проектирование малярного участка. Смыков ПЗ. Ii основная часть 1 Краткая характеристика автотранспортного предприятия
 Скачать 1.92 Mb. Скачать 1.92 Mb.
|

|
III. Организационный раздел 3.1 Выбор метода организаций ТО и ТР на АТП и на объекте проектирования Целью данного раздела является разработка вопросов организации работы проекта проектирования малярного участка. В проектируемой мной малярном участке выбран метод специализированных тупиковых постов. Сущность метода специализированных постов состоит в том, что весь объем работ данного вида кузовного и малярного участка распределяется по нескольким постам. Посты и рабочие на них специализируются либо по видам работ (контрольные, крепежные, смазочные, и т.д.), либо по агрегатам, системам автомобиля. 3.2 Схема технологического процесса на объекте проектирования 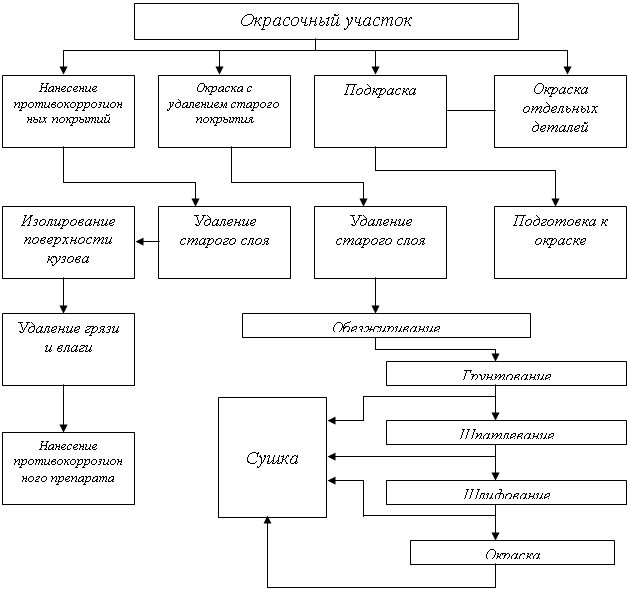 Рисунок 2. Схема технологического процесса малярного участка 3.3 Схема технологического процесса ТО и ТР на АТП Любое авторемонтное предприятие или автосервис как минимум должен включать в себя мойку, бокс разборки сборки, участок кузовного ремонта, участок подготовки к окраске и бокс для ремонта двигателей. Начинается автосервис с кабинета мастера или менеджера. В кабинете мастера в присутствии клиента составляется перечень дефектов и акт о выполнении работ. Тут же рассчитывается размер оплаты ремонта, расход материалов и зарплата рабочего выполняющего ремонт. Только после оформления документов автомобиль принимают в ремонт. Сначала он попадает на мойку, где тщательно отмывается от песка, грязи, соли и т.д. После мойки, в бокс разборки, за тем, если требуется, автомобиль попадает в кузовной участок. По окончании кузовного ремонта в подготовочный бокс, откуда, в свою очередь, направляется в покрасочно-сушильную камеру. И далее опять бокс разборки-сборки и мойка. Основные ремонтные участки. Участок разборки-сборки. В боксе разборки-сборки производится разборка требующих ремонта элементов или автомобиля целиком, в зависимости от объёмов ремонта. Для обеспечения быстрой, а главное качественной, разборки и последующей сборки участок должен быть оснащён всем необходимым инструментом: набор крестовидных и плоских отвёрток разной длины, наборы рожковых, накидных и торцевых ключей включающие в себя всевозможные переходники, удлинители и трещотки. А так же набор шестигранных ключей и "звёздочек". Для обеспечения удобства - немаловажного фактора в работе, необходима переносная лампа на длинном проводе. На данном участке ремонта, как правило, справляется один автослесарь, но для быстрого выполнения работ необходим напарник. Бокс кузовного ремонта. Первоначально оценивается величина повреждений кузова автомобиля или его частей. В случае серьёзных повреждений автомобиль загоняют на робота, где кузов жёстко закрепляется в специально предусмотренных крепежах и начинается работа по восстановлению первоначальных геометрических размеров кузова, а затем заменяют повреждённые элементы, не подлежащие восстановлению. Если же кузов автомобиля не деформировался, сразу приступают к рихтовке восстанавливаемых элементов и замене невосстановимых. Для выполнения всех видов кузовного ремонта, данный ремонтный участок должен быть оснащен "роботом", представляющим из себя металлическую раму, на которою жёстко крепиться ремонтируемый кузов, и, с помощью гидравлики, вытягивается в требуемом направлении. Так же необходим сварочный полуавтомат, отрезной инструмент, дрель, клещи-зажимы, рулетка. Понадобится набор гаечных и торцевых ключей для того, чтобы при необходимости ослабить подвеску автомобиля. При наличии всего требуемого инвентаря, на данном участке требуется один кузовщик на один автомобиль. Бокс подготовки к окраске. В подготовочном боксе производится обработка и подготовка заменённых и восстановленных элементов кузова к покраске. Заменённые элементы, как правило, покрыты консервирующим грунтом на заводе изготовителе. В таком случае работа начинается с удаления консерванта или нанесения на него адгезионной риски, для дальнейшего нанесения на поверхность выравнивающих шпатлёвок и порозаполняющих грунтов. Работа на данном этапе ремонта является наиболее ответственной и кропотливой, т.к. рабочему необходимо знать и строго соблюдать технологию подготовки. Материалы должны наноситься в определённой последовательности и обрабатываться соответствующим абразивом. Вследствие нарушения, каких-либо пунктов технологии подготовки, внешний вид и качество лакокрасочного покрытия после окраски, могут быть испорчены. Что приведёт к перекраске и потере времени и материалов. Для достижения качества работ и сокращения затраченного времени данный участок должен быть обеспечен всеми видами материалов и необходимыми инструментами и оборудованием. В работе необходимы: шлифовальная машинка с предусмотренной заменой абразивного материала, инфракрасный излучатель для ускоренной сушки материалов, пневмопистолеты для нанесения грунта и жидкой шпатлёвки, все виды грунтов и шпатлёвок, абразивные материалы со всевозможными размерами абразива, малярный скотч (лента) и маскировочная плёнка. Кроме того, каждый маляр-подготовщик должен иметь свой набор шпателей, малярный нож, специальные бруски и рубанки со сменным абразивом. Подготовщик - работник универсальный, он может выполнять большой объём работы в одиночку (от рихтовки до полировки), поэтому на один ремонтируемый автомобиль достаточно одного подготовщика. 3.4 Выбор режима работы производства. Работа производственных подразделений, занятых в АТЦ текущим ремонтом, должна быть согласована с режимом работы автомобилей на линии. При выборе режима работы производственных подразделений должны быть установлены следующие показатели: количество рабочих дней в году - 247; сменность работ - 1 смена; время начала работы – 8:00 ч; время окончания работы – 17:00 ч. Обеденный перерыв – 12:00-13:00 ч. 3.5 Подбор технологического оборудования Подбор технологического оборудования, технологической и организационной оснастки для объекта проектирования осуществляется с учетом рекомендаций типовых проектов рабочих мест на АТП и табеля гаражного технологического оборудования. К технологическому оборудованию относят стационарные, передвижные и переносные стенды, станки, всевозможные приборы и необходимые для выполнения работ по ТО, ТР и диагностированию подвижного состава. К организационной оснастке относят производственный инвентарь (верстаки, стеллажи, шкафы, столы), занимающий самостоятельную площадь на планировке. К технологической оснастке относят всевозможный инструмент, приспособления, приборы, необходимые для выполнения работ по ТО, ТР и диагностированию подвижного состава, не занимающие самостоятельной площади на планировке. При выборе технологического оборудования и организационной оснастки следует учитывать, что количество многих видов стендов, установок и приспособлений не зависит от числа работающих в цехе, тогда как верстаки или рабочие столы принимаются исходя из числа рабочих, занятых в наиболее нагруженной смене. Перечень оборудования и оснастки целесообразно представить в таблицы. Основной критерий при обосновании подбора технологического оборудования – это среднегодовой пробег одного автомобиля. Если среднегодовой пробег одного автомобиля в пределах нормативного пробега (для соответствующего типа подвижного состава) ±50 %, то технологическое оборудование подбирается согласно Табелю технологического оборудования и специализированного инструмента для АТП, СТО и БЦТО. Если среднегодовой пробег одного автомобиля выходит за пределы нормативного пробега ±50 %, то производится расчет необходимого количества технологического оборудования. Принятое количество оборудования и оснастки для малярного участка внесем в таблицу 5.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||