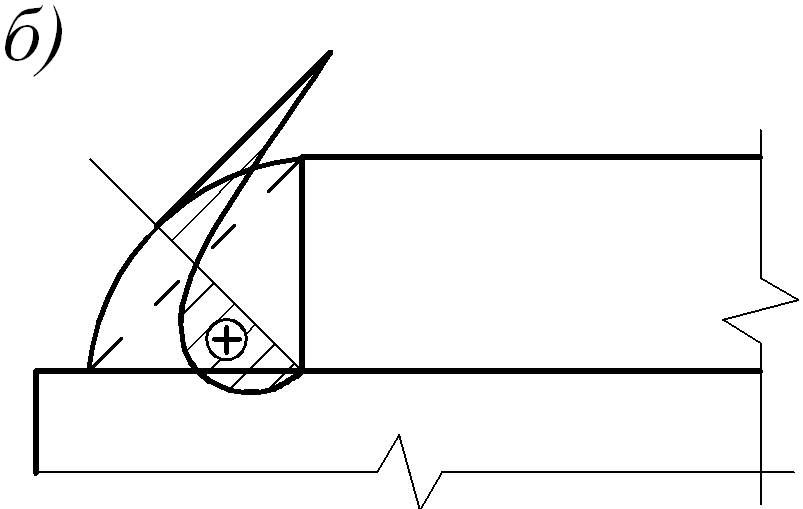 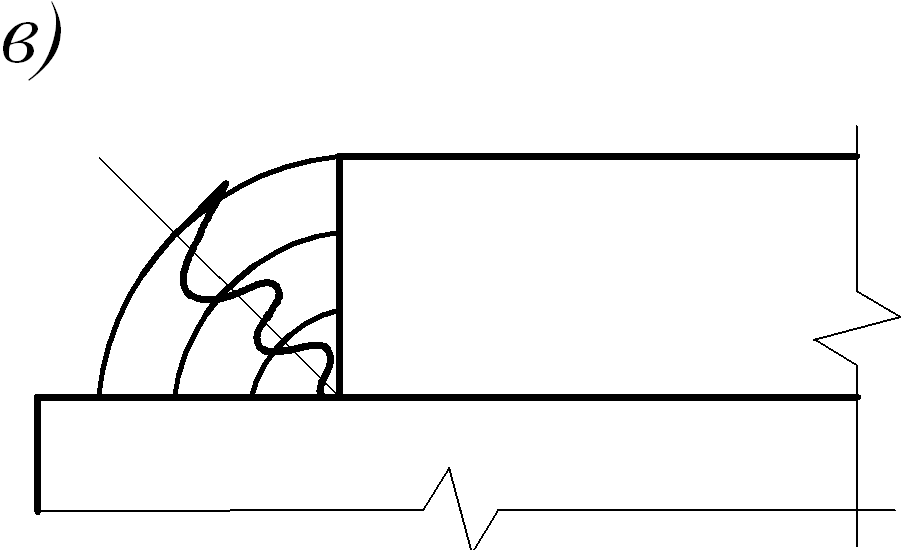 Рис. 10.13. Сварочные напряжения в угловом шве: а – эпюры сварочных напряжений; б – однослойная сварка; в – многослойная сварка Остаточные сварочные деформации, как правило, ухудшают работу конструкций, приводя к отклонениям от проектных размеров. Искажение размеров элементов сварных конструкций затрудняет в некоторых случаях последующую сборку, приводя к дополнительным дорогостоящим операциям по исправлению конструкций. Однако иногда остаточные сварочные деформации могут иметь положительное влияние на работу конструкций. Например, серповидность двутавровой балки можно использовать как начальный строительный подъем. Укорочение элементов конструкций от сварки требует изготовление деталей и узлов сварных конструкций несколько больших размеров. Величина, на которую увеличиваются размеры конструкции, называется припуском и определяется либо расчетом, либо опытным путем. Влияние сварочных напряжений на прочность соединения. Многолетний опыт сооружения и эксплуатации стальных сварных конструкций показал, что прочность их при статической и динамической нагрузках в большинстве случаях не зависит от наличия остаточных напряжений. При остаточных напряжениях линейного характера, совпадающих по знаку с напряжениями от нагрузки, может измениться величина усилий, вызывающих местный переход напряжений за пределы текучести и появление пластических деформаций. По достижении в наиболее напряженных точках конструкции предела текучести дальнейший рост напряжений прекратится, так как произойдет перераспределение напряжений на прилежащие зоны металла. Этим обеспечивается высокая прочность сварных соединений. При плоском однозначном поле сварочных напряжений (например, средняя зона двух листов, сваренных встык, испытывающих растяжение в двух направлениях) они препятствуют развитию пластичности при суммировании сварочных и силовых напряжений и могут вызвать хрупкое разрушение изделия. Их неблагоприятное воздействие усиливается источниками концентрации напряжений вследствие дефектов сварного шва. Особенно опасны сварочные напряжения, появляющиеся при сварке толстых изделий, так как в этом случае распределение остаточных напряжений носит объемный характер, еще более затрудняющий влияние пластичности материла на выравнивание напряжения. Остаточные сварочные деформации, влияя на геометрическую форму конструкций и их элементов, иногда снижают их несущую способность. Такие деформации, как искривление продольной оси элементов, работающих на сжатие, грибовидность полок балок и колонн, коробление стенок балки и колонны (под действием сжимающих сварочных напряжений возникают в стенке так называемые хлопуны) могут значительно снизить значение критических нагрузок, вызывающих потерю устойчивости конструкции. Размер остаточных деформаций зависит от технологии сборочно-сварочных работ и конструктивной формы. Последняя может иметь решающее значение, поэтому в процессе конструирования должны быть заранее известны характер ожидаемых деформаций и их ориентировочные размеры. 10.1.7. Мероприятия по уменьшению остаточных сварочных напряжений и деформаций Конструктивные мероприятия – это рациональное проектирование конструкций или их элементов, позволяющее получить в итоге минимальные сварочные деформации и напряжения. Следует стремиться к общему уменьшению числа сварных швов, избегая лишних швов. Поскольку усадка пропорциональна объему наплавленного металла, минимальную толщину швов следует определять точно по прочности. Швы в симметричной конструкции располагают симметрично или так, чтобы статические моменты площади наплавленного металла по обе стороны нейтральной оси были примерно равны. Следует выбирать такой вид сварки, который обеспечивал бы минимальное тепловложение при выполнении одного прохода шва. Не рекомендуются пересечение швов и близкое расположение параллельных швов, а также замкнутые швы. Наконец, швы должны быть расположены так, чтобы можно было обеспечить рациональную последовательность сварки; для этого составляется карта технологического процесса сварки с учетом применения специальных приспособлений для ручной или автоматической сварки. Технологические мероприятия проводятся на этапе изготовления конструкций и предусматриваются проектированием технологии сварки. При сварке должен осуществляться такой порядок наложения швов, чтобы усадочные напряжения и деформации элементов конструкции были минимальными. Для этого необходимо: 1) назначение режимов сварки с минимальной погонной энергией дуги за счет увеличения скорости без перерывов в сварке, применения электродов и электродной проволоки малых диаметров, увеличения числа проходов при уменьшении сечения наплавленного металла при каждом проходе. При уменьшении погонной энергии дуги уменьшается зона пластических деформаций укорочения и, следовательно, величина сварочных остаточных деформаций; 2) большое значение имеет последовательность процесса сварки, поэтому необходимо производить сварку в таком порядке, чтобы была обеспечена свобода перемещения деталей при усадке швов, для чего следует сначала сваривать стыковые швы отдельных частей свариваемых элементов, а затем соединительные угловые швы; 3) при стыковании листов соединять их под некоторым углом, создавая обратные деформации (выгибы) или предусматривать определенную последовательность сварки для создания предварительного выгиба; 4) в некоторых случаях полезно устраивать жесткие закрепления соединяемых элементов с помощью прихваток или кондукторов, препятствующих (или сдерживающих) сварочным деформациям, до полного остывания; 5) если стыковые швы по условиям сварки приходится ставить после соединительных швов, последние необходимо оставлять незаваренными на 500 мм с каждой стороны и выполнять их в последнюю очередь; 6) при протяженных швах (более 0,5 м) производить сварку обратно-ступенчатым способом участками по 200…300 мм. В этом случае всю длину предполагаемого шва разбивают на участки, пропорциональные длине шва, выполненного одним или двумя электродами, и сварку осуществляют в последовательности, показанной на рис. 10.19, б. Применение этого метода выполнения швов приводит к более равномерному температурному полю и, следовательно, к снижению сварочных напряжений; 7) при сварке многослойных швов каждый последующий слой накладывать в направлении, противоположном предыдущему. Швы толщиной более 8…10 мм выполняют в несколько слоев, причем первый слой накладывают электродом диаметром 3…4 мм (для обеспечения провара корня шва); перед наложением последующего слоя каждый предыдущий слой очищают от шлака и брызг; 8) при сварке на морозе рационально подогреть свариваемый металл, а также нельзя допускать ударных воздействий. Подогрев изделия уменьшает неравномерность распределения температур в зоне сварки, уменьшает скорость охлаждения металла (температура подогрева зависит от свойств свариваемого металла и для сталей, применяемых в строительных конструкциях, принимается в пределах от 100 до 200 оС). Исправление различных деформаций и местных искривлений сверхдопустимых значений (СНиП III-18-75 [10]), возникающих в процессе сварки, выполняют механической и термической правкой, а также фрезерованием. 10.1.8. Основные дефекты сварных соединений Наиболее часто внутренние напряжения проявляются в сварной конструкции в виде различных искривлений и короблений, которые деформируют конструкцию и делают ее непригодной для нормальной эксплуатации без правки. Величина внутренних напряжений и короблений в большей степени зависит от способа сварки. Чем медленнее выполняется процесс сварки, чем больше зона разогрева основного металла, тем сильнее будет коробление. Неравномерность температур в различных зонах сварки и сдерживающее влияние примыкающих к зоне сварки менее нагретых участков из-за различного вида остаточных деформаций приводит к неравномерной усадке. Различают усадку поперечную – поперек шва (рис. 10.14, а) и продольную – вдоль шва (рис. 10.14, б). Особенно неблагоприятно сказывается на конструкции поперечная усадка, величина которой примерно в 10 раз больше продольной. 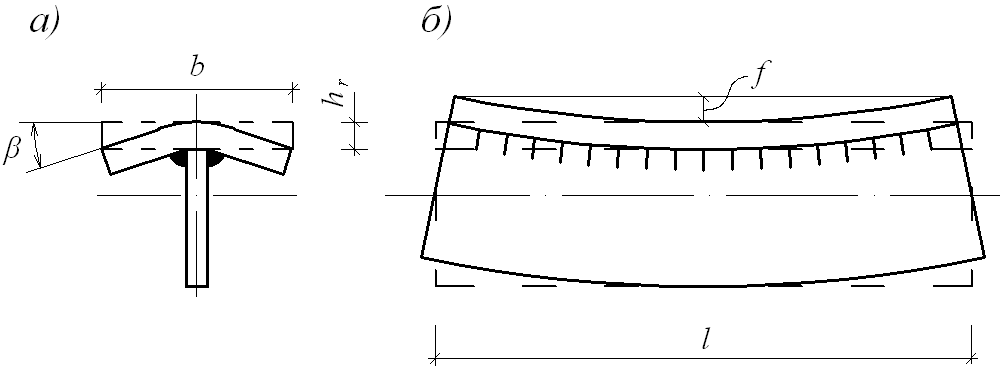 Рис. 10.14. Деформации элементов при сварке угловыми швами: а – грибовидность; б – серповидность В тавровых соединениях угловая деформация приводит к искривлению полос и называется грибовидностью (рис. 10.14, а и 10.15, б). При сварке встык односторонним швом с V-образной разделкой кромок листов или полос поперечная неравномерная линейная усадка шва, кроме стягивания листов, вызывает искривление изделия. В связи с неодинаковыми объемами жидкого металла по сечению таких швов поперечная усадка в верхних слоях будет больше, чем в нижних (у корня шва). Этого можно избежать, расположив листы перед сваркой под углом β (рис. 10.15, а). 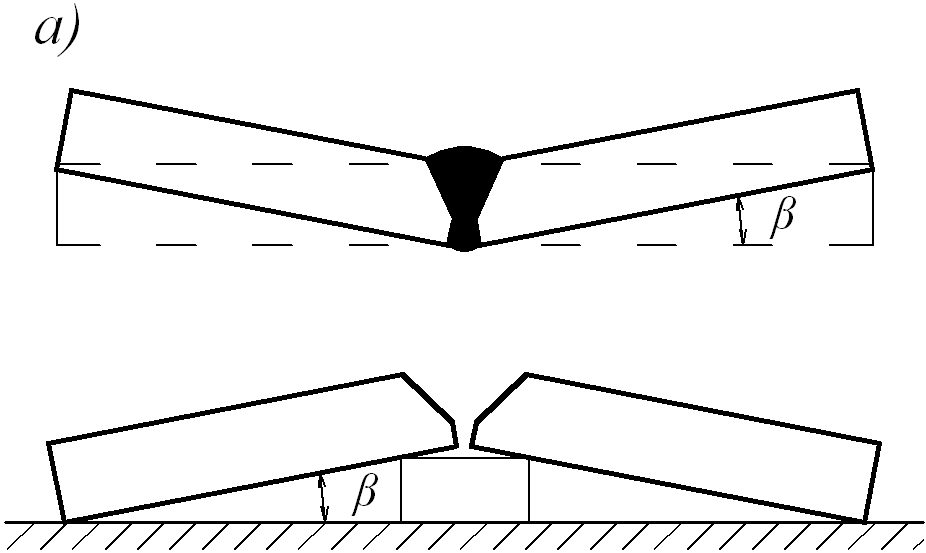 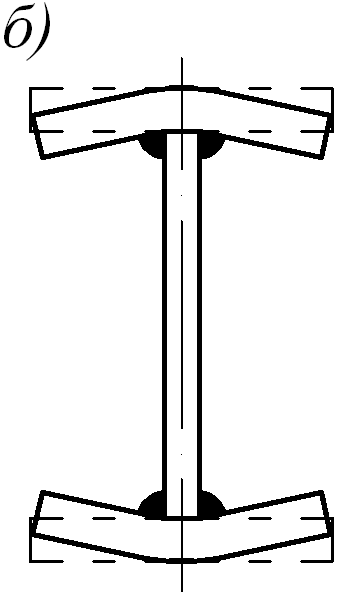 Рис. 10.15. Коробление листов при сварке: а – стыковым швом с V-образной разделкой кромок; б – угловым швом в двутавре Коробление и грибовидность практически не оказывают влияния на несущую способность элементов и поэтому допустимы в пределах нормируемых величин (f≤ 1/750l, но не более 15 мм; hГ ≤ 0,005b). Исключения составляют лишь те случаи, когда угловая деформация влияет на точность примыкания соседних элементов или деталей. Тавровые и двутавровые элементы кроме грибовидности страдают от изгиба в плоскости стенки из-за продольной усадки. При усадке шва, расположенного выше линии центра тяжести элемента, т.е. несимметрично, происходит выгибание на сторону полок. Такое деформирование называется серповидностью (саблевидностью) (рис. 10.14, б). Выправить такой элемент сложно, поэтому тавровые сварные профили не нашли применение. На рис. 10.16 показана деформация от угловых швов при соединении внахлестку. Здесь между швами лист изгибается. Если расстояние между швами будет меньше пяти толщин наиболее тонкого элемента, то податливость между швами становится настолько малой, что в шве может образоваться трещина. |