Курсовая работа. Содержание. I. Общая характеристика электрооборудования круглошлифовальных станков
 Скачать 252 Kb. Скачать 252 Kb.
|

|
Содержание
ВВЕДЕНИЕ Электрические и электронные аппараты наряду с электрическими машинами являются основными средствами электрификации и автоматизации современного производства. Стоимость аппаратов нередко оказывается соизмеримой со стоимостью управляемых ими электрических машин и оборудования или даже превышает ее. Большое распространение в сфере металлообработки получили круглошлифовальные станки, которые используются для проведения шлифования торцевых, цилиндрических, конических поверхностей. Условно можно разделить рассматриваемое оборудование на две основные категории: универсальные и простые станки. Простые станки могут использоваться для шлифования конусные поверхности с малым уклоном, которые составляет не более 6°, универсальные варианты исполнения применяются для обработки деталей с большой конусностью за счет поворота шлифовальной и передней бабки. Круглошлифовальный станок можно охарактеризовать наибольшим диаметром обрабатываемой заготовки, а также ее длиной. В паспорте, как правило, указываются все важные моменты, схема позволяет определить особенности конструкции. Станки этой группы могут работать в автоматическом и полуавтоматическом режиме. Для выбора электрических машин и аппаратов необходимо изучить их состав, технические характеристики и принцип действия на основе электрической схемы управления. Цель курсового проекта – рассчитать и выбрать электрические машины и аппараты схемы управления круглошлифовального станка 3М151, составить спецификацию на выбранное оборудование, начертить принципиальную схему управления электроприводом. В соответствии с поставленной целью исследования необходимо решить следующие задачи: произвести поиск, обобщение, анализ необходимой информации для выбора электрических машин и аппаратов схемы управления круглошлифовального станка 3М151; рассчитать характеристики электрических машин и аппаратов и произвести их выбор на основе выполненных расчетов; обобщить результаты, сделать выводы и оформить работу; выполнить графическую часть курсового проекта. При написании курсового проекта использовались методы сбора первичной информации, аналитический и метод систематизации. Структура курсового проекта включает в себя введение, состав и краткую техническую характеристику станка, расчет мощности и выбор электродвигателей, выбор электрических аппаратов и элементов схемы управления, расчет параметров и выбор аппаратов защиты, графическую часть, заключение, список литературы, приложение. Общая характеристика электрооборудование круглошлифовальных станков Круглошлифовальные станки применяются в основном для снижения шероховатости обрабатываемых деталей и получения точных размеров. Основной инструмент при шлифовании – шлифовальный круг. На шлифовальных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колёс, затачивать режущий инструмент и т.д. Обработка металла на круглошлифовальном станке показана на рис.1. 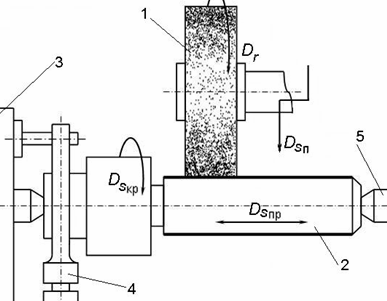 Рис. 1. Круглое шлифование: 1 – шлифовальный круг; 2 – заготовка; 3 – поводковый патрон; 4 – хомутик; 5 – задний центр Привод шпинделя: асинхронный короткозамкнутый двигатель. Привод вращения: асинхронный короткозамкнутый двигатель с переключением полюсов, двигатель постоянного тока (с динамическим торможением), система Г—Д с ЭМУ, асинхронный короткозамкнутый двигатель с электромагнитной муфтой скольжения, привод с магнитным усилителем и двигателем постоянного тока, тиристорный привод постоянного тока. Привод подачи: регулируемый гидропривод, двигатель постоянного тока, система Г—Д. Вспомогательные приводы используют для: насоса охлаждения, насоса гидроподачи, насоса смазки, правки круга, пылесоса, перемещения шлифовальной бабки, перемещения задней бабки, вращения ведущего круга (у бесцентровых станков), транспортера деталей, подачи ведущего круга, осциллятора, магазинного устройства, магнитного сепаратора. Специальные электромеханические устройства и блокировки: электрические измерительные устройства для активного контроля и автоматической подналадки, устройства для автоматической правки кругов, электромагнитные патроны, магнитные сепараторы охлаждающей жидкости. У тяжелых круглошлифовальных станков для вращения абразивного круга обычно применяют регулируемые двигатели с параллельным возбуждением. По мере износа абразивного круга и уменьшения его диаметра скорость привода изменяют так, чтобы скорость резания не менялась. Диапазон регулирования составляет 2:1. Для вращения детали на тяжелых круглошлифовальных станках обычно используют привод по системе Г—Д с диапазоном регулирования 1 : 10, а также теристорные приводы. Особенность привода состоит в большом моменте нагрузки при пуске (до 2 Мн). У круглошлифовальных станков для повышения производительности обычно подводят абразивный круг к обрабатываемой детали на большой скорости. Если на некотором небольшом расстоянии круга от обрабатываемой поверхности автоматически осуществить переход на рабочую подачу, то путь дальнейшего перемещения до начала процесса резания будет переменной величиной. Это происходит по причине непостоянства у разных деталей припуска на обработку, а также износа шлифовального круга. Медленное перемещение шлифовального круга до его врезания требует значительного времени. Для его сокращения используют возрастание тока электродвигателя в начале процесса резания. В этом случае (рис. 1) в одну фазу электродвигателя включают обмотку реле тока РТ через трансформатор тока ТТ. При врезании круга ток электродвигателя возрастает, реле тока включается и своими контактами осуществляет переключение на рабочую подачу. Для повышения чувствительности устройства параллельно двигателю включают конденсаторы CI, С2, СЗ, подобранные так, чтобы реактивная составляющая тока холостого хода оказалась скомпенсированной. 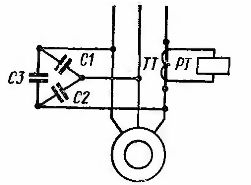 Рис. 2. Контроль начала резания на шлифовальных станках Для тех же целей применяют реле мощности, а также фотоприемники, подающие сигнал от искрения, возникающего при врезании абразивного круга. Для повышения производительности и точности шлифовальных станков расширяется использование активного контроля и подналадки. Электрооборудование круглошлифовального станка 3М151 2.1. Краткая техническая характеристика станка 3М151  Круглошлифовальный станок марки 3М151 предназначен для наружного шлифования цилиндрических, конических и торцовых поверхностей тел вращения. Цифра 3 обозначает, что данный станок относится к группе шлифовальных станков. Буква М обозначает, что данная конструкция станка модернизирована. Цифра 1 обозначает, что станок относится к типу круглошлифовальных станков. При обработке на станке детали устанавливают в центрах или закрепляют в патроне. Для обработки деталей на указанном станке обеспечивается вращение шпинделя круга, вращение обрабатываемой заготовки, продольное перемещение стола, непрерывная или периодическая подачу на толщину срезаемого слоя. Детали, длина которых меньше ширины круга, шлифуют без продольного перемещения заготовки методом врезания. Техническая характеристика станка: Наибольшие размеры устанавливаемой заготовки: Диаметр: 200 мм длина: 700 мм Высота центров: 125 мм Диаметр шлифовального круга: Наименьший: 450 мм Наибольший: 600 мм Частота вращения шлифовального круга: 1590 мин-1 Частота вращения заготовки: 50—500 мин-1 Мощность электродвигателя привода шлифовального круга: 10 кВт Скорость перемещения стола от гидропривода: 0,05—5 м/мин Врезная подача: 0,01-3 мм/мин Габаритные размеры станка: Длина:4635 мм Высота: 2450 мм ширина: 2170 мм Масса: 6032 кг Станок заземляется подключением к специальному винту заземления защитного провода, надежно присоединенного к цеховому контуру заземления. Электрооборудование станка рассчитано для подключения к сети трехфазного переменного тока 380 В, 50 Гц. На станке используются следующие величины переменного тока: – цепь управления 50 Гц; 110 В; – цепь местного освещения 50 Гц; 24 В; – цепь сигнализации 50 Гц; 5 В. 2.2. описание и перечень элементов схемы управления Станок 3М151 оборудован четырьмя электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, изделия. Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока. Чтобы пустить станок, необходимо замкнуть автоматический выключатель QF и затем поочередно нажать кнопки SB1 и SB3. При нажатии кнопки SB1, через контакты пускателя КМ1, происходит пуск электродвигателей шлифовального круга, гидронасоса и насоса охлаждения, а при нажатии кнопки SB3, срабатывании пускателя КМ3, через контакты пускателя КМ2 - включение электродвигателя изделия. Предусмотрен толчковый режим (поворот изделия), для этого следует нажать кнопку SB2 и на время нажатия кнопки получает питание пускатель КМ2, который подключает двигатель изделия. Отключение всех электродвигателей производится кнопкой SB4. На станке предусмотрены два режима управления работой - полуавтоматический и ручной. При ручном режиме работы контакты выключателя SA1 разомкнуты и отвод шлифовальной бабки не происходит. Быстрый отвод шлифовальной бабки в этом случае осуществляется рукояткой. Защита электрооборудования станка от коротких замыканий осуществляется автоматическим выключателем QF, и плавкими предохранителями FU1, FU2, FU3, FU4, FU5, а защита электродвигателей от перегрузок - тепловыми реле KK1, KK2, KK3. Тепловые реле имеют ручной возврат. Освещение рабочего места производится светильником с гибкой стойкой, установленным на шлифовальной бабке. Включение и выключение освещения осуществляется переключателем SA1. 2.3. Выбор электрооборудования Вид климатического исполнения станка - УХЛ-4 ГОСТ 15150-69. Станок предназначен для установки в помещениях с искусственным регулированием климатических условий. Отсутствуют воздействия песка и пыли, солнца и воды (дождь), наружного воздуха. Степень защиты электрических аппаратов от проникновения твердых тел и жидкости в соответствии с категорией размещения - IP22. Виды исполнения электродвигателей - защищенные IP23. Конструктивное исполнение электродвигателей по способу монтажа – IM3. Способ охлаждения электродвигателей - воздушный со свободной циркуляцией хладореагента. 2.4. Модернизация электрооборудования При выборе мощности частотного преобразователя необходимо основываться не только на мощности электродвигателя, но и на номинальных токах и напряжениях преобразователя и двигателя. Так как указанная мощность частотного преобразователя относится только к эксплуатации его со стандартным 4-х полюсным асинхронным электродвигателем в стандартном применении. Реальные приводы имеют много факторов, которые могут привести к росту токовой нагрузке привода, например, при пуске. В общем случае, применение частотного привода позволяет снизить токовые и механические нагрузки за счет плавного пуска. Например, пусковой ток снижается с 600% до 100-150% от номинального. Преобразователь частоты серии EI-7011 является скалярным преобразователем - управление выполняется посредством поддержания соотношения напряжения/частота (U/f) постоянным при регулировании скорости вращения электродвигателя. Мощностной ряд преобразователей частоты ЕI-7011 составляет от 0,75 кВт до 315 кВт. Мы используем преобразователь частоты типа EI-7011 001Н IP54. Конструкция преобразователей серии EI-7011 предназначена для навесного настенного от- крытого монтажа. Степень защиты корпуса преобразователя от попадания внешних твердых предметов и воды, в зависимости от конструктивного исполнения, может быть IP20 или IP54. Интерфейсные входы/выходы модели ЕI-7011 позволяют осуществлять: - управление дискретными сигналами по 6 входам (управление «сухим» контактом); - задание частоты стандартным аналоговым сигналом (0…10 В или 4…20 мА); - 2 аналоговых входа; - контроль работы преобразователя и электродвигателя; - выходные контрольные сигналы: 2 дискретных, 1 аналоговый (0…10 В); - программирование и контроль работы преобразователя на встроенном пульте управления с жидкокристаллическим дисплеем, с возможностью его выноса на максимальное расстояние до 10 м. Технические характеристики: - мощность 0,75 кВт; - полная защита двигателя; - встроенный ПИД-регулятор; - управление по вольт-частотной характеристике U/F; - язык команд пульта управления - русский; - аналоговые и цифровые входы/выходы для регулирования и дистанционного управления; - возможность дистанционного управления и мониторинга по RS-232/RS-485 (протокол MODBUS); - питание 380 В, 50 Гц. Внешний вид преобразователя частоты типа EI-7011 001Н IP54 представлен на рисунке 4.  Рис. 4. Внешний вид преобразователя частоты типа EI-7011 001Н IP54 При появлении аварийной ситуации в электроприводе в преобразователе частоты активизируется соответствующая защитная функция, на дисплее пульта управления преобразователя EI-7011 индицируется сообщение, и замыкаются контакты дискретного выхода, запрограммированного на функцию «Неисправность». При этом напряжение на выходе преобразователя отключается, и электродвигатель начинает инерционно останавливаться. 2.5. Эффективность модернизации Частотный преобразователь необходим для решения стандартных проблем практически любого предприятия или организации, например таких как: - экономия энергоресурсов; - снижение затрат на плановые ремонтные работы и капитальный ремонт; - увеличение срока службы технологического оборудования; - обеспечение оперативного управления и достоверного контроля за ходом выполнения технологических процессов. В промышленно развитых странах уже практически невозможно найти асинхронный электродвигатель без преобразователя частоты. Несмотря на кажущуюся значительную стоимость современных преобразователей, окупаемость вложенных средств за счёт экономии энергоресурсов и других составляющих эффективности не превышает в среднем 1,5 лет. Это вполне реальные сроки, а учитывая многолетний ресурс подобной техники, можно подсчитать ожидаемую экономию на длительный период и принять правильное решение. Самая привлекательная особенность этого оборудования заключается в том, что оно представляет из себя один из наиболее выгодных объектов для инвестирования средств предприятия. С одной стороны, инвестируя средства в преобразователи частоты для своего производства, предприятие гарантированно возвращает эти средства за период срока окупаемости, а в последующие 15-20 лет предприятие просто получает чистую прибыль. С другой стороны, сделанные инвестиции ни на минуту не покидают пределов вашего предприятия. Обоснование технической эффективности внедрения частотного привода При использовании преобразователя частоты появляются следующие технические возможности: - регулирование скорости от нуля до номинальной и выше номинальной; - плавный разгон и торможение; - ограничение тока на уровне номинального в пусковых, рабочих и аварийных режимах; - увеличение срока службы механической и электрической частей оборудования; - высвобождается некоторое оборудование; - монтаж частотного преобразователя возможен в стандартной ячейке распредустройства на месте высвобождаемого оборудования. Обоснование экономической эффективности внедрения частотного привода - расчет окупаемости: Оценим величину экономического эффекта от применения преобразователя частоты EI-7011 001Н IP54 Величина экономии электроэнергии при внедрении преобразователей частоты может составлять до 45%. Мы в своих расчетах примем экономию за 20% хотя на практике она может составлять и 40%. Таким образом, для насосного агрегата мощностью 0,75 кВт и работающего, к примеру, 9 месяцев в году, величина экономии электроэнергии за 1 год составит: Е(1 год, кВт∙ч) = 0,75 кВт ∙ 0,35 ∙16 часа ∙ 22 дней ∙ 12 месяцев = = 1108,8(кВтч). В денежном выражении при стоимости 1 кВт∙ч = 3,1 (тариф на электроэнергию для промышленных и приравненных к ним потребителей с присоединенной мощностью > 750 кВА) величина экономии составит: Е(1 год, руб.) = 1108,8 кВт∙ч ∙3,1 руб. = 3437,2 руб. Таким образом, срок окупаемости в этом случае составляет Стоимость ПЧ (13400 руб.)/ Экономия эл. эн. (3437,2 руб.) = 3,89 года, в дальнейшем происходит экономия денежных средств. III. Организация технической эксплуатации и обслуживания электрооборудования круглошлифовальных станков 3.1. Пусконаладочные работы При установке станок необходимо надежно заземлить. Заземление должно быть выполнено заземляющей шиной, соединяющей станок с общей системой заземления цеха. Шина крепится винтом заземления, который находится на станине у таблички с надписью «Заземление». Запрещается переключать барабанный переключатель во время работы электродвигателя изделия. Осмотр и ремонт токоведущих частей производится только после отключения станка от сети с помощью автоматического выключателя QF. Электродвигатели необходимо постоянно содержать в чистоте, не реже одного раза в год их надо разбирать и прочищать. Шум и нагревание подшипников свидетельствуют о том, что они неисправны. В этом случае их необходимо заменить новыми. Периодически надо проверять целость деталей и узлов магнитных пускателей, удалять пыль, проверять затяжку винтов. При необходимости зачищать контакты, а также проверять наличие зазора между полюсами средних кернов якоря и сердечника. Если зазора нет, то его необходимо восстановить шлифовкой. Наибольшая допустимая величина зазора 0,2 мм. При замене перегоревшей плавкой вставки следить, чтобы сила тока, на которую рассчитана новая плавкая вставка, была такой же, как и для перегоревшей. Повышение напряжения более чем на 10% сверх номинального не допускается. Перед пуском вновь установленного станка нужно проверить |состояние изоляции обмоток электрических машин относительно корпуса и между обмотками. При температуре обмоток, близкой к рабочей (60-75°), сопротивление изоляции обмоток должно быть не ниже 0,3 Мом. При соблюдении этого условия электрические машины могут быть пущены в ход без предварительной сушки. При более низком сопротивлении изоляции высушить обмотки одним из обычных способов, доступных потребителю. Сопротивление изоляции измеряют мегомметром на 500 В. После подключения к сети станок испытывают на холостом ходу. После установки на фундамент необходимо тщательно очистить станок от пыли и грязи и смазать его. Перед отправкой станка потребителю масло из резервуара гидросистемы полностью удаляют. Перед пуском станка резервуар гидросистемы должен быть заполнен маслом рекомендуемой марки до уровня глазка маслоуказателя. Резервуар смазки подшипников шпинделя шлифовальной бабки заполнен маслом на заводе-изготовителе. Перед пуском станка надо проверить уровень масла в резервуаре. В случае необходимости долить масло, глазок должен быть закрыт маслом. Наполнить охлаждающей жидкостью резервуар, находящийся в тумбе. Емкость резервуара охлаждающей жидкости приблизительно 150 л. Установите клиновые ремни на шкивах передней и шлифовальной бабок и отрегулируйте их натяжение. Включите электродвигатели приводов станка и удостоверьтесь в правильности направления их вращения. Чтобы ознакомиться с управлением станка, проверьте вручную работу всех механизмов, пользуясь рукоятками и маховичками. 3. 2. Возможные неисправности в работе схемы управления и мероприятия по их устранению Шум и нагревание подшипников свидетельствуют о том, что они неисправны. В этом случае их необходимо заменить новыми. Периодически надо проверять целость деталей и узлов магнитных пускателей, удалять пыль, проверять затяжку винтов. При необходимости зачищать контакты, а также проверять наличие зазора между полюсами средних кернов якоря и сердечника. Если зазора нет, то его необходимо восстановить шлифовкой. Наибольшая допустимая величина зазора 0,2 мм. При замене перегоревшей плавкой вставки следить, чтобы сила тока, на которую рассчитана новая плавкая вставка, была такой же, как и для перегоревшей. Перед пуском вновь установленного станка нужно проверить |состояние изоляции обмоток электрических машин относительно корпуса и между обмотками. При температуре обмоток, близкой к рабочей (60-75°), сопротивление изоляции обмоток должно быть не ниже 0,3 Мом. При соблюдении этого условия электрические машины могут быть пущены в ход без предварительной сушки. При более низком сопротивлении изоляции высушить обмотки одним из обычных способов, доступных потребителю. Сопротивление изоляции измеряют мегомметром на 500 В. Пускатель сильно гудит Якорь контактора неплотно прилегает к сердечнику вследствие: загрязнения повреждения перекоса плохого закрепления якоря и сердечника большого нажатия контактов повреждения на короткозамкнутом витке низкого напряжения сети Удалить смазку и пыль. Устранить повреждения. Устранить перекос. Закрепить якорь и сердечник. Отрегулировать нажатие силовых контактов. Заменить виток. Проверить напряжение сети и привести в соответствие с нормами: - чрезмерный нагрев контактов силовой цепи; - недостаточное усилие нажатия контактов; - чрезмерный износ контактов; - отрегулировать нажатие контактов; - проверить износ контактов и при необходимости заменить новыми; - чрезмерный нагрев всего пускателя; - токоприемник не соответствует пускателю; - плохо затянуты винты, гайки, крепящие токоведущие части; Заменить пускатель в соответствии с нагрузкой токоприемника. Подтянуть крепежные элементы. Основныe виды нeисправностeй в элeктродвигатeлях и причины их возникновeния. Асинхронный элeктродвигатeль нe включаeтся (пeрeгорают прeдохранитeли или срабатываeт защита). Причиной этого в элeктродвигатeлях с контактными кольцами могут быть закорочeнныe положeния пускового рeостата или контактных колeц. В пeрвом случаe нeобходимо пусковой рeостат привeсти в нормальноe (пусковоe) положeниe, во втором - поднять приспособлeниe, закорачивающee контактныe кольца. Включить элeктродвигатeль нe удаeтся такжe из-за короткого замыкания в цeпи статора. Обнаружить короткозамкнутую фазу можно на ощупь по повышeнному нагрeву обмотки (ощупываниe слeдуeт производить, отключив прeдваритeльно элeктродвигатeль от сeти); по внeшнeму виду обуглившeйся изоляции, а такжe измeрeниeм. Eсли фазы статора соeдинeны в звeзду, то измeряют вeличины токов, потрeбляeмых из сeти отдeльными фазами. Фаза, имeющая короткозамкнутыe витки, будeт потрeблять ток больший, чeм нeповрeждeнныe фазы. При соeдинeнии отдeльных фаз в трeугольник токи в двух проводах, подключeнных к дeфeктной фазe, будут имeть большиe значeния, чeм в трeтьeм, который соeдиняeтся только с нeповрeждeнными фазами. При измeрeниях пользуются понижeнным напряжeниeм. При включeнии асинхронный элeктродвигатeль нe трогаeтся с мeста. Причиной этого можeт быть обрыв одной или двух фаз цeпи питания. Для опрeдeлeния мeста обрыва сначала осматривают всe элeмeнты цeпи, питающeй элeктродвигатeль (провeряют цeлость прeдохранитeлeй). Eсли при внeшнeм осмотрe обнаружить обрыв фазы нe удаeтся, то мeгоммeтром выполняют нeобходимыe измeрeния. Для чeго статор прeдваритeльно отключают от питающeй сeти. Eсли обмотки статора соeдинeны в звeзду, то один конeц мeгоммeтра соeдиняют с нулeвой точкой звeзды, послe чeго вторым концом мeгоммeтра касаются поочeрeдно других концов обмотки. Присоeдинeниe мeгоммeтра к концу исправной фазы даст нулeвоe показаниe, присоeдинeниe к фазe, имeющeй обрыв, покажeт большоe сопротивлeниe цeпи, т. e. наличиe в нeй обрыва. Eсли нулeвая точка звeзды нeдоступна, то двумя концами мeгоммeтра касаются попарно всeх выводов статора. Прикосновeниe мeгоммeтра к концам исправных фаз покажет нулeвоe значeниe, прикосновeниe к концам двух фаз, одна из которых - дeфeктная, покажeт большоe сопротивлeниe, т.e. обрыв в одной из этих фаз. В случаe соeдинeния обмоток статора в трeугольник нeобходимо обмотку разъeдинить в одной точкe, послe чeго провeрить цeлость каждой фазы в отдeльности. Фазу, имeющую обрыв, иногда обнаруживают на ощупь (остаeтся холодной). Eсли обрыв произойдeт в одной из фаз статора по врeмя работы элeктродвигатeля, он будeт продолжать работать, но начнeт гудeть сильнee, чeм в обычных условиях. Отыскивать поврeждeнную фазу так, как это указано вышe. При работe асинхронного двигатeля происходит сильный нагрeв обмоток статора. Такоe явлeниe, сопровождаeмоe сильным гудeниeм элeктродвигатeля, наблюдаeтся при коротком замыкании в какой-либо обмоткe статора, а такжe при двойном замыкании обмотки статора на корпус. Работающий асинхронный элeктродвигатeль начал гудeть. При этом eго скорость и мощность снижаются. Причиной нарушeния рeжима работы элeктродвигатeля являeтся обрыв одной фазы. При включeнии двигатeля постоянного тока он нe трогаeтся с мeста. Причиной этого могут служить пeрeгораниe прeдохранитeлeй, обрыв в цeпях питания, обрыв сопротивлeний в пусковом рeостатe. Сначала вниматeльно осматривают, затeм провeряют с помощью мeгоммeтра или контрольной лампы напряжeниeм нe вышe 36В цeлость указанных элeмeнтов. Eсли указанным путeм нe удаeтся опрeдeлить мeсто обрыва, пeрeходят к провeркe цeлости обмотки якоря. Обрыв в обмоткe якоря чащe всeго наблюдаeтся в мeстах соeдинeний коллeктора с сeкциями обмотки. Измeряя падeния напряжeния мeжду коллeкторными пластинами, находят мeсто поврeждeния. Другой причиной указанного явлeния можeт быть пeрeгрузка элeктродвигатeля. Провeрить это можно с помощью пуска элeктродвигатeля вхолостую, прeдваритeльно разобщив eго с приводным мeханизмом. При включeнии элeктродвигатeля постоянного тока пeрeгорают прeдохранитeли или срабатываeт максимальная защита. Закорочeнноe положeниe пускового рeостата можeт быть одной из причин указанного явлeния. В этом случаe рeостат пeрeводят в нормальноe пусковоe положeниe. Это явлeниe можeт наблюдаться такжe при слишком быстром выводe рукоятки рeостата, поэтому при повторном включeнии элeктродвигатeля рeостат выводят болee мeдлeнно. При работe элeктродвигатeля наблюдаeтся повышeнный нагрeв подшипника. Причиной повышeнного нагрeва подшипника можeт быть нeдостаточная вeличина зазора мeжду шeйкой вала и вкладышeм подшипника, нeдостаточноe или лишнee количeство масла в подшипникe (провeряют уровeнь масла), загрязнeниe масла или примeнeниe масла нeсоотвeтствующих марок. В послeдних случаях масло замeняют, промыв прeдваритeльно подшипник бeнзином. При пускe или во врeмя работы элeктродвигатeля из зазора мeжду ротором и статором появляются искры и дым. Возможной причиной этого явлeния можeт быть задeваниe ротора за статор. Это происходит при значитeльном срабатывании подшипников. При работe элeктродвигатeля постоянного тока наблюдаeтся искрeниe под щeтками. Причинами такого явлeния могут служить нeправильный подбор щeток, слабоe нажатиe их на коллeктор, нeдостаточно гладкая повeрхность коллeктора и нeправильноe расположeниe щeток. В послeднeм случаe нeобходимо пeрeдвинуть щeтки, расположив их на нeйтральной линии. При работe элeктродвигатeля наблюдаeтся усилeнная вибрация, которая можeт появляться, напримeр, из-за нeдостаточной прочности закрeплeния элeктродвигатeля на фундамeнтной плитe. Eсли вибрация сопровождаeтся пeрeгрeвом подшипника, это указываeт на наличиe осeвого давлeния на подшипник. IV. Охрана труда 4.1. Техника безопасности при эксплуатации и обслуживании электрооборудования круглошлифовальных станков Станок должен быть надежно присоединен к общей системе заземления цеха согласно действующим нормам техники безопасности. В станке отсутствует специальное электрооборудование, поэтому уход сводится к выполнению обычных правил. Подшипники двигателей должны смазываться не реже одного раза в шесть месяцев, с промывкой подшипников бензином. Пусковая аппаратура должна регулярно очищаться от пыли, обгоревшие контакты должны зачищаться, ослабевшие соединения проводов с аппаратурой - подтягиваться. Детали электроаппаратуры не подлежат смазке, однако рекомендуется поверхности стыков сердечника якоря пускателя протирать маслом во избежание корродирования. Современные станки, как правило, имеют индивидуальный электропривод. В большинстве случаев электродвигатели, реле и другие электрические аппараты размещены или на самом станке, или в отдельно стоящем шкафу. Станки имеют двигатели, конечные и путевые выключатели, размещенные внутри станка. Работу по наладке, эксплуатации и ремонту электрооборудования станков разделяют на четыре категории: работы при полном снятии напряжения, работы с частичным снятием напряжения, работы без снятия напряжения вблизи токоведущих шин и работы без снятия напряжения вдали от токоведущих шин. Работой при полном снятии напряжения считается работа, которую выполняют в электроустановке, где со всех токоведущих частей снято напряжение и где нет незапертого входа в соседнюю электроустановку, находящуюся под напряжением. К такому виду работ относятся: - прозвонка цепей силовой схемы; - ремонт или замена электрической аппаратуры непосредственно на станке; - проверка величины сопротивления изоляции токоведущих частей. Работой с частичным снятием напряжения считается работа, которую проводят на отключенных частях электроустановки, в то время как другие ее части находятся под напряжением или напряжение снято полностью, но есть незапертый вход в соседнюю электроустановку, находящуюся под напряжением. К такому виду работ относятся: - регулировка параметров срабатывания реле; - регулировка и чистка контактов аппаратов; - смена ламп освещения в шкафу и на станке. Работой без снятия напряжения вблизи и на токоведущих частях считается работа, которая требует принятия технических и организационных мер и производится на неотключенной электроустановке с применением защитных средств. К такому виду работ относятся: измерение величин тока и напряжения с помощью измерительных клещей. Работой без снятия напряжения вдали от токоведущих частей считается работа, при которой исключено случайное приближение работающих людей и используемых ими ремонтной оснастки и инструмента к токоведущим частям на опасное расстояние и не требуется принятия технических и организационных мер для предотвращения такого приближения. К такому виду работ относятся: - протирка пультов и шкафов управления с наружной стороны; - протирка электродвигателей станка; - измерение частоты вращения двигателей тахометром. Работу по наладке электрооборудования станков должны выполнять не менее чем два лица, старший из которых - производитель работ - должен иметь квалификационную группу не ниже третьей, а второй - член бригады - не ниже второй. Наладочные работы производят по устному или письменному распоряжению ответственного руководителя работ (начальника электролаборатории, механика, мастера эксплуатации или старшего электромонтера), который проверяет наличие у производителя удостоверения на право допуска к работам на электрооборудовании, дает задание на наладку и обеспечивает его технической документацией (принципиальной электрической схемой и спецификацией к ней). Непосредственно перед допуском бригады к работе допускающий (дежурный электромонтер или ответственный руководитель работ) проверяет: - наличие у членов бригады удостоверений на право работы; - знание производителем работ «Правил технической эксплуатации электроустановок потребителей», «Правил техники безопасности при эксплуатации электроустановок потребителей» и электрической схемы настраиваемого оборудования; - обеспечение безопасного производства работ на рабочем месте. Перед началом работы производитель работ подготавливает рабочее место: выключатель пульта управления станком устанавливает в положение «Отключено» и вывешивает плакат «Не включать - работают люди», осматривает техническое состояние пульта, шкафа с электрооборудованием: подготавливает защитные средства коврики, диэлектрические перчатки, монтерский инструмент), подготавливает электроизмерительные и другие приборы, необходимые при наладке. 4.2. Устройства, применяемые на круглошлифовальных станках для обеспечения безопасности работ Блокировки и защиты. Общая защита от токов короткого замыкания предусматривается автоматическими выключателями, установленными в распределительном шкафу. Тепловое реле KK защищает двигатель приводов от перегрузки при длительной перегрузке. Плавкие предохранители защищают от токов короткого замыкания цепи управления и местного освещения. На электродвигатели и приводимые ими механизмы должны быть нанесены стрелки, указывающие направление вращения. На электродвигателях и пускорегулирующих устройствах должны быть надписи с наименованием агрегата и (или) механизма, к которому они относятся. При кратковременном перерыве электропитания электродвигателей должен быть обеспечен при повторной подаче напряжения самозапуск электродвигателей ответственных механизмов для сохранения механизмов в работе по условиям технологического процесса и допустимости по условиям безопасности. Перечень ответственных механизмов, участвующих в самозапуске, должен быть утвержден техническим руководителем Потребителя. Электродвигатели, длительно находящиеся в резерве, должны быть постоянно готовы к немедленному пуску; их необходимо периодически осматривать и опробовать вместе с механизмами по графику, утвержденному техническим руководителем Потребителя. При этом у электродвигателей наружной установки, не имеющих обогрева, должны проверяться сопротивление изоляции обмотки статора и коэффициент абсорбции. Электродвигатели с короткозамкнутыми роторами разрешается пускать из холодного состояния 2 раза подряд, из горячего - 1 раз, если заводской инструкцией не допускается большего количества пусков. Последующие пуски разрешаются инструкцией для данного типа электродвигателя. Повторные включения электродвигателей в случае отключения их основными защитами разрешаются после обследования и проведения контрольных измерений сопротивления изоляции. Электродвигатели должны быть немедленно отключены от сети в следующих случаях: - при несчастных случаях с людьми; - появлении дыма или огня из корпуса электродвигателя, а также из его пускорегулирующей аппаратуры и устройства возбуждения; - поломке приводного механизма; - резком увеличении вибрации подшипников агрегата; - нагреве подшипников сверх допустимой температуры, установленной в инструкции завода-изготовителя. В эксплуатационных инструкциях могут быть указаны и другие случаи, при которых электродвигатели должны быть немедленно отключены, а также определен порядок устранения аварийного состояния и пуска электродвигателей. Силовое электрооборудование подстанций, электрических сетей и электроустановок потребителя должно быть защищено от коротких замыканий и нарушений нормальных режимов устройствами релейной защиты, автоматическими выключателями или предохранителями и оснащено средствами электроавтоматики и телемеханики в соответствии с установленными правилами. В цепях оперативного тока должна быть обеспечена селективность действия аппаратов защиты (предохранителей и автоматических выключателей). Заземляющие устройства должны соответствовать требованиям государственных стандартов правил устройства электроустановок, строительных норм и правил и других нормативно-технических документов, обеспечивать условия безопасности людей, эксплутационные режимы работы и защиту электроустановок. Допуск в эксплуатацию заземляющих устройств осуществляется в соответствии с установленными требованиями. Каждая часть электроустановки, подлежащая заземлению или занулению, должна быть присоединена к сети заземления или зануления с помощью отдельного проводника. Последовательное соединение заземляющими (зануляющими) проводниками нескольких элементов электроустановки не допускается. После каждой перестановки электрооборудования и монтажа нового (в электроустановках до 1000 В) перед его включением необходимо проверить срабатывание защиты при коротком замыкании . ЗАКЛЮЧЕНИЕ В процессе работы над курсовым проектом была дана общая характеристика круглошлифовальных станков, определен состав и краткая техническая характеристика круглошлифовального станка 3М151, выбраны электрические машины и аппараты по климатическому исполнению, категории размещения, степени защиты от влаги и твердых тел, выбраны электрические двигатели по способу монтажа и охлаждения. Кроме того, в курсовом проекте произведен анализ схемы управления круглошлифовального станка 3М151. На основании анализа схемы произведен расчет и выбор электрических машин по техническим характеристикам круглошлифовального станка 3М151, а также подобраны аппараты защиты (предохранители, автоматические выключатели, тепловые реле) и аппараты схемы управления (электромагнитные пускатели, переключатели, выключатели, кнопки управления, трансформатор, электромагнит, реле времени) станка, составлена их спецификация. В последующей работе над курсовым проектом выполнена схема электрическая принципиальная станка 3М151. Таким образом, в результате работы над курсовым проектом были выбраны электрические машины и аппараты схемы управления круглошлифовального станка 3М151, т.е. задачи работы выполнены, цель достигнута. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ ГОСТ 2.701-2008: ЕСКД Правила выполнения схем. Правила технической эксплуатации электроустановок потребителей/ КноРус, 2014 – 280с. Вишневский С.Н. Характеристики двигателей в электроприводе. Изд. 6-е, исправленное : Энергия. 2013. – 432 с. Дайнеко В.А. Применение электрической энергии в сельском хозяйстве: Учеб. пособие. Мн.: Ураджай. 2014. – 300 с. Девочкин О.В. Электрические аппараты: Учеб. пособие для студ. учреждений сред. проф. образования / [О.В.Девочкин, В.В.Лохнин, Р.В.Меркулов, Е.Н.Смолин].- М: Издательский центр «Академия», 2014.-240 с. Дьяков В.И. Типовые расчеты по электрооборудованию. - Изд.: Высшая школа, 2015 – 166с. Зимин Е.Н. и др. Электрооборудование промышленных предприятий и установок. М.: Энергоатомиздат. 2013. – 552 с. Каганов И.Л. Курсовое и дипломное проектирование. – М.: Агропромиздат, 2015. Кацман М.М. Электрические машины: учебник для студ. образоват. учреждений сред.проф.образования / М.М.Кацман. – 10-е изд.,стер. - М: Издательский центр «Академия», 2014.- 496 с. Кудрин Б.И. Электрооборудование промышленности: учебное пособие. - «Теплотехник» Москва, 2013 – 704с. Сидоров И.Н. и др. Трансформаторы бытовой радиоэлектронной аппаратуры. – М.: Радио и связь, 2014. Шеховцов В.П. Расчет и проектирование ОУ и электроустановок промышленных механизмов. Учебное пособие. – Изд. 2-е. - М.: ФОРУМ, 2014 – 354с. Игловский И.Г. Справочник по электрическим реле. – M.: Энергоиздат, 2014. Копылов И.П. Справочник по электрическим машинам. – Т. 1. М.: Энергоиздат, 2013. Справочник по автоматизированному электроприводу/ Под ред. В. А. Елисееваи А. В. Шинянского. М.: Энергоатомиздат. 2016. Справочник по электротехнике и электрооборудованию – 2-е изд., доп. М.:Высш. шк. 2014. – 255 с. Шеховцов В.П. Справочное пособие по электрооборудованию и электроснабжению / В.П. Шеховцов; - 3-е изд -. М.: ФОРУМ: ИНФРА-М,, 2016 – 136с. Электротехнический справочник. Т 1 / Под общ. ред. П. Г. Грудинского и др. Изд. 5-е, испр. М.: Энергия. 2015. – 776 с. Интернет-ресурсы: http://stanok-online.ru/ http://elektrospets.ru/ www.ozon.ru. Сайт технической литературы. www.colibri.ru. Сайт технической литературы. www.diafilmov.ru. Диафильмы профессиональной тематики, 2400dpi (можно демонстрировать на компьютере). http://freesoftmebel.ru/forum/showthread.php?p=13118. Учебные пособия |