3вопросы спец ВИК наши. Какими должны быть размеры приямков для заделки стыков в траншее для газопроводов
 Скачать 179.17 Kb. Скачать 179.17 Kb.
|

|
Согласно РД 03-606-03, перед проведением визуального и измерительного контроляповерхность объекта в зоне контроля подлежит зачистке до чистого металла. Какая должнабыть зона зачистки при ручной дуговой сварке стыкового соединения, при отсутствииустановленных требований в НД на изготовление изделия? Группа вопросов: РД 03-606-03 1. не менее чем номинальная толщина свариваемых элементов 2. не менее 20 мм с внешней стороны и не менее 10 мм с внутренней стороны 3. не менее 50 мм с каждой стороны сварного соединения 4. не менее чем удвоенная номинальная толщина свариваемых элементов Ответ: ____________________________ Согласно РД 03-606-03, шероховатость зачищенных под контроль поверхностей деталей,сварных соединений, а также поверхность разделки кромок деталей (сборочных единиц,изделий), подготовленных под сварку, должна быть: Группа вопросов: РД 03-606-03 1. не более Ra 12,5 (Rz 80) 2. не более Ra 3,2 (Rz 20), если после ВИК будет проводиться капиллярный контроль 3. не более Ra 6,3 (Rz 40) если после ВИК будет проводиться ультразвуковой контроль 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ На стадии входного контроля полуфабрикатов необходимо контролировать толщину (Sн)прокатного листа. Какие требования к контролю, согласно РД 03-606-03 необходимовыполнять? Группа вопросов: РД 03-606-03 1. измерение Sн листа не менее, чем в одном сечении 2. измерение Sн листа не менее, чем в одном сечении с каждой стороны листа 3. измерение Sн листа не менее, чем в двух сечениях 4. измерение Sн листа не менее, чем в двух сечениях с каждой стороны листа Ответ: ____________________________ На стадии подготовки деталей под сварку необходимо контролировать V-образнуюодностороннюю разделку кромки (смотри рисунок). Согласно РД 03-606-03, какиепараметры из указанных на рисунке, подлежат контролю? Группа вопросов: РД 03-606-03 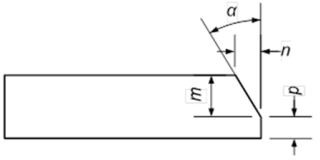 1. n, m 2. α, p 3. α, n, m 4. α, n, m, p Ответ: ____________________________ На стадии сборки деталей под сварку необходимо контролировать стыковое соединение сV-образной односторонней разделкой кромки (смотри рисунок). Согласно РД 03-606-03,какие параметры из указанных на рисунке, подлежат контролю? 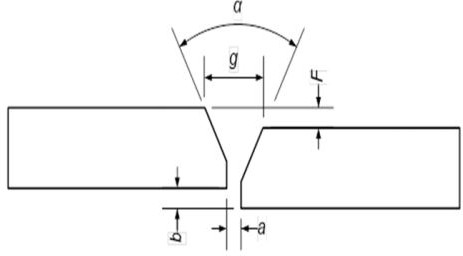 Группа вопросов: РД 03-606-03 Группа вопросов: РД 03-606-031. α, g, F 2. α, g, F, b 3. F, b, a 4. α, g, F, b, a Ответ: ____________________________ На стадии подготовки и сборки деталей под сварку представлено к приёмке 100 деталей.Согласно РД 03-606-03, сколько деталей, из числа предъявленных, подлежат визуальному иизмерительному контролю (при условии, что объём контроля не установлен в НД, ПТД и ПКДили Заказчиком)? Группа вопросов: РД 03-606-03 1. не менее 10 штук 2. не менее 20 штук 3. не менее 50 штук 4. все 100 штук Ответ: ____________________________ На стадии подготовки деталей под сборку необходимо контролировать угол скоса кромки(смотри рисунок). Какие средства измерений, согласно РД 03-606-03 необходимоиспользовать при этом? 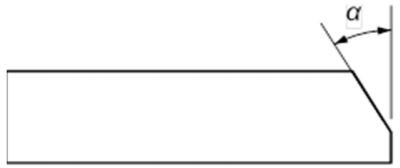 Группа вопросов: РД 03-606-03 Группа вопросов: РД 03-606-031. угломер или универсальный шаблон 2. щуп или калибр 3. транспортирная линейка или лекало 4. правильный ответ 1, 2 и 3 Ответ: ____________________________ На стадии сборки деталей под сварку необходимо контролировать зазор в соединении(смотри рисунок). Какие средства измерений, согласно РД 03-606-03 Группа вопросов: РД 03-606-03 1. линейка или штангенциркуль 2. щуп или универсальный шаблон 3. плоскопараллельные концевые меры длины 4. правильный ответ 1, 2 и 3 Ответ: ____________________________ На стадии контроля готового сварного соединения необходимо контролировать стыковоесварное соединение пластин с V-образной односторонней разделкой кромки (смотририсунок). Согласно РД 03-606-03, какие параметры из указанных на рисункеконструктивных элементов, подлежат контролю? Группа вопросов: РД 03-606-03 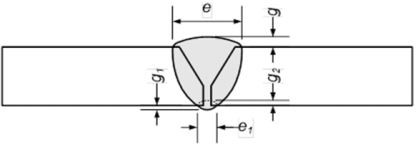 1. e, g 2. e, g, g1 3. e, g, g1/g2 4. e, e1, g, g1/g2 Ответ: ____________________________ С помощью какого шаблона, согласно РД 03-606-03, необходимо проводить измерениевыпуклости, вогнутости и высоты углового шва? Группа вопросов: РД 03-606-03 1. универсальный шаблон УШС-1 2. универсальный шаблон УШС-2 3. универсальный шаблон УШС-3 4. шаблон В.Э Ушерова-Маршака. Ответ: ____________________________ Согласно РД 03-606-03, как необходимо проводить измерение выпуклости корня стыковогосварного шва, в том случае, когда уровни внутренних поверхностей разные (см. рисунок)? 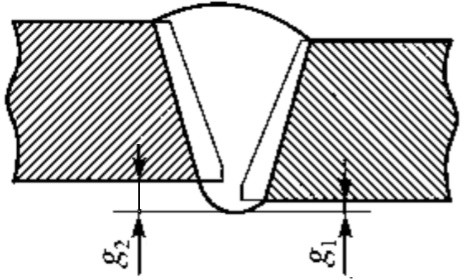 Группа вопросов: РД 03-606-03 Группа вопросов: РД 03-606-031. g1 2. g2 3. g1+g2 4. (g1+g2)/2 Ответ: ____________________________ Согласно РД 03-606-03, как необходимо проводить измерение вогнутости корня стыковогосварного шва (см. рисунок), в том случае, когда уровни внутренних поверхностей разные? Группа вопросов: РД 03-606-03 1. g1 2. g2 3. g1+g2 4. (g1+g2)/2 Ответ: ____________________________ Каким способом, согласно РД 03-606-03, необходимо проводить контроль геометрическихразмеров колен, гнутых труб а также прямых гнутых деталей и блоков? Группа вопросов: РД 03-606-03 1. методом плазирования 2. с помощью специального шаблона (лекала) 3. методом слепка 4. методом наложения фотографии на чертёж Ответ: ____________________________ Каким способом, согласно РД 03-606-03, рекомендуется проводить измерение толщиныстенки гнутых деталей (элементов), в том числе и вытянутой горловины тройников иколлекторов? Группа вопросов: РД 03-606-03 1. универсальным шаблоном УШС 2. штангенциркулем двусторонним типа ШЦ-1 3. металлической измерительной линейкой 4. ультразвуковым толщиномером. Ответ: ____________________________ Укажите, какой размер, из указанных на рисунке, правильно определяет максимальнуюширину включения, согласно РД 03-606-03? 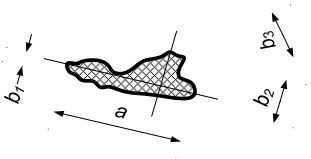 Группа вопросов: РД 03-606-03 Группа вопросов: РД 03-606-031. a/2 2. b1 3. b2 4. b3 Ответ: ____________________________ Согласно РД 03-606-03, включения классифицируются как одиночные, при соблюденииследующего условия (см. рисунок): 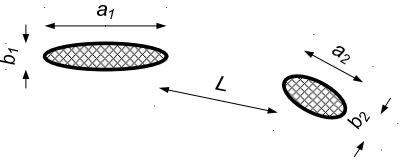 Группа вопросов: РД 03-606-03 Группа вопросов: РД 03-606-031. L не менее трёхкратного размера a1 или a2 (что больше) 2. L не менее пятикратного размера a1 или a2 (что больше) 3. L не менее суммарного размера a1 + a2 4. L не менее суммарного размера a1 + b1 + a2 + b2 Ответ: ____________________________ Размерный показатель применяют для определения норм оценки качества сварного шва.Чему равен размерный показатель для стыкового сварного соединения деталей с различнойтолщиной, согласно РД 03-606-03? Группа вопросов: РД 03-606-03 1. номинальной толщине более тонкой детали 2. номинальной толщине более толстой детали 3. удвоенной номинальной толщине более тонкой детали 4. расчётной толщине сварного шва Ответ: ____________________________ В какой цвет рекомендуется окрашивать поверхность стен на участках визуального иизмерительного контроля? Группа вопросов: РД 03-606-03 1. бело-голубой или светло-серый 2. красный 3. оранжевый 4. все перечисленное Ответ: ____________________________ С какой целью на участках визуально-измерительного контроля применяются рабочиестолы с поверхностью, окрашенной в светлые тона? Группа вопросов: РД 03-606-03 1. для снижения общего утомления специалиста, выполняющего контроль 2. для повышения контрастной чувствительности глаза 3. для увеличения контраста контролируемых поверхностей деталей, сборочных единиц, изделий 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ При каком условии должно выполняться измерение размеров сварного шва на стадиивходного контроля сварных труб? Группа вопросов: РД 03-606-03 1. измерению размеров подлежит каждый участок шва, проконтролированный визуально 2. измерение размеров выполняется не менее, чем в трех сечениях по длине шва 3. измерению размеров подлежит не менее 10% длины каждого шва 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ Что допускается на поверхности объекта в зоне контроля после зачистки передпроведением визуального и измерительного контроля? Группа вопросов: РД 03-606-03 1. наличие масла 2. наличие влаги 3. наличие цветов побежалости 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ Как определяется величина овальности в любом сечении детали при измерительномконтроле ? Группа вопросов: РД 03-606-03 1. как отношение удвоенной разности максимального и минимального наружного диаметра к ихсумме, в % 2. как отношение разности максимального и минимального наружного диаметра к номинальному, в% 3. как половина разности максимального и минимального наружного диаметра 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ При каком условии должен измеряться перелом осей собранных под сварку кольцевыхсоединений цилиндрических элементов? Группа вопросов: РД 03-606-03 1. в зоне максимального излома, выявленного при визуальном контроле, в 2-3 сечениях 2. на расстоянии 200 мм от центра соединения 3. универсальным шаблоном сварщика УШС 4. верно 1 и 2 Ответ: ____________________________ В каком случае при контроле окрашенных объектов краска с поверхности в зоне контроляне удаляется? Группа вопросов: РД 03-606-03 1. если поверхность объекта не вызывает подозрения на наличие трещин по результатам визуального контроля 2. если это специально не оговорено в НД 3. верно 1 и 2 4. удаляется в зоне контроля в любом случае Ответ: ____________________________ Шаблон типа УШС предназначен для контроля: Группа вопросов: РД 03-606-03 1. размеров поверхностных дефектов 2. геометрических параметров разделки кромок шва 3. формы шва 4. 2+3 Ответ: ____________________________ Измерение перелома осей труб при сборке под сварку может быть выполнено спомощью: Группа вопросов: РД 03-606-03 1. линейки 2. штангенциркуля 3. шаблона УШС или радиусного шаблона 4. рулетки измерительной Ответ: ____________________________ Определение отклонений прямолинейности и плоскостности поверхности объекта можетбыть выполнено с применением: Группа вопросов: РД 03-606-03 1. измерительной рулетки или лазерного дальномера 2. шаблона УШС или радиусного шаблона 3. ультразвукового толщиномера или дефектоскопа 4. натянутой струны или оптической линейки Ответ: ____________________________ Измерительный контроль подготовки кромок деталей под сварку производится спомощью: Группа вопросов: РД 03-606-03 1. шаблона УШС 2. линейки измерительной 3. штангенциркуля 4. лупы измерительной Ответ: ____________________________ Высоту усиления стыкового сварного шва следует измерять с помощью: Группа вопросов: РД 03-606-03 1. линейки измерительной 2. микрометра 3. рулетки 4. шаблона Ушерова-Маршака Ответ: ____________________________ Величину выпуклости или вогнутости углового или таврового сварного шва следуетизмерять с помощью: Группа вопросов: РД 03-606-03 1. штангенциркуля 2. шаблона УШС 3. шаблона Ушерова-Маршака или Красовског 4. линейки измерительной Ответ: ____________________________ ГОСТ Р ИСО 6520-1-2012 определяет дефект «трещина» (100), как… Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. разрыв металла, видимый исключительно под микроскопом 2. нарушение сплошности, вызванное локальным разрывом врезультате охлаждения или действия нагрузок 3. полость, выявляемая только капиллярным (магнитопорошковым) контролем 4. правильный ответ 1+2 Ответ: ____________________________ Какое направление и форму может иметь трещина в кратере сварного шва (104)? Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. продольная 2. поперечная 3. радиальная (звездообразная) 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ ГОСТ Р ИСО 6520-1-2012 определяет дефект «газовая пора» (2011), как… Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. газовая полость практически сферической формы 2. трубчатая полость в металле сварного шва, вызванная выделение газов 3. полость, образующаяся вследствие усадки во время затвердевания металла сварного шва 4. полость обычно сферической формы в металле сварного шва, образованная газами Ответ: ____________________________ ГОСТ Р ИСО 6520-1-2012 определяет дефект «скопление пор» (2013), как… Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. группа газовых полостей (три и более), расположенных кучно 2. группа газовых пор, с расстояние между ними менее трёх макс. размеров большей из пор 3. ряд газовых пор (три и более), расположенных в линию, параллельно оси сварного шва 4. группа газовых пор, имеющих беспорядочное геометрическое расположение Ответ: ____________________________ Дефекты типа «шлаковое включение» (301), в зависимости от условий образования, могутбыть: Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. линейными 2. единичными 3. скоплением 4. правильный ответ 1, 2 и 3. Ответ: ____________________________ Дефект в виде частицы инородного металла, попавшего в металл сварного шва извне,называется: Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. шлаковым включением (301) 2. флюсовым включением (302) 3. металлическим включением (304) 4. брызги металла (602) Ответ: ____________________________ Дефект, характеризующийся как отсутствие сплавления между металлом сварного шва иосновным металлом или отдельными валиками сварного шва, называется: Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. несплавление (401) 2. наплыв (506) 3. натёк (509) 4. не полностью заполненная разделка кромок (511) Ответ: ____________________________ Как называется дефект, характеризующийся продольным углублением на наружнойповерхности валика усиления сварного шва или на границе наплавленного и основногометалла, образовавшимся при сварке? Группа вопросов: ГОСТ Р ИСО 6520-1-2012 1. несплавление (401) 2. непровар (402) 3. подрез (501) 4. неправильный профиль сварного шва (505) Ответ: ____________________________ |