|
|
Федеральное агентство по образованию иркутский государственный технический университет
10.1.9. Дефекты в сварных швах
Наличие дефектов в сварных швах может существенно влиять на работу сварных конструкций. Степень этого влияния зависит от свойств свариваемых материалов и видов нагрузок, при которых работает рассматриваемая конструкция, от величины остаточных напряжений и наличия концентраторов напряжений, от агрессивности среды и температуры, от формы и величины самих дефектов, а также места их расположения.
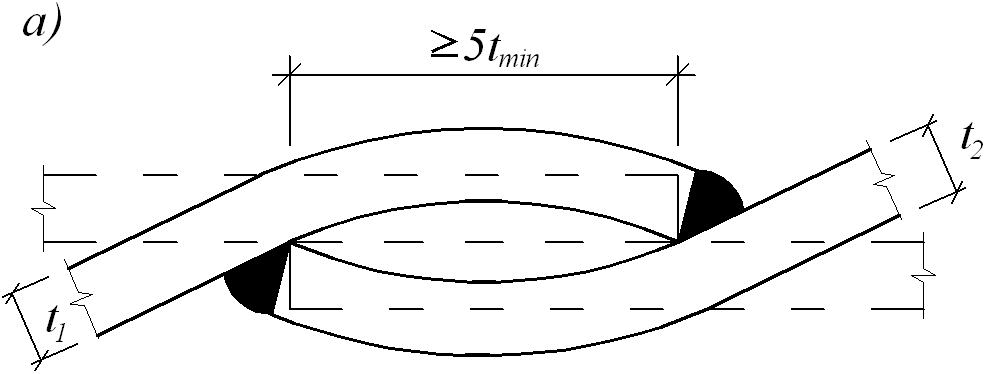
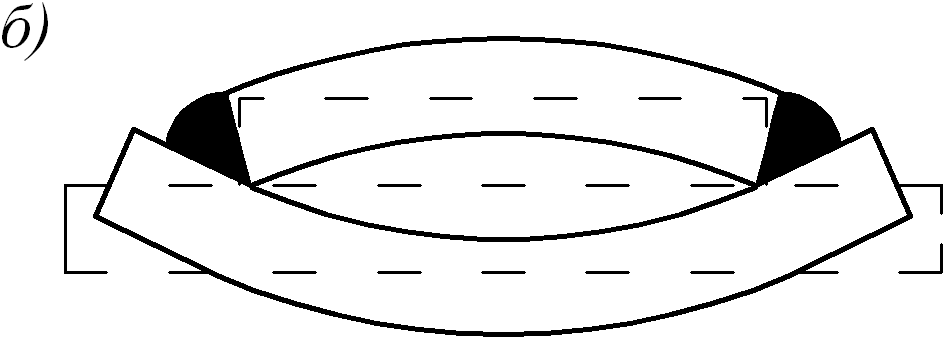
Рис. 10.16. Коробление листов при сварке угловыми швами:
а – лобовыми; б – фланговыми
Дефекты округлой или неправильной формы, но с плавными очертаниями, оказывают меньшее воздействие на снижение эксплуатационных свойств сварных соединений, чем дефекты с острыми очертаниями. Особенно опасны трещины и трещиноподобные дефекты (непровары, подрезы и др.). Такие дефекты даже при статических нагрузках могут стать очагами хрупких разрушений. Поры и шлаковые включения с округлыми границами становятся опасными только в случаях, когда они значительно уменьшают рабочее сечение.
10.1.10. Классификация сварочных дефектов
В соответствии с ГОСТ 2601-84 термин «дефект» определяют как каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Наиболее общая классификация типов сварочных дефектов приведена на рис. 10.17.
Дефекты могут быть наружные и внутренние. Наружные дефекты связаны с нарушением режимов электродуговой ручной, механизированной и автоматической сварки; неправильной подготовкой и сборкой элементов конструкции под сварку; неисправностью оборудования; небрежностью и низкой квалификацией сварщика. К наружным дефектам относятся подрезы, прожоги, протеки, перерывы в шве, наплывы, незаваренные кратеры, внешняя пористость, поверхностные трещины, грубая чешуйчатость, неполномерность швов, резкие переходы, чрезмерное усиление швов и смещение свариваемых кромок.
Образование внутренних дефектов при сварке связано с металлургическими, термическими и гидродинамическими явлениями, происходящими при формировании сварного шва. К внутренним дефектам дуговой сварки относятся: непровары, несплавления, поры, внутренние неметаллические включения, шлаковые включения, трещины.
Tипы дефектов
По распо-ложению
 

По форме и остроте
По величине
По массово-сти
   
внутренние
наружные
сквозные
мелкие
средние
крупные
единичные
групповые (цепочки, скопления)
распространенные
компактные
протяженные
плоские
объемные
острые
(с надрезом)
округлые
(без надреза)
Рис. 10.17. Классификация сварочных дефектов
Характерные дефекты и повреждения сварных соединений приведены в табл. 10.6.
Таблица 10.6
Характерные дефекты и повреждения сварных соединений
№
п/п
|
Дефект или повреждение
|
Эскиз дефекта или повреждения
|
Допускаемая величина
|
1
|
2
|
3
|
4
|
1
|
Продольная трещина в сварном шве или зоне термического влияния
|
|
Не допускается; трещины одиночные (сквозные или поверхностные) устраняются путем их разделки и последующей заварки, перед разделкой концы трещин
|
Продолжение табл. 10.6
1
|
2
|
3
|
4
|
|
|
|
засверливаются для предупреждения распространения их во время вырубки или сварки
|
2
|
Продольная трещина в сварном шве с выходом на основной металл
|
|
Не допускается; см. п. 1
|
3
|
Поперечная трещина в сварном шве
|
|
Не допускается; см. п. 1
|
4
|
Неполномерность внешних размеров угловых швов при ручной и полуавтоматической сварке
|
|
kfpr – kf
не допускается; исправляют наплавкой дополнительного слоя
|
5
|
Неполномерность внешних размеров для стыковых швов
|
|
Не допускается; исправляют наплавкой дополнительного слоя
|
Продолжение табл. 10.6
1
|
2
|
3
|
4
|
6
|
Наплывы при ручной и механизированной сварке угловых швов
|
|
При t = 6…15 мм
a≤ 2 мм;
при t = 16…40 мм a≤ 3 мм; устраняют пневматическим зубилом или наждачным инструментом
|
7
|
Наплывы при ручной и механизированной сварке стыковых швов
|
|
При t = 6…14 мм
a= 1 мм;
при t = 15…40 мм, 2a= 3 мм; см. п. 6
|
8
|
Неравномерность сечения по длине катета углового шва (сужения)
|
|
Швы восстанавливаются до нужных размеров
|
9
|
Неравномерность сечения по ширине стыкового шва
|
|
Швы восстанавливаются до нужных размеров
|
Продолжение табл. 10.6
1
|
2
|
3
|
4
|
10
|
Смещение кромок в стыковом шве
|
|
При толщине металла
t = 4…10 мм
Δ ≤2 мм;
при t = 11…40 мм Δ = 0,1t, но не более 3 мм
|
11
|
Чрезмерное усиление
|
|
Не допускается;
устраняют пневматическим зубилом или наждачным инструментом
|
12
|
Резкие переходы от основного к наплавленному металлу, наплывы, натеки, перерывы в швах
|
––––––––––
|
Не допускаются; устраняют пневматическим зубилом или наждачным инструментом
|
13
|
Прожог сварного шва
|
|
Не допускается
|
14
|
Незаплавленный кратер шва
|
|
Устраняют путем расчистки металла и заварки образовавшейся раковины
|
Продолжение табл. 10.6
1
|
2
|
3
|
4
|
15
|
Подрезы основного металла при
t≤ 20 мм
|
|
a ≤ 0,5 мм; заваривают тонким валиковым швом
|
16
|
Подрезы основного металла при
t> 20 мм
|
|
a ≤ 1 мм; заваривают тонким валиковым швом
|
17
|
Непровар в корне шва в соединении без подкладок, доступных сварке только с одной стороны при
t≤ 20 мм
|
|
a ≤ 0,15 мм, но не более 3 мм; очищают (вырубают) с последующей заваркой
|
18
|
Непровар в корне шва в соединении без подкладок, доступных сварке только с одной стороны при t > 20 мм
|
–––––––––
|
a≤ 3 мм; см. п. 17
|
19
|
Непровар в корне углового шва при двусторонней сварке
|
|
a≤ 0,05 мм, но не более 2 мм при длине непровара
lwd ≤ 50 мм
|
Продолжение табл. 10.6
1
|
2
|
3
|
4
|
20
|
Непровар в
корне стыкового шва при двусторонней сварке
|
|
a≤ 0,05 мм, но не более 2 мм при длине непровара
lwd ≤ 50 мм.
Общая длина непровара на 1 п. м
шва ≤ 200 мм
|
21
|
Непровар в вершине шва
|
|
Не допускается; вырубают с последующей заваркой
|
22
|
Непровар сварного шва по кромке
|
|
Не допускается; вырубают с последующей заваркой
|
23
|
Отдельные шлаковые включения или поры либо их скопление приt≤ 20 мм
|
|
a≤ 0,1t, но не более 3 мм; поверхностную пористость и неметаллические включения устраняют путем расчистки металла, удаления включений и заварки образовавшихся раковин; внутреннюю пористость и неметаллические включения вырубают или выплавляют с последующей заваркой
|
Продолжение табл. 10.6
1
|
2
|
3
|
4
|
24
|
Отдельные шлаковые включения или поры либо их скопление при t > 20 мм
|
|
a≤ 3 мм; см. п. 23
|
|
25
|
Шлаковые включения, расположенные цепочкой или сплошной линией вдоль шва
|
|
Суммарная длина на 1 п. м шва ≤ 200 мм; см. п. 23
|
|
26
|
Скопление газовых пор и шлаковых включений в отдельных участках
|
––––––––
|
Не более 5 шт. на 1 см2 площади шва при диаметре одного дефекта не более 1,5 мм; см. п. 23
|
|
27
|
Непровавры, шлаковые включения и поры, расположенные отдельно цепочкой при двусторонней сварке
|
|
Не более 10% толщины свариваемого металла и не более 2 мм; см. п. 23
|
|
Окончание табл. 10.6
1
|
2
|
3
|
4
|
28
|
Непровавры, шлаковые включения и поры, расположенные отдельно цепочкой при односторонней сварке
|
––––––––
|
Не более 15% толщины свариваемого металла и не более 3 мм; см. п. 23
|
29
|
Свищи (сквозные поры)
|
|
Не допускаются; вырубают или выплавляют с последующей заваркой
|
30
|
Грубая чешуйчатость
|
–––––––
|
Удаляют снятием поверхностного слоя шва пневматическим зубилом и наплавкой поверхности или же шлифовкой наждачным инструментом
| |
|
|
 Скачать 7.53 Mb.
Скачать 7.53 Mb.