25 билет. Государственный метрологический надзор
 Скачать 0.97 Mb. Скачать 0.97 Mb.
|

|
1. Государственный метрологический надзор. Метрологическая аттестация испытательного оборудования. Нестандартизованные средства измерения. Государственный метрологический надзор. Государственное регулирование в области обеспечения единстваизмерений осуществляется в следующих формах: - утверждение типа стандартных образцов или типа средств измерений(обязательные испытания нового средства измерения, государственная регистрация типа средства измерения, выдача сертификата об утверждениитипа); - поверка средств измерений; - метрологическая экспертиза; - федеральный государственный метрологический надзор; - аттестация методик (методов) измерений; -аккредитация юридических лиц и индивидуальных предпринимателей навыполнение работ и (или) оказание услуг в области обеспечения единстваизмерений. Сфера государственного регулирования обеспечения единстваизмерений распространяется на жизненно важные для государства сферыдеятельности, перечисленные в Законе об обеспечении единства измерений(в частности, осуществление деятельности в области обороны ибезопасности). Объектами сферы государственного регулированияобеспечения единства измерений являются средства измерений, эталоны,методики выполнения измерений и т.д. Федеральный государственный метрологический надзор - контрольнаядеятельность в сфере государственного регулирования обеспечения единстваизмерений, осуществляемая уполномоченными федеральными органамиисполнительной власти и заключающаяся в систематической проверкесоблюдения установленных законодательством Российской Федерации обобеспечении единства измерений обязательных требований, а также вприменении установленных законодательством Российской Федерации мерза нарушения, выявленные во время надзорных действий. Осуществляет государственный метрологический надзор в Сибирскомрегионе Сибирское межрегиональное территориальное управлениеФедерального агентства по техническому регулированию и метрологии всоответствии с Административным регламентом (Приказ Министерствапромышлености и торговли РФ от 16.04.2010г.№418). Основные задачи проверок: -определение соответствия выпускаемых средств измеренийутвержденному типу; -определение состояния и правильности применения средствизмерения, в том числе эталонов, применяемых для поверки средствизмерений; -контроль соблюдения метрологических правил и норм. Федеральный государственный метрологический надзоро существляется за: -соблюдением обязательных требований в сфере государственногорегулирования обеспечения единства измерений к измерениям, единицамвеличин, а также к эталонам единиц величин, стандартным образцам,средствам измерений при их выпуске из производства, ввозе на территориюРоссийской Федерации, продаже и применении на территории РоссийскойФедерации; - наличием и соблюдением аттестованных методик (методов) измерений. Федеральный государственный метрологический надзорраспространяется на деятельность юридических лиц и индивидуальныхпредпринимателей, осуществляющих: -измерения, относящиеся к сфере государственного регулированияобеспечения единства измерений; -выпуск из производства предназначенных для применения в сферегосударственного регулирования обеспечения единства измерений эталоновединиц величин, стандартных образцов и средств измерений, а также их ввозна территорию Российской Федерации, продажу и применение на территорииРоссийской Федерации; -расфасовку товаров. Надзор осуществляется в тех случаях, когдасодержимое упаковки е может быть изменено без вскрытия, а масса, объемили иные величины, указывающие количество содержащегося товара,указаны на упаковке. Проверки осуществляются плановые и внеплановые (повторные, дляпроверки устранения выявленных нарушений) за соблюдением юридическимлицом, индивидуальным предпринимателем в процессе осуществлениядеятельности обязательных требований в сфере государственногорегулирования обеспечения единства измерений. Представляемые дляпроверки СИ должны быть включены в Государственный реестр средствизмерений, поверены в установленном порядке. По результатам проверкисоставляется протокол проверки применяемых СИ в целях установлениясоответствия обязательным требованиям. Выявленные нарушенияотражаются в протоколе. Далее составляется акт проверки, приложением ккоторому является предписание на устранение выявленных отступлений.Одновременно составляется протокол об административном правонарушениина юридическое и физическое лицо в соответствии с КоАП РФ. Аттестация испытательного оборудования. 1. Аттестация испытательного оборудования – определениенормированных точностных характеристик испытательногооборудования, их соответствия требованиям нормативных документов иустановление пригодности этого оборудования к эксплуатации (ГОСТ Р8.568-97 ГСИ. Аттестация испытательного оборудования. Основныеположения.). Основные задачи аттестации испытательного оборудования: -определение метрологических характеристик и установление ихсоответствия требованиям нормативной документации; -определения перечня метрологических характеристик, подлежащих контролю при поверке; -экспериментальное определение методик поверки. Аттестацию испытательного оборудования проводят метрологическиеслужбы юридических лиц. При вводе в эксплуатацию в испытательном подразделениииспытательное оборудование подвергают первичной аттестации. В процессеэксплуатации испытательное оборудование подвергают периодическойаттестации через интервалы времени, установленные в эксплуатационнойдокументации на испытательное оборудование или при его первичнойаттестации. В случае ремонта или модернизации испытательногооборудования, проведения работ с фундаментом, на котором оноустановлено, перемещения стационарного испытательного оборудования идругих причин, которые могут вызвать изменения характеристиквоспроизведения условий испытаний, испытательное оборудованиеподвергают повторной аттестации. Первичная аттестация испытательного оборудования заключается вэкспертизе эксплуатационной документации, на основании которойвыполнена установка испытательного оборудования, экспериментальномопределении его технических характеристик и подтверждении пригодностииспользования испытательного оборудования. Первичную аттестациюиспытательного оборудования проводит комиссия, назначаемаяруководителем предприятия. В состав комиссии включают представителей: - подразделения предприятия, проводящего испытания на данномиспытательном оборудовании; - метрологической службы предприятия, подразделение которого проводитиспытания продукции; -представителя заказчика на предприятии в случае использованияиспытательного оборудования для испытаний продукции, поставляемой поконтрактам для нужд сферы обороны и безопасности. Результаты первичной аттестации оформляют протоколом. Приположительных результатах первичной аттестации на основании протоколапервичной аттестации оформляют аттестат. Аттестат подписываетруководитель предприятия, в подразделении которого проводиласьпервичная аттестация испытательного оборудования. Периодическую аттестацию испытательного оборудования в процессеего эксплуатации проводят в объеме, необходимом для подтверждениясоответствия характеристик испытательного оборудования требованиямнормативных документов на методики испытаний и эксплуатационныхдокументов на оборудование и пригодности его к дальнейшемуиспользованию. Номенклатуру проверяемых характеристик испытательногооборудования и объем операций при его периодической аттестацииустанавливают при первичной аттестации оборудования, исходя изнормированных технических характеристик оборудования и теххарактеристик конкретной продукции, которые определяют при испытаниях. Периодическую аттестацию испытательного оборудования в процессеего эксплуатации проводят сотрудники подразделения, в которомустановлено оборудование, уполномоченные руководителем подразделениядля выполнения этой работы, и представители метрологической службы 18предприятия. Результаты периодической аттестации испытательногооборудования оформляют протоколом. Утверждает протокол руководительпредприятия. При положительных результатах периодической аттестации в паспорте(формуляре) делают соответствующую отметку, а на испытательноеоборудование прикрепляют бирку с указанием даты проведенной аттестациии срока последующей периодической аттестации. При отрицательных результатах периодической аттестации впротоколе указывают мероприятия, необходимые для доведения техническиххарактеристик испытательного оборудования до требуемых значений. Повторную аттестацию испытательного оборудования после ремонтаили модернизации осуществляют в порядке, установленном для первичнойаттестации испытательного оборудования Нестандартизованные средства измерений (НСИ) - единичные экземпляры СИ серийного выпуска с нормированными метрологическими характеристиками, в конструкцию которых внесены изменения, влияющие на эти характеристики или применяемые в условиях, отличающихся от условий, для которых нормированы их метрологические характеристики, или опытные образцы СИ, изготовленные для проведения экспериментальных, научно-исследовательских и опытно-конструкторских работ, либо единичные экземпляры или мелкие партии СИ, изготовленные для контроля технологического процесса или приобретенные по импорту и не внесенные в Государственный реестр РФ, а также измерительные системы, измерительно-вычислительные комплексы и их компоненты. 2. Комплексная стандартизация. Системы общетехнических стандартов и задачи ЕСКД, ЕСТД, ЕСТПП. Комплексная стандартизация (КС)– это установление и применение системы взаимоувязанных требований как к самому объекту комплексной стандартизации, так и к факторам, влияющим на объект в целях обеспечения оптимального решения конкретной проблемы. Например, качество современного автомобиля определяется качеством более двух тысяч изделий и материалов - комплектующих деталей и механизмов, металлов, пластмасс, резинотехнических и электротехнических изделий, лаков, красок, масел, топлива, изделий легкой и целлюлозно-бумажной промышленности и др. В свою очередь, качество каждого из перечисленных изделий определяется рядом показателей, регламентированных стандартами. (КС – это разработка стандартов на технологический цикл создания изделия от покупки комплектующих, материалов до процессов эксплуатации и утилизации, позволяет установить рациональный сортамент продукции, устранить ее различное многообразие, внедрять более совершенную технологию. Чем больше будет стандартов на технологический процесс изготовления изделия, тем меньше трудоемкость выпуска изделия. Это решается в масштабах государства и даже в мировом масштабе. Например, изготовление конденсаторов и резисторов в соответствии с параметрическими рядам, закупка материалов осуществляется в соответствии со стандартизованными сортаментами, процессы ОКР, производства изделий, установления гарантийных обязательств определены соответствующими ГОСТами, стандартизованы даже такие процессы, как защита от статического электричества. Наиболее полно комплексная стандартизация проведена по подшипникам качения, на которые действует более 75 взаимоувязанных государственных стандартов. Однако работы здесь продолжаются, причем главным образом в направлении повышения точности и долговечности подшипников с учетом рекомендаций ISO.). Степень КС определяется интегральным коэффициентом охвата изделия стандартизацией Кинт, который получается перемножением частных коэффициентов, характеризующих уровень стандартизации сырья, комплектующих, частей и деталей конструкции, оснастки, методов испытаний и др.: Кинт=К1⸱К2,…Кn, где К1, К2, где …Кn–частные коэффициенты стандартизации каждого элемента конструкции, компонента, входящего в изделие. Частный коэффициент К – это отношение количества разработанных нормативно-технических документов на стандартизованные элементы конструкции (Кст) к общему количеству нормативно-технических документов, необходимых для выпуска данной продукции Кобщ, т.е. К=(Кст/Кобщ)⸱100%. Инструментом практической организации работ по КС продукции является разработка программ комплексной стандартизации. Программа комплексной стандартизации - это плановый документ, который содержит: - перечень работ по разработке стандартов и технических условий; - сроки выполнения работ; - организации - исполнители. Разработкой и утверждением программ КС в РФ занимается Росстандарт совместно с министерствами и ведомствами на основании прогноза развития каждой отрасли и требований потребителей к техническому уровню и качеству выпускаемой продукции. В соответствии с приказом Росстандарта от 12 февраля 2013 года N 100 «Об обеспечении исполнения положений Комплексного межведомственного плана мероприятий по реализации Концепции развития национальной системы стандартизации Российской Федерации на период до 2020 года» необходимо разработать и утвердить ряд программ по стандартизации по направлениям атомная промышленность, модернизация машиностроительного комплекса, тяжелого и транспортного машиностроения, телекоммуникационные и информационные технологии и т.д. Развитие комплексной стандартизации привело к формированию систем и комплексов межотраслевого применения из разрозненных стандартов, например ЕСКД, ЕСТД, ЕСТПП и др. Примеры межотраслевых комплексов стандартов: -ЕСКД – Единая система конструкторской документации; -ЕСТД – Единая система технологической документации; -ГСИ - Государственная система обеспечения единства измерений; -ЕСТПП – Единая система технологической подготовки производства; -ЕСПД – Единая система программной документации; -СРПП ВТ- Система разработки и постановки на производство военной техники. Стандарты серии ЕСКД- устанавливают для всех организаций единый порядок организации проектирования, единые правила выполнения чертежей, что упрощает чтение и понимание чертежей в различных организациях. Всего на 2018г. имеется 58 стандартов ЕСКД. Примеры стандартов ЕСКД: -ГОСТ 2.101-2013 – ЕСКД. Виды изделий. -ГОСТ 2.102 -2013 –ЕСКД. Виды и комплектность конструкторских документов. -ГОСТ 2.103 – 2013 –ЕСКД. Стадии разработки. -ГОСТ 2.105- 95 –ЕСКД. Общие требования к текстовым документам. -ГОСТ 2.119-2013 –ЕСКД. Эскизный проект. Основные задачи ЕСКД: -повышение производительности труда конструкторов; -улучшение качества чертежной документации; -взаимообмен конструкторской документацией (КД) между предприятиями без ее переоформления; - автоматизация процессов конструирования; -упрощение форм конструкторских документов; -эффективное хранение, дублирование и учет документации; -ускорение оборота документов; -улучшение условий эксплуатации и ремонта технических устройств. Стандарты серии ЕСТД устанавливают для всех организаций единый порядок создания технологических документов. Всего на 2018г. имеется 40 стандартов ЕСТД. Примеры стандартов ЕСТД: - ГОСТ3.1102-2011 ЕСТД. Стадии разработки и виды документов. Общие положения; - ГОСТ5.1105-2011. ЕСТД. Формы и правила оформления документов общего назначения; - ГОСТ 3.1116-79 Единая система технологической документации. Нормоконтроль; - ГОСТ 3.1118-82 Единая система технологической документации. Формы и правила оформления маршрутных карт. Технологическая документация – это комплекс графических и текстовых документов, определяющих технологический процесс получения продукции, изготовления (ремонта) изделия и т. д., которые содержат данные для организации производственного процесса. На основе технологической документации создается информация для проведения планово-экономических расчетов, подготовки производства, расчета производственных мощностей. Основные задачи ЕСТД: - широкое внедрение типовых техпроцессов; -сокращение объема разрабатываемой технологической документации; повышение производительности труда технологов; -упорядочение номенклатуры и содержания форм технологических документов; -установление правил оформления технологических процессов для производства заготовок, деталей; -разработка систем нормативов основного производства; -учет и анализ применяемости технологической оснастки, деталей, узлов и материалов(сроки использования оснастки, учет); -подготовку первичной технологической документации; -внесение и оформления изменений. Стандартизация технологической документации предусматривает создание стандартов организации на первичные формы документов, методы их составления, учета и хранения, внесения изменений, например, лимитно-заборная карта или акт о списании просроченного материала, бракованных деталей. Стандарты серии ЕСТПП – это система организации и управления процессом технологической подготовки производства, предусматривающая применение прогрессивных типовых технологических процессов, стандартной технологической оснастки, переналаживаемого оборудования, роботов, средств механизации и автоматизации производственных процессов. В перечень действующих ГОСТов ЕСТПП входит пять из сорока, разработанных на начальных этапах внедрения: -ГОСТ 14.004—83 Технологическая подготовка производства. Термины и определения основных понятий. -ГОСТ 14.201—83 Обеспечение технологичности конструкции изделий. Общие требования. -ГОСТ 14.205—83 Технологичности конструкции изделий. Термины и определения. -ГОСТ 14.206—73 Технологический контроль конструкторской документации. -ГОСТ 14.322—83 Единая система технологической подготовки производства. Нормирование расхода материалов. Основные положения. А также действующие рекомендации, заменившие некоторые бывшие ГОСТы ЕСТПП, всего их 8, например: Р 50-54-4—87 ЕСТПП. Виды технического контроля Р 50-54-11—87 ЕСТПП. Общие положения по выбору, проектированию и применению средств технологического оснащения Р 50-54-87—88 ЕСТПП. Организация автоматизированного технологического проектирования. Основная цель ЕСТПП состоит в обеспечении условий для достижения готовности производства к выпуску изделий заданного качества при наименьших затратах трудовых, материальных и финансовых ресурсах. ЕСТПП обеспечивает: - единый для всех предприятий и организаций системный подход к выбору средств технологической подготовки производства; -приспособленность производства к быстрой переналадке на более совершенную продукцию; -технологичность конструкции изделия (увеличение серийности, уменьшение номенклатуры, уменьшение материалоемкости). (Технологичность — это одна из комплексных характеристик технического устройства, которая выражает удобство его производства, ремонтопригодность и эксплуатационные качества. Технологичность не является характеристикой, которая бы однозначно выражалась в каких-либо единицах измерения. При производстве различных изделий технологичность во многом определяет себестоимость, затраты на изготовление и последующее использование. Как правило, более современные устройства являются более технологичными по сравнению с устаревшими образцами, то есть, производятся и эксплуатируются с меньшими затратами и с задействованием более производительных производственных процессов); -разработку технологических процессов на изготовление оснастки; -проектирование и изготовление средств технологического оснащения. Опережающая стандартизация (ОС) – это стандартизация, заключающаяся в установлении повышенных по отношению к уже достигнутому на практике уровню норм, которые, согласно прогнозам, будут оптимальны в последующий планируемый период. Объекты ОС - продукция, процессы, нормы, характеристики (например, установление повышенных норм по ослаблению побочных каналов приема или норм на ширину полосы излучения в ГОСТах МОРОЗ-6) ОС производится на основании фундаментальных, поисковых и прикладных исследований, открытий. Также ОС производится на основе целевого подхода одновременно с НИОКР по созданию систем, машин, комплексов. Процесс ОС является непрерывным, после ввода в действие опережающего стандарта приступают к разработке нового. Научно-технические принципы стандартизации. Научно-технические принципы стандартизации: -принцип системности – включает труд людей, обеспечивающих процесс производства (безопасность, оплата труда, условия труда), средства труда (оборудование, оснастка, инструмент, средства контроля), предметы труда (выпускаемая продукция). Система – это совокупность взаимосвязанных элементов, функционирование которых приводит к выполнению поставленной цели; -принцип обеспечения функциональной взаимозаменяемости стандартизируемых изделий по эксплуатационным показателям, например, взаимозаменяемость авиационных радиостанций, устанавливаемых на разных типах воздушных судов; -научно-исследовательский принцип разработки стандартов. (Для подготовки нового стандарта нужен не только накопленный практический опыт, но и проведение специальных теоретических, экспериментальных НИР и ОКР); -принцип предпочтительности. Согласно этому принципу устанавливается несколько рядов значений стандартизируемых параметров, с тем, чтобы при их выборе один предпочесть второму, второй –третьему. Предпочтительные числа и их ряды служат для определения классов точности, размеров, радиусов, сокращают номенклатуру режущего и измерительного инструментов; -принцип прогрессивности и оптимизации стандартов. Показатели, нормы, устанавливаемые в стандартах, должны соответствовать мировому уровню науки, техники, должен быть получен максимальный экономический эффект при минимальных затратах; - принцип взаимоувязки стандартов – при разработке стандартов должны быть учтены все факторы, влияющие на изготовление изделия; - принцип минимизации удельного расхода материалов (использование прогрессивных методов получения заготовок –раскрой по компьютерным программам, монтажа –поверхностный монтаж с применением безвыводных элементов, применение литья и т.д.). 3. Задача 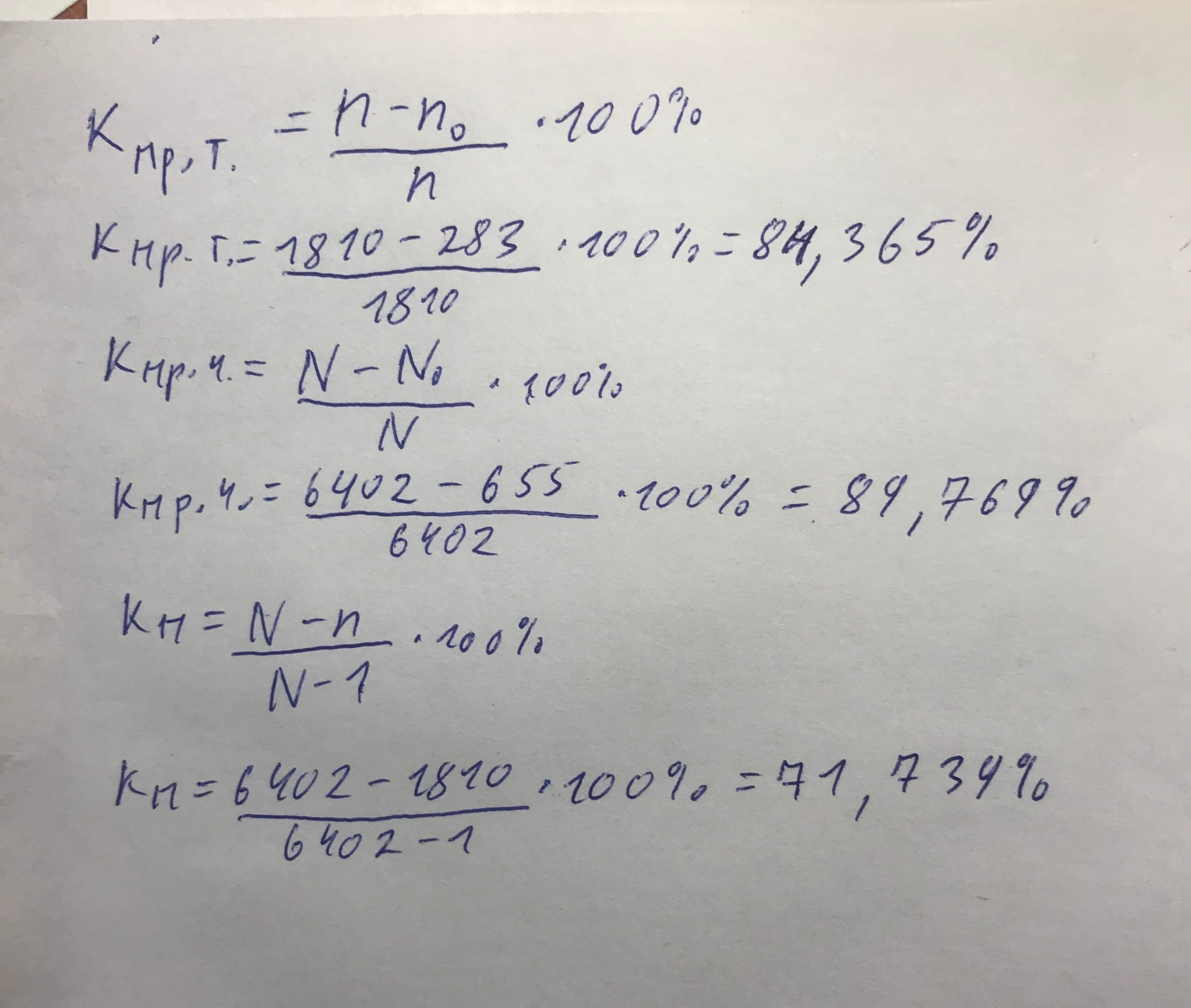 |