контрольная. ПРОЕКТ1. Капитальный ремонт автомобилей позволяет также поддерживать на высоком уровне численность автомобильного парка страны
 Скачать 243.87 Kb. Скачать 243.87 Kb.
|

1 2 1. Оборудование шиномонтажного участка1.1. Шиномонтажный станокБывают автоматические и полуавтоматические. В полуавтоматических станках опускание шиномонтажной лапки происходит вручную, путём нажатия на вал сверху. Фиксацию осуществляет механическое устройство. Автоматически происходит лишь вращение стола, путём нажатия педали, поэтому такие станки называются полуавтоматическими. В автоматических станках опускание лапки и вращение стола имеет пневматический привод, поэтому они и называются автоматическими. Автоматический станок требует меньше физических затрат от оператора, что повышает производительность труда и скорость обработки одного колеса. Поэтому на участке, где ожидается большой поток автомобилей, лучше приобрести автоматический станок. Рис. 1. Станок шиномонтажный полуавтомат FLYING BL513 На рис. 1 представлен станок шиномонтажный полуавтомат FLYING BL513. Это отличный станок, полуавтоматический, для сборки/разборки колес легковых автомобилей и легких грузовиков. Стенд демонтажа шин с поворачивающимся плечом, боковое перемещение которого позволяет легко и точно установить разбортировочную головку. Снабжен специальным механическим стопором, который удаляет головку от борта обода по вертикали, удаление по горизонтали получают поворотом бокового маховика. В комплект входит монтировка, лубрикатор, пистолет подкачки с манометром.  Рис. 2. Отечественный шиномонтажный станок КС302А Не так давно вышел в свет отечественный шиномонтажный станок КС302А (рис. 2). Кроме набора стандартных функций (монтаж и демонтаж колесных шин, балансировка и т.д.) появилась возможность оперативно производить накачку и подкачку колес легковых автомобилей. Основной особенностью стала функция накачки до установленного уровня, контроль утечки воздуха из шины. С помощью цифрового индикатора Motorola оператор или автомеханик может задать конкретное давление в шине, от 0,5 до 4,5 бар и станок все сделает сам. Погрешность в расчете нужного давления составляет не более 0,05 бар. Время накачки шины зависит от ее размера, требуемого давления и компрессора, но не превышает двух минут. Также появилась возможность поддержки работы двух мастеров, что в свою очередь повышает скорость выполнения работ ровно в 2 раза. Очевидное преимущество – повышение проходимости клиентов и соответственно увеличение дохода за конкретно взятый отрезок времени. 1.2. Балансировочный станокСуществует большое множество видов балансировочных станков от самых простых (ручной привод, ручной тормоз, ручной ввод параметров и т.д.) до балансировочно-диагностических стендов, где все процессы (ввод параметров, остановка колеса в месте установки груза, диагностика износа протектора и т.д.) происходят в автоматическом режиме. Самые распространенные требования предъявляемые к балансировочным станкам это: возможность балансировки как стальных, так и литых дисков, точность балансировки не более 1г. Станки удовлетворяющие этим требованиям можно отнести к среднему классу, доля продаж которого составляет около 80%. Станки этого класса можно разделить на автоматы (с автоматическим вводом параметров) и полуавтоматы (с ручным вводом параметров). По аналогии с шиномонтажными станками автоматический стенд требует меньше физических затрат от оператора, что повышает производительность труда и скорость обработки одного колеса, по этому при выборе станка следует учитывать примерный поток автомобилей. 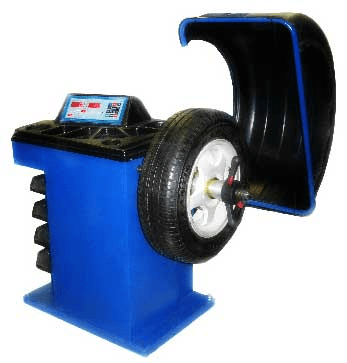 Рис. 3. Балансировочный стенд ЛС 42 На рис. 3 представлен балансировочный стенд 5-го поколения ЛС-42 (диск 9"...22") (производство Россия). Балансировочный станок 5-го поколения ЛС 42 построен на новейшей элементной базе и обладает самым современным набором функций и сервисных программ для точной и быстрой балансировки колес с любыми типами ободов: АВТОМАТИЧЕСКИЙ ВВОД двух геометрических параметров колеса; ЛИЦЕВАЯ ПАНЕЛЬ С МЕМБРАННОЙ КЛАВИАТУРОЙ образует удобный и долговечный интерфейс с дополнительной индикацией диаметра и ширины балансируемого колеса. Еще к достоинствам этого оборудования относятся: управление различными режимами и включение требуемых функций осуществляется одной кнопкой; АВТОМАТИЧЕСКОЕ ТОЧНОЕ ПРИВЕДЕНИЕ колеса в положение установки корректирующих грузов; РЕЖИМ ALU-P точного измерения геометрии плоскостей коррекции легкосплавных ободов; АВТОМАТИЧЕСКАЯ УСТАНОВКА САМОКЛЕЮЩИХСЯ ГРУЗОВ с помощью рукоятки выдвижной штанги. При этом автоматически контролируется дистанция до заданных плоскостей коррекции, а колесо автоматически доворачивается с учетом диаметра установки корректирующих грузов; СКРЫТАЯ УСТАНОВКА САМОКЛЕЮЩИХСЯ ГРУЗОВ за спицами легкосплавных ободов, программа Split; ПРОГРАММА ОПТИМИЗАЦИИ положения ширины на ободе, программа Opt; ПРОГРАММА МИНИМИЗАЦИИ остаточного статического дебаланса; ПРОГРАММА ВТОРОЙ ОПЕРАТОР для одновременного обслуживания двух автомобилей с разными типоразмерами колес, причем переход от одного типа колеса к другому осуществляется нажатием одной кнопки; СЧЕТЧИК ОТБАЛАНСИРОВАННЫХ КОЛЕС - Вы всегда будете знать количество отбалансированных колес; СТОЯНОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ ТОРМОЗ для фиксации колеса в любом положении по желанию оператора; CИНТЕЗАТОР РЕЧИ - опция; Набор функций и сервисных программ балансировочных машин ЛС 42 соответствует лучшим образцам отечественных и импортных аналогов, а по оперативности управления и удобству работы, даже превосходит их. Дополнительные удобства создает наличие стояночного электромагнитного тормоза, которого нет у аналогов. Говоря о балансировочных станках, стоит отметить, что за последние год – два значительно выросло качество российской балансировки. Балансировочные стенды российских производителей проявили себя на самом высоком уровне. 1.3. Дополнительное оборудованиеДомкрат подкатной . Наиболее удобный для данного вида работ. Домкрат оснащен длинной съемной ручкой, что снижает приводное усилие и обеспечивает возможность проводить операции с домкратом стоя. Также на некоторых домкратах имеется педаль быстрого подъёма, т.е. при нажатии на педаль домкрат сразу поднимается до высоты днища автомобиля, что существенно экономит время и усилия механика. Грузоподъёмность таких домкратов должна быть не ниже 3 тонн. Вулканизатор . Предназначен для вулканизации местных повреждений камерных и бескамерных покрышек легковых и грузовых автомобилей (включая боковые порезы), вулканизации камер и других видов ремонтных работ, связанных с вулканизацией резины. Принцип работы похож на принцип работы пресса, т.е. камера (покрышка) с заплаткой зажимается с двух сторон для плотной склейки заплатки с камерой (покрышкой). Помимо этого в поверхности, между которыми зажимается камера (покрышка) встроены нагревательные элементы, что необходимо при ремонте методом горячей вулканизации (спайки). Компрессор . Наиболее применяемые компрессоры на «шиномонтажках» - это поршневые компрессоры, с давлением не менее 10 бар, т.к. рабочее давление шиномонтажного станка составляет 8-10 бар. По объёму ресивера (накопителя) можно сказать следующее: если вы планируете использовать его только на 1 шиномонтажный станок, то достаточно будет объёма в 50 литров. Если подключать к компрессору дополнительное оборудование (гайковёрт, бурмашинка, продувоный пистолет и т.д.), тогда объём должен быть не менее 100 литров. Гайковёрт пневматический . Необходимыми функциями здесь являются удар, реверс. Также необходимо знать, что воздух, используемый для пневмоинструмента, требует подготовки. То есть в пневмолинию между компрессором и инструментом устанавливается блок подготовки, который состоит из фильтра-осушителя (для удаления влаги) и лубрикатора (для дозированного добавления масла в воздух для смазки внутренних частей пневмоинструмента). Без установки данного блока работать, конечно, можно, но такой инструмент, во-первых, снимается с гарантии, во-вторых, никто не гарантирует долгосрочного использования данного инструмента. Ванна для шиномонтажа . Предназначена для проверки камер и бескамерных шин на герметичность, поиск проколов, порезов. Не является обязательным оборудованием. Ручной инструмент для шиноремонта . Для ремонта шин также будет необходим некоторый ручной инструмент, такой, как шило вводное для жгутов, шило спиральное с напильником, приспособление для вставки вентилей, ролик для прокатки заплаток, скребок, нож для снятия самоклеющих грузов и т.д. Без этого инструмента, конечно, можно обойтись, но работать с ним намного удобней. Расходные материалы для шиноремонта и балансировки . Здесь необходимо будет не забыть приобрести такие материалы, как балансировочные грузики, заплатки, грибки, сырую резину, вентили, нипели, жгуты, латки, клей, шиномонтажную пасту, тальк, очиститель и т.д. 2. Примерная планировка шиномонтажного участка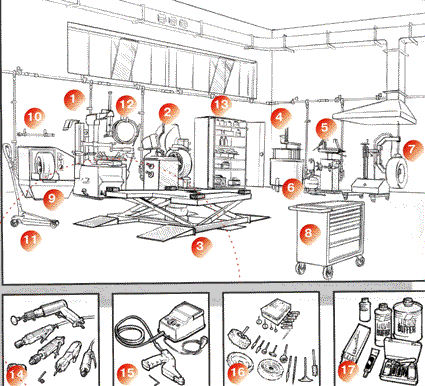 Рис. 4. Планировка шиномонтажного цеха Шиномонтажный стенд с манипулятором "третья рука" Балансировочный стенд с пневмолифтом Подъемник шиномонтажный Ванна для проверки колес и камер Рабочее место со стапелем для ремонта резины Переносной резервуар для подкачки шин Вулканизатор с манипулятором и местной вентиляцией Тележка инструментальная Мойка колес Ключ динамометрический Домкрат подкатной Кольца для накачки бескамерной резины Шкаф для хранения расходных материалов Ударный гайковерт и пневматический специнструмент Нарезатель протектора Абразивные материалы Шиноремонтные материалы Оборудование и планировка данного участка рекомендованным образом позволяет производить качественный монтаж и демонтаж всех видов колес легковых автомобилей, джипов и малых грузовиков с диаметром диска 11 "-20", а также ремонтировать все виды повреждений на камерной и бескамерной резине, включая повреждения по протектору, плечу и боковине, при размерах повреждений, не превышающих предельно допустимые. Объектом проектирования, является участок шиномонтажа на СТО. Шиномонтаж – это обслуживание и ремонт колес автомобиля. Как стационарный, так и мобильный шиномонтаж на колесах проходит в несколько этапов. Шиномонтаж, включает в себя: cнятие/установку колеса на а/м мойку колеса диагностику и демонтаж устранение проблемы, или замена резины монтаж и балансировку Это делается с помощью специальной пенообразующей жидкости. Или проще, покрышку просто опускают в бак с водой После определения места повреждения покрышку помещают на шиномонтажный стенд. Простейший шиномонтажный стенд чаще всего представляет собой круглый вращающийся стол со специальными приспособлениями, которые позволяют значительно облегчить и упростить ремонт покрышки. Стенды существуют автоматические и полуавтоматические. В качестве материала для починки покрышки обычно используют жгут или заплату. Ремонт бескамерной шины жгутом заключается в следующем: определяется место повреждения, удаляется причина прокола, стенки повреждения покрывают клеем, жгут, совпадающий по диаметру с проколом, тоже, жгут помещается в отверстие прокола. При ремонте покрышки с помощью заплаты первые два этапа, как и в предыдущем случае. Далее шлифуют место повреждения. На него наклеивается заплата из свежей резины. Производится вулканизация, наносятся канавки на протекторе. На шиномонтажном участке выполняют следующие виды работ: · Шиномонтаж колес; · Балансировку; · Вулканизацию; · Правку дисков; · Исправление покрышек от дефектов. В зависимости от способа организации ремонта и типа ремонтируемых шин, можно выделить несколько видов шиномонтажа. Это давно привычные стационарные мастерские, и их аналог – мобильный шиномонтаж. Последний возник из-за ярко выраженной сезонной направленности этого бизнеса, предопределяющего, что большая часть заказов придется на конец осени или начало весны. Но невозможно организовать рентабельное предприятие, все остальное время ограничиваясь ожиданием приезда в мастерскую водителя, получившего случайный прокол шины. Так шиномонтаж и стал на колеса. Обычно мобильный, или выездной шиномонтаж, представляет собой автофургон на базе небольшого грузовика, начинку которого составляет специальное шиномонтажное оборудование. А вот в соответствии с характером шин, требующих ремонта, этот вид автосервиса делится на легковой и грузовой шиномонтаж. Профессиональные шиномонтажные станки и качественные расходные материалы для шиномонтажа являются важнейшим отличием серьезного профильного предприятия. По своему устройству оборудование для шиномонтажа и сопутствующих работ может быть компьютеризированным, автоматическим и полуавтоматическим. Так же оно делится на диагностическое, балансировочное, окрасочное и сварочное – согласно функционала. Какие виды услуг оказываются в шиномонтажных мастерских? Балансировка колес – Автомобильная шина представляет собой сложное техническое изделие, состоящее из большого числа элементов и разных составов резиновой смеси, а также стали, текстиля, синтетических материалов. Поэтому при производстве шины достаточно сложно равномерно распределить составные элементы конструкции каркаса шины, и это неизбежно приводит к появлению «тяжелых» мест, в протекторной части, а также в боковине. Кроме того, диск имеет отверстие под вентиль, который имеет в свою очередь собственную массу. А технология изготовления дисков методом литья также не позволяет добиться равного веса по всей окружности диска. Аналитический способ определения количества и видов технических обслуживаний и ремонтов Потребность в техническом обслуживании и ремонте каждой грузоподъемной машины или устройства определяют из выражения Ni = (Bo + Bn) / Qгрi (22) где Ni - количество рассчитываемых видов технического обслуживания и ремонтов; Bo - наработка устройства от последнего одноименного технического обслуживания или ремонта, кото... Технологический процесс Генераторы и реле регуляторы Генератор. Являясь основным источником электрической энергии на автомобиле, он служит для питания всех ее потребителей и для заряда аккумуляторной батареи при средней и большой частоте вращения коленчатого вала двигателя. Генераторы бывают постоянного и переменного тока. На современных лег... Проверка целостности ТМ Для отражения на регистрирующей ленте целостности ТМ, хвостовой осмотрщик вагонов по команде оператора производит продувку тормозной магистрали открытием концевого крана хвостового вагона на 3 - 5 сек. (осмотрщик вагонов должен соблюдать правила ТБ). Тормозная волна приходит в голову состава и вызывает резкое (скачком... Введение Общая часть 1 Назначение участка 3 Режим труда и отдыха рабочих фонды времени работы оборудования 4 Годовая производственная программа 1.5 Годовой объем работ 6 Численность работающих 7 Выбор оборудования для участка Технологическая часть 2.1 Расчет площади участка 2.2 Расчет потребности электроэнергии 3 Расчет потребности сжатого воздуха 4 Расчет потребности воды и пара 5 Расчет винта на сжатие 6 Принцип работы стенда 7 Планировочное решение 3. Организационно-экономическая часть 3.1 Расчет капитальных затрат 2 Расчет экономической эффективности 3.3 Технико-экономические показатели проекта 4. Охрана труда 1 Требования техники безопасности, предъявляемые к вентиляции, отоплению и освещению 2 Требования техники безопасности предъявляемые к инструменту, оборудование и приспособлениям 3 Техника безопасности при выполнении сборочных работ 4 Средства индивидуальной защиты, применяемые на участке 5 Пожарная безопасность Литература Введение В процессе эксплуатации автомобиля его надежность и другие свойства постепенно снижаются в следствии изнашивания деталей, также коррозии и усталости материала, из которого они изготовлены. В автомобиле появляются различные неисправности, которые устраняют при ТО и ремонте. Известно, что создать равнопрочную машину, все детали которой изнашивались бы равномерно и имели бы одинаковый срок службы, невозможно. Следовательно, ремонт автомобиля даже только путем замены некоторых его деталей и агрегатов, имеющих небольшой ресурс, всегда целесообразен и с экономической точки зрения оправдан. Поэтому в процессе эксплуатации автомобили проходят на автотранспортных предприятиях (АТП) периодическое ТО и при необходимости текущий ремонт (ТР), который осуществляется путем замены отдельных деталей и агрегатов, отказавших в работе. Это позволяет поддерживать автомобили в технически исправном состоянии. При длительной эксплуатации автомобили достигают предельного технического состояния и они направляются в капитальный ремонт (КР) на АРП. Задача капитального ремонта состоит в том, чтобы с оптимальными затратами восстановить утраченные автомобилем работоспособность и ресурс до уровня нового или близкого к нему. КР автомобилей имеет большое экономическое и, следовательно, народнохозяйственное значение. Основным источником экономической эффективности КР автомобилей является использование остаточного ресурса их деталей. Около 70-75% деталей автомобилей, прошедших срок службы до первого КР, имеют остаточный ресурс и могут быть использованы повторно, либо без ремонта, либо после небольшого ремонта. Таким образом, основным источником экономической эффективности КР автомобилей является использование остаточного ресурса деталей второй и третьей групп. КР автомобилей позволяет также поддерживать на высоком уровне численность автомобильного парка страны. 1. Общая часть 1 Назначение участка Участок предназначен для монтажа и демонтажа, ремонта шин, дисков колес, замены вентилей, колец кольцевых дисков, восстановления камер, и балансировки колес в сборе. Детали на шиномонтажный участок поступают партиями согласно технологическим маршрутам со склада деталей, ожидающих ремонта, или с других производственных участков. После выполнения слесарных и механических работ детали партиями поступают на другие участки. Отремонтированные или вновь изготовленные детали поступают на участок комплектования. 2 Технологический процесс участка Наиболее часто встречающимися повреждениями шин являются порезы, неравномерный износ, отслаивание или разрыв протектора, расслаивание каркаса или его излом, прокол или разрыв камеры, пропуск воздуха через вентиль. Основным признаком неисправности шин является понижением внутреннего давления в ней, вызываемое нарушением герметичности. Для наружной очистки шин от грязи перед разборкой применяют скребки, щетки и смоченную водой ветошь. Демонтируют шины на стендах. Разобранные шины дефектуют. Покрышки осматривают с применением ручных пневматических борторасширителей или спредеров. Для определения мест повреждений (проколов) камер их подкачивают воздухом, погружают в ванну с водой и следят за выходом пузырьков воздуха, показывающих место прокола. Ободья колес очищают коррозии, спекшейся резины и грязи на стенде. Ободочищается вращающимся с большой скоростью (2000 об/мин) барабаном с кардолентой, при этом сам обод также вращается, но с меньшей скоростью (14 об/мин), что обеспечивает большую относительную скорость в месте качания и быструю очистку обода. После очистки ободья окрашивают. Шины монтируют на стендах, после чего их накачивают воздухом до нормального давления и устанавливают на ступицы колес с применением указанных выше подъёмников и гайковёртов. Восстановление камер предусматривает проведение следующих операций: подготовку камеры и материала; нанесения клея и сушку; заделку повреждения; вулканизацию; отделку и контроль устранения дефекта. Подготовка камеры включают вырезку повреждённого места ножницами и шероховку поверхности. При повреждении камеры в месте установки вентиля полностью вырезают этот участок, ставят заплату, а для вентиля пробивают отверстие в другом месте. В местах проколов камеру не вырезают. Шероховку выполняют шлифовальным кругом на ширину 20 … 25 мм по всему периметру вырезки. Места проколов шерохуют на площадки диаметром 15 … 20 мм. Зачищенные места очищают от пыли, протирают бензином и просушивают в течение 20 … 30 мин. При проколах и разрывах до 30 мм для заплат используют сырую резину. При больших разрывах заплаты изготовляют из годных частей утильных камер. размер заплаты должен быть на 20 … 30 мм больше вырезки и достигать границ зачищенной поверхности на 2 … 3 мм. Нанесение клея и сушку проводят дважды: первый слой - клеем малой концентрации; второй - клеем большой концентрации. Клей получают растворением клеевой резины в бензине Б-70 при соотношении масс резины и бензина 1:8 и 1:5 соответственно для малой и большой концентрации. Клей наносят пульверизатором или кистью из тонкой щетины тонким ровным слоем. Сушку каждого слоя выполняют при 20 … 30 С в течение 20 мин. Заделка повреждений заключается в наложении заплат и прокатывании их роликом. Для вулканизации камеру накладывают заплатой на вулканизационную плиту, припудренную тальком, так, чтобы центр заплаты был совмещён с центром прижимного винта. Затем на участок камеры устанавливают резиновую прокладку и прижимную плиту, которая должна прикрывать края заплаты на 10 … 15 мм и не зажимать края сложенной вдвое камеры. Время вулканизации зависит от размера заплаты. Мелкие заплаты вулканизируют в течение 10 мин, стыки 15 мин, фланцы вентилей 20 мин. Отделка камер включает срезание краев заплаты и стыков заподлицо с поверхностью камеры, шлифование наплывов, заусенцев и других неровностей. Осмотром обнаруживают явные дефекты после вулканизации. Кроме того, камеры проверяют на герметичность под давлением 0, 15 МПа воздуха в ванне с водой. Восстановление протектора покрышек включает следующие операции: удаление старого протектора; зачистку наружной поверхности; нанесения клея и сушку; подготовку протекторной резины; наложение протектора; вулканизацию; отделку и контроль качества. После удаления старого протектора на наружной поверхности покрышки создают неровности и очищают его от пыли с помощью пылесоса. Для придания большей упругости внутрь покрышки вкладывают камеру, наполненную сжатым воздухом. На восстанавливаемые поверхности в начале наносят клей малой концентрации с последующей сушкой в камере при температуре в течение 30 … 40 С в течение 25 … 30 мин или при комнатной температуре в течение 1 ч. Вторичную промазку осуществляют клеем высокой концентрации с сушкой при той же температуре в течение 35 … 40 мин. Наносят клей распылением. При этом уменьшается время сушки, так как содержащийся в клее бензин испаряется. Подготовка протекторной резины включает отрезание е ё по размеру и создание на концах косого среза под углом 20о. если протекторная резина не сдублирована с прослоечной, перед нанесением резинового клея поверхность зачищают. Затем протекторную резину сушат в камере при температуре 30 … 40 оС в течение 30 … 40 мин. Наложение протекторной резины с одновременной прокаткой роликом выполняют на станках. После промазки брекера клеем малой концентрации и его выравнивания с помощью прослоечной резины на поверхность восстанавливаемой покрышки наносят клей большой концентрации из пульверизатора. Затем накладывают заготовку прослоечной и профилированной протекторной резины. После наложения каждого вида резины покрытие прокатывают роликами. Вулканизацию протектора осуществляют в кольцевых вулканизаторах, представляющих собой разъемную по окружности форму с выгравированном рисунком протектора. Температуру для вулканизации (143+-2) оС создают нагревом формы паром или электрическим током. Для выдавливания рисунка протектора покрышку прижимают к выгравированной поверхности воздухом, подаваемым под давлением 1,2 … 1,5 МПа в варочную камеру, предварительно заложенную внутрь покрышки. Опрессовку осуществляют водой, воздухом или паром. Время вулканизации зависит от размеров покрышки и способа опрессовки. Опрессовка холодной водой продолжается 105 … 155 мин, а воздухм 90 … 140 мин. Отделка покрышки предусматривает срезание наплывов резины, зачистку на станке мест среза и стыковку краев протектора м боковинами. Сборку выполняют на специальных стендах или с пом Источник материала: https://marshaltires.ru/vaz/proektirovanie-shinomontazhnogo-uchastka-sochineniya-i-kursovye-raboty.html В курсовом проекте согласно задания, разрабатывается проект, шиномонтажного участка. Основными работами, выполняемыми на шиномонтажном участке, являются: 1. Монтаж и демонтаж колёс. (Домкрат AIRLINE 2т. подкатной, набор инструментов слесаря-механика) 2. Замена шин (Шиномонтажный станок Flying BL513) 3. Правка дисков колёс и замочных колец (Станок для прокатки штампованных дисков TITAN ST-16) 4. Отбор покрышек для ремонта, камер, ободных лент, дисков и замочных колец (Визуально, Проверочная ванна KC-013) 5. Заклеивание проколов, трещин камер Рисунок 3. - Примерная планировка шиномонтажного участка Оборудование и планировка данного участка рекомендованным образом позволяет производить качественный монтаж и демонтаж всех видов колес легковых автомобилей, а также ремонтировать все виды повреждений на камерной и бескамерной резине, включая повреждения по протектору, плечу и боковине, при размерах повреждений, не превышающих предельно допустимые. 2. Расчётная часть Определяем мощность СТОСоставляем таблицу исходных данныхТаблица 4
Определяем количество АТС в районегде N - количество автомобилей принадлежащих населению района. А - численность населения. n - число автомобилейприходяшихся 1000 жителей района. Определяем число автомобилей обслуживаемых на СТОгде Nсто - Количество автомобилей обслуживаемых на СТО. K - Коэфициэнт учитывающий количество жителей которые пользуются услугами СТО 1 2 |