Государственное профессиональное образовательное учреждение тульской области щекинский политехнический колледж
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

|
ГОСУДАРСТВЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ТУЛЬСКОЙ ОБЛАСТИ  «ЩЕКИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ» ДНЕВНИК ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ Обучающийся: Белов Владислав Денисович 3 курс, профессия 15.01.05 Сварщик ручной и частично механизированной сварки (наплавки) направляется на предприятие: АО «ЩЗ «КВОИТ» на производственную практику по ПМ.03. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом Календарные сроки практики По учебному плану с 07 декабря по 17 декабря 2021 года. Дата прибытия на практику 07 декабря 2021 года Дата убытия с места практики 17 декабря 2021 года ІІ. Руководитель практики от колледжа Фамилия Имя Отчество - Белоусов Олег Александрович Руководитель практики от предприятия Фамилия Имя Отчество - Пестерников Михаил Евгеньевич Щекино 2021  Содержание Содержание1. Введение……………………………………………………………………...3 2. Характеристика предприятия…………………………………………….....4 3. Специфика выполняемых работ.....................................................................5 4. Выполнение индивидуального задания.........................................................12 5. Техника безопасности......................................................................................15 6. Заключение.......................................................................................................17 7. Литература........................................................................................................18  Введение ВведениеВ соответствии с учебным планом я, Сергеева Каролина Олеговна, студентка 3 курса «ЩПК», проходила производственную практику в АО «ЩЗ «КВОИТ» с 07 декабря по 17 декабря 2021 года. Целью практики является комплексное освоение обучающимися всех видов профессиональной деятельности по профессии, подготовка к самостоятельной трудовой деятельности, приобретение теоретического и практического опыта в работе по профессии «сварщик». Задачи практики: Работа с инструментами и приспособлениями, необходимыми для сварочных работ промышленного характера; Участие в работах, связанных со сваркой угловых и стыковых швов деталей из углеродистых и конструкционных сталей; Выполнение разных способов сварки; Ознакомление с организацией работы, структурой и деятельностью предприятия; Закрепление и совершенствование профессиональных знаний, умений и навыков по избранной профессии.  Характеристика предприятия Характеристика предприятияЩекинский завод Котельно-вспомогательного оборудования и трубопроводов (АО «ЩЗ «КВОИТ») специализируется на производстве строительных металлоконструкций, машиностроительного оборудования для горнодобывающей, металлургической и других отраслей промышленности и нестандартного оборудования. КВОИТ выпускает продукцию для различных отраслей применения: котельно-вспомогательное оборудование, трубопроводы, газоходы, системы аспирации, емкостное оборудование. Также КВОИТ оказывает полный спектр услуг по металлообработке. Предприятие обладает парком современного оборудования для изготовления и обработки металлических конструкций любой сложности. Клиентами предприятия являются Северсталь, НЛМК, Тула-Сталь и другие компании. КВОИТ выпускает металлоконструкции и оборудование, которые используются в металлургии, энергетике, нефтехимической и коксохимической промышленности. Предприятие соблюдает законодательство в области охраны окружающей среды и санитарно-эпидемиологического благополучия населения, а также промышленной безопасности в части возникновения экологических рисков от основной деятельности предприятия.  Специфика выполняемых работ Специфика выполняемых работСварочные работы предназначены для того, чтобы можно было качественно соединить между собой различные металлические материалы и конструкции. Сам процесс сварки основан на том, что под воздействием процессов сплавления, а также деформации частей, которые стыкуются друг с другом, происходит их надежное скрепление. Весьма популярной в практическом применении считается сварка аргоном. Суть ее заключается в том, что возникает дуга между вольфрамовым электродом и металлическим изделием, которое подвергается сварке. Прямое воздействие электрической дуги способствует расплавлению всех свариваемых кромок, в результате чего получается общая расплавленная ванна. При этом аргон по токоведущему устройству постоянно нагнетается, в следствии чего постепенно вытесняется кислород. Сварочная ванна постоянно находится под защитой от таких негативных последствий, как окисление, а также азотирование. Во время осуществления аргонной сварки электрическая дуга сосредоточена на небольшой площади поверхности. Именно благодаря тому, что площадь металлической поверхности, на которую напрямую воздействует дуга, весьма мала, удается достигать крайне высоких температур при осуществлении сварки. Этот диапазон составляет от 4000 до 6000 0С. В момент проведения сварочных работ в дугу подается в определенном количестве присадочный материал. В его качестве может послужить присадочная проволока, обладающая всеми необходимыми свойствами, с помощью которых отлично сваривается с основным металлом. Для сварки нержавейки понадобиться инвертор с хорошо выпрямленным током. Аргонно-дуговая сварка для данных марок металла подойдет как нельзя кстати. Таким способом удается надежно скрепить железные детали между собой по швам. В связи с тем, что в составе нержавеющей стали содержится большое количество хрома, а он, в свою очередь, во взаимодействии с кислородом образует оксиды, которые могут привести со временем к растрескиванию соединенной между собой поверхности, сварочные работы необходимо выполнять с поддувом аргона с обратной стороны шва. Нержавейку, которая имеет тонкие стены, весьма нелегко подвергать сварке. В этом случае электрическую дугу необходимо держать в максимально коротком положении. Да и сами токи следует использовать как можно меньше. Также рекомендуется тщательно следить за тем, чтобы дутье дуги действовало строго по направлению к клемме заземления. С учетом того, что все металлы, которые не подвержены процессу коррозии, имеют очень низкий коэффициент теплопроводности, скорость образования в процессе их сварки ванны значительно быстрее по сравнению с другими аналогичными элементами. Поэтому сварку желательно производить на низких токах. Сварка нержавеющей стали осуществляется специалистами очень аккуратно, без перепадов температур. Важно также понимать, что на практике наиболее просто производится сварка нержавейки с металлами, в которых состав углерода относительно невелик. Среди других рекомендаций, которые следует учитывать при проведении сварочных работ, можно также подчеркнуть необходимость соблюдения режима термообработки. Такое действие направлено в первую очередь на то, чтобы не допустить возникновение на поверхности металла межкристаллической коррозии.  Множество компаний, чтобы выдержать конкуренцию других фирм, обеспечивают свою продукцию высокими характеристиками качества, придерживаются к регламентированным производственным требованиям. К основным расходным материалам, на которых категорически нельзя экономить, можно отнести: сварочную проволоку, электроды, а также не менее значимые расходные материалы. Множество компаний, чтобы выдержать конкуренцию других фирм, обеспечивают свою продукцию высокими характеристиками качества, придерживаются к регламентированным производственным требованиям. К основным расходным материалам, на которых категорически нельзя экономить, можно отнести: сварочную проволоку, электроды, а также не менее значимые расходные материалы.
   В сварочно-сборочные процедуры входит, как выполнение работ по сварке, так и работы по основной сборке конструкций. Обязательно контролировать весь процесс на предмет соответствия всем нормам качества и техники безопасности. В сварочно-сборочные процедуры входит, как выполнение работ по сварке, так и работы по основной сборке конструкций. Обязательно контролировать весь процесс на предмет соответствия всем нормам качества и техники безопасности.  В последующем, при осуществлении процедуры передачи сварочных конструкций, предварительно необходимо осуществить механическую обработку изделий, отшлифовать и окрасить их. Это лишь несколько необходимых процедур перед сдачей изделия. Вся необходимая подготовка должна прописываться отдельно в каждом техническом документе на соответствующее изделие или же конструкцию. Существует несколько видов сворки. В основном, их разделяют на: Сварка с использованием плавления (аппараты электродуговые, термитные, газовые, лазерные и лучевые). Сварка с использованием давления (газопресованные аппараты, ультразвуковые и на основе трения). На данный момент, больше всего применяются дуговые сварки, где источник тепла исходит от электрических дуг. Такую сварку специально подбирают под соответствующий металл. В связи с этим, их существует несколько видов: Дуговая, при использовании электрических дуг, которые и источают тепло; Электрошлаковые, проводящие через себя ток. В данном случает источник тепла исходит из расплавленного шлака. Лучевая, которая раскаляет катоды. Она имеет свойство расплавлять металлы с помощью мощных потоков электронов. Лазерная использует сфокусированные световые лучи, в которых находятся соответствующие микрочастицы. Такой сваркой, чаще всего, расплавляют соединенные, крепкие металлы. Сварка может различаться и по другому критерию. Они могут быть ручными, полуавтоматическими и автоматическими. У каждой есть свои преимущества и недостатки. Ручная сварка. При такой сварке дуга зажигается, происходит взаимодействие между электродами и металлическими изделиями. Во время работы происходит короткое замыкание электродов до большой температуры. Преимущества ручной сварки: 1. Возможно осуществлять сварочные работы в труднодоступных местах конструкции. 2. Возможна сварка под любым углом и градусом наклона. 3. Подходит для большого количества металлов, благодаря широкому ассортименту электродов. 4. Простота в использовании. 5. Дешевые комплектующие материалы. Недостатки: 1. Качество работы напрямую зависит от профессионализма сварщика. 2. Низкая производительность работы при сравнении с другими видами сварочных работ. 3. Из-за магнитных полей может наблюдаться отклонение дуги сварочного аппарата. Полуавтоматическая сварка. В процессе сварочных работ проволока из электродов подается с переменной или же постоянной скоростью. На зону, где осуществляется  сварочный процесс, должен обязательно поступать активные или инертные газы, их смесь. Они помогают защитить нагретый, расплавленный электродом металл, от негативных воздействий окружающей среды.  Защищающий газ должен подаваться исключительно из баллонов, при помощи газовых редукторов. К достоинствам можно отнести высокое качество швов, образующихся после процесса сварки, дугу легко поджечь. Работа с полуавтоматической сваркой удобна, высокая скорость работы. Автоматическая сварка. Это механический способ соединения изделий, при их расплавлении, с помощью неразъемного способа. Есть несколько видов автоматических сварок: электродуговые сварочные работы; газоэлектрические; электрошлаковые. Первые два вида используют электрическую дугу, раскаленную до высоких температурных режимов. Электрошлаковые сварочные работы проводятся путем расплавления шлаков, их температура в два раза ниже, чем у вышеуказанных видов. При автоматических сварочных работах активно используются достижения в области робототехники. Их могут использовать, как в серийных, так и в мелкосерийных производствах.  Один робот может проводить разнообразные сварочные работы. Этот тип сварки применяется для точечных работ, соединений, расположенных внахлест. Низкоуглеродистые стали содержат до 0,25% углерода Трудности при сварке: трудностей при сварке не вызывает, обладает хорошей свариваемостью в широком диапазоне значений тепловой мощности пламени. Характеристика пламени: пламя нормальное, тепловая мощность 100… 130 дм3/ час на 1 мм толщины металла при левом способе сварки, 120…150 дм3/час при правом способе. Технологические особенности: сварку производят без флюса, сварочная проволока марок Св -08 и Св 08А – для неответственных конструкций Св – 08Г, Св – 08ГА, -10ГА и 12ГС – для ответственных конструкций Дополнительные меры. Для повышения пластичности наплавленного металла применяют проковку при температуре светло-красного каления и заканчивают при температуре темно-красного каления. Термической обработке подвергают ответственные конструкции после сварки. Среднеуглеродистые стали содержат 0,25…0,6% углерода Трудности при сварке. В сварном шве и околошовной зоне могут образоваться холодные и горячие трещины. Характеристика пламени. Нормальное или слегка науглероживающее. Тепловая мощность 75 … 100 дм3/ час на 1 мм толщины металла. Технологические особенности: При содержании углерода до 0,45% ведут без применения флюса. Состав флюса: Прокаленная бура – 100% Карбонат калия – 50%, гидроортофосфат натрия – 50% Борная кислота – 70%, карбонат натрия – 30%. Присадочная проволока СВ – 08ГА, - 10ГА, - 12ГС.  При толщине более 3 мм рекомендуется общий подогрев до 250 – 3500 или местный подогрев до 600-6500 Техника сварки. Сварку выполняют только левым способом Дополнительные меры. Для улучшения механических свойств шов проковывают при температуре 850 – 9000 с последующим отпуском при температуре 600 – 6500. Высокоуглеродистые стали содержат 0,6 …2,0 % углерода Трудности при сварке. Плохо свариваются из-за образования трещин в закалочных структурах основного металла. Характеристика пламени. Пламя нормальное или слегка науглероживающее. Тепловая мощность 75 – 90 дм3/час на 1 мм толщины металла. Технологические особенности. Сварку проводят с применением флюсов с подогревом до температуры 250 – 3000, после сварки рекомендуется проковка шва с последующей нормализацией или отпуском Техника сварки. Способ сварки левый без поперечных колебаний мундштука горелки. Дополнительные меры. Термообработка после сварки  Выполнение индивидуального задания. Сборка деталей из углеродистых и конструкционных сталей, цветных металлов и их сплавов под полуавтоматическую сварку.  Аппарат для полуавтоматической сварки – это инвертор, в котором установлена катушка с проволокой и механизм для её автоматической подачи. Проволока здесь это электрод. Аппарат для полуавтоматической сварки – это инвертор, в котором установлена катушка с проволокой и механизм для её автоматической подачи. Проволока здесь это электрод.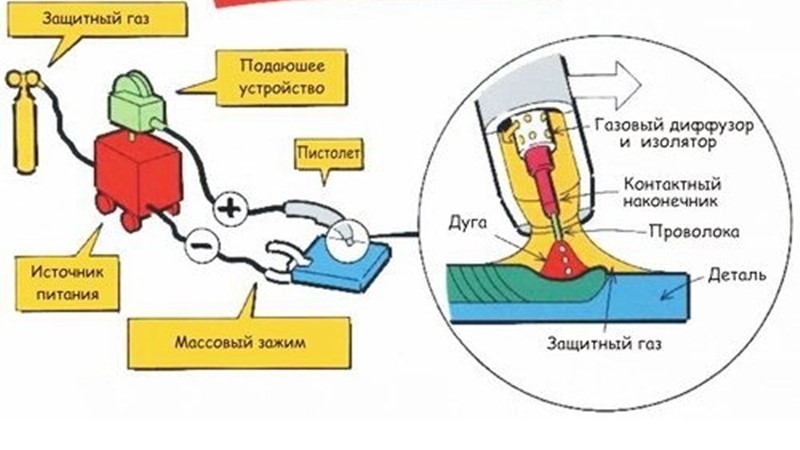 1. Сам аппарат. 2. Сварочная горелка. 3. Баллон с газом и редуктором. 4. Газовый шланг. 5. Кабель с зажимом заземления. Выбор газа для сварки. Сварочные полуавтоматы позволяют варить как с использованием защитного газа, так и без него – с использованием специальной порошковой проволоки. В этом случае защитный газ образуется при сгорании специального порошкового состава. Когда и какой газ использовать в зависимости от типа металла, который мы варим и его толщины? В качестве защитных газов используют инертные, активные газы и их смеси. Самые распространенные СО2, аргон и их смеси. При использовании аргона и его смесей шов получается более ровным с меньшим разбрызгиванием металла.
Выбор сварочной проволоки.  Что касается выбора проволоки, для сварки рынок предлагает большой выбор. Важно помнить, что состав проволоки должен соответствовать составу металла, который варите. Самая распространенная проволока то СВ08Г2С. Она отлично подойдет для сварки углеродистых и низкоуглеродистых сталей. Что касается выбора проволоки, для сварки рынок предлагает большой выбор. Важно помнить, что состав проволоки должен соответствовать составу металла, который варите. Самая распространенная проволока то СВ08Г2С. Она отлично подойдет для сварки углеродистых и низкоуглеродистых сталей.  Выбор диаметра проволоки зависит от толщины металла, соответственно дальнейшие настройки аппарата: сила тока, скорость подачи проволоки и так далее, будут зависеть от этих параметров. На тапе настройки аппарата мы развернем данные той таблицы. Проволока обычно Выбор диаметра проволоки зависит от толщины металла, соответственно дальнейшие настройки аппарата: сила тока, скорость подачи проволоки и так далее, будут зависеть от этих параметров. На тапе настройки аппарата мы развернем данные той таблицы. Проволока обычно
фасуется в катушке диаметром 200 и 300 мм.  Расход защитного газа напрямую влияет на качество шва. При недостаточном расходе возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите. Стоит отметить, что в полуавтоматической сварке существует прямая зависимость между силой тока и скоростью подачи проволоки: чем выше ток, тем выше скорость подачи проволоки и наоборот - чем медленнее подача проволоки, тем ниже сила тока. Расход защитного газа напрямую влияет на качество шва. При недостаточном расходе возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите. Стоит отметить, что в полуавтоматической сварке существует прямая зависимость между силой тока и скоростью подачи проволоки: чем выше ток, тем выше скорость подачи проволоки и наоборот - чем медленнее подача проволоки, тем ниже сила тока.Настройка параметров при полуавтоматической сварке.
Техника безопасности Техника безопасности, охрана труда и профессиональная санитария при проведении сварочных работ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ в качестве основного правила безопасности при соединении металла, между баллонном с газом и генератором нужно соблюсти расстояние не менее пяти метров; при длительной обработке металла шланги нужно подвешивать, чтобы избежать их повреждения; при работе со сварочным оборудованием в помещениях, где есть другие установки или люди, необходимо ограждать сварочное пространство, чтобы защитить их от ожогов; техника безопасности при работе со сварочным агрегатом с использованием газов: сначала нужно немного открыть вентиль с кислородом, затем с ацетиленом (чтобы продуть шланг), а потом уже совершать поджог. При загрязненной горелке могут возникнуть хлопки и разбрызгивание материалов. Нельзя допускать, чтобы горелка «кашляла»; запрещено пользоваться газом в масляной среде. Также нужно избегать обратного удара, который может возникнуть, если наконечник горелки замасленный. Если пламя начинает двигаться в обратном направлении, необходимо сразу перекрыть вентили, чтобы избежать взрыва. При аргонодуговой сварке нужно соблюдать чистоту оборудования, чтобы в сварочный процесс не попало масло; важно знать, на каком расстоянии должны располагаться сварочные кабели от баллонов. Согласно СНиП 12-03-2001 – не менее 0,5 метра Требования по охране труда во время сварочных работ  Охрана труда во время сварочных работ Охрана труда во время сварочных работСуществует ряд запрещенных действий во время работы со сваркой: Наличие горючих, легковоспламеняющихся, взрывоопасных материалов в районе 10 метров; Ремонт рабочего оборудования; Газовые баллоны на расстоянии 5 метров; Выполнение сварочных работ под открытым небом в дождь или снег;  Совершение ремонта закрытого резервуара самостоятельно без помощников и страховки, с прикрытой крышкой. Недопустимо наличие отравляющих, взрывоопасных газов или составов в сосуде; Совершение ремонта закрытого резервуара самостоятельно без помощников и страховки, с прикрытой крышкой. Недопустимо наличие отравляющих, взрывоопасных газов или составов в сосуде;Вести работу возле ацетилового трубопровода ближе трех метров и кислородного полтора метра; Загрязнять экологию отходами от сварки; Присутствие посторонних на участке; Оставлять включенным оборудование; Самовольно выбирать место проведения работ; Игнорировать инструкцию; Работать неисправным аппаратом; Резать и варить на весу; Выполнять ремонт на одной вертикали с сотрудниками; Очищать не остывшие швы, бросать с высоты огарки; Переставлять аппарат под напряжением; Работать с поврежденным кабелем; Варить электродами неподходящей мощности; Пользоваться баллоном при наличии жиров на его поверхности; Перетаскивать или перекатывать баллон, кидать, ударять друг об друга, передавать краном в низ; Делиться генератором при сварке. Заключение. В процессе практики, я успешно применила полученные знания на практике. Научилась выполнять процесс сварки в нижнем, под наклонном в 450, вертикальном, горизонтальном и потолочном положении. А также изучила процесс сваривания материала из высокоуглеродистых и низкоуглеродистых сталей. В период практики по получению первичных профессиональных навыков изучила вопросы, подлежащие изучению. Во время практики я освоила следующее: Как осуществить сборку деталей из углеродистых и конструкционных сталей, цветных металлов и их сплавов под сварку на прихватках и с применением сборочных приспособлений. Усвоила выполнение ручной дуговой сварки угловых и стыковых швов пластин из углеродистой и конструкционной стали в различных положениях сварного шва, выполнение ручной дуговой сварки стыковых швов пластин из цветных металлов и сплавов в различных положениях сварного шва, выполнение ручной дуговой сварки кольцевых швов труб из цветных металлов и сплавов в различных положениях сварного шва, выполнение дуговой резки листового металла и различного профиля.   Литература Литература1.Антонов, В.П. Диффузионная сварка материалов / В.П. Антонов, В.А. Бачин, Г.В. Закорин, и др. - М.: Машиностроение, 2018. - 271 c. 2.Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций / Коллектив авторов. - М.: Книга по Требованию, 2019. - 180 c. 3.Брауде, М.З. Охрана труда при сварке в машиностроении / М.З. Брауде. - М.: Книга по Требованию, 2021. - 141 c. 4.Виноградов, В.С. Оборудование и технология дуговой автоматической и механизированной сварки / В.С. Виноградов. - М.: Академия, 2021. - 319 c |