Курсовой проект Бабенов Э. Капитальный ремонт
 Скачать 70.31 Kb. Скачать 70.31 Kb.
|

Қостанай облысының әкімдігі білім басқармасының Управления образования акимата костанайской области Рудный политехникалық колледжі Рудненский политехнический колледж курстық жобаға (жұмысқа) ТҮСІНІКТЕМЕ ХАТ ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовому проекту (работе) Тақырып: Тема: Капитальный ремонт козлового крана КК-32______________________ ____________________________________________________________________ Пән: Дисциплина: ПМ 08 Планово-предупредительный ремонт оборудования и автоматизированных линий
Рудный, 2022 ТАПСЫРМА/ЗАДАНИЕ Пәнінен курстық жобалау үшін Для курсового проектирования по _______ ПМ 08 Планово-предупредительный ремонт оборудования и автоматизированных линий______________________ курс тобы білім алушылар обучающийся _______4_____________ курса _____Д-19-ТМ______ группы фамилия, имя __Бабенов Э.Б______________________________________ Жобаның тақырыбы Тема проекта ____Капитальный ремонт ленточного конвейера Жоба бойынша мәліметтер/Данные по проекту ____________________________________________________________________________________________________________________________________ __________________________________________________________________ Пояснительная записка состоит из разделов: Введение 1 Общая часть 1.1 Назначение 1.2 Техническая характеристика 1.3 Конструкция 1.4 Принцип действия 2 Технологическая часть. 2.1 Техническое обслуживание 2.2 Текущий ремонт 2.3 Капитальный ремонт 2.3.1 Общие сведения 2.3.2 Демонтаж (разборка) оборудования 2.3.3 Очистка (мойка) 2.3.4 Дефектация 2.3.5 Сборка оборудования 2.3.6 Испытание и обкатка (опробование) 2.4 Неисправности и способы их устранения 3 Технология ремонта деталей 3.1 Выбор метода и способа ремонта 3.2 Восстановление деталей 3.3 Техника безопасности при выполнении ремонтных работ 4 Расчетная часть Список литературы Графикалық бөлім/Графическая часть 1 Общий вид Экскаватора ЭКГ 5А (А1) 2 Рабочий чертеж детали (А3) 3 Рабочий чертеж детали (А3) 4 Ремонтный чертеж (А2) Берілген күні/Срок выдачи 22 октября 2022 г. Аяқталу мерзімі/Срок окончания 20 декабря 2022 г. Жобаның жетекшісі Руководитель проекта: ___________________________Вуейкова О.Н. Аты-жөні/Ф.И.О. 1 Общая часть Назначение Ленточные конвейеры являются наиболее распространенным средством непрерывного транспорта благодаря высокой производительности, большой длине транспортирования, высокой надежности, простоте конструкции и эксплуатации. Ленточные конвейеры широко используются для перемещения насыпных и штучных грузов во всех отраслях промышленности и сельского хозяйства, при добыче полезных ископаемых, в металлургическом производстве, на складах и в портах в качестве элементов погрузочных и перегрузочных устройств и технологических машин. Ленточные конвейеры обеспечивают высокую производительность (до 30000 т/ч) независимо от длины установки со скоростью транспортирования до 6,3 м/с. Ленточными конвейерами являются машины непрерывного действия, основным элементом которых является конвейерная лента, огибающая концевые барабаны, один из которых, как правило, является приводным, другой – натяжным. На верхней ветви ленты перемещается транспортируемый груз, она является грузонесущей (рабочей), нижняя ветвь является холостой (нерабочей). На всем протяжении трассы лента поддерживается роликоопорами верхней и нижней ветвей, в зависимости от конструкции которых лента имеет плоскую или желобчатую форму. Поступательное движение конвейер получает от фрикционного привода, необходимое первоначальное натяжение ленты обеспечивается натяжным устройством. Очистка ленты от прилипших частиц груза осуществляется с помощью очистных устройств. Для обеспечения устойчивого положения груза на ленте угол наклона конвейера должен быть на 10–15° меньше угла трения груза о ленту в покое, т. к. во время движения лента на роликоопорах встряхивается и груз сползает вниз. На конвейерах, имеющих наклонный участок, обязательно устанавливается тормоз. Преимуществами ленточных конвейеров являются: простота конструкции, высокая производительность при больших скоростях ленты, сложные трассы перемещения, большая протяженность трассы, высокая надежность. К недостаткам относятся: высокая стоимость ленты и роликов, ограничение перемещения при углах наклона трассы 18–20º, ограниченное использование при транспортировании пылевидных, горячих и тяжелых штучных грузов. По конструкции и назначению ленточные конвейеры выполняются общего назначения ГОСТ 22644–77 и специальные (для различных отраслей промышленности). По типу ленты ленточные конвейеры: с резинотканевой или резинотросовой лентой; со стальной лентой; с проволочной лентой. Ленточные конвейеры выполняются стационарными и подвижными; передвижными и переносными; переставными (для открытых разработок). Техническая характеристика Таблица 1.1 – Техническая характеристика ленточного конвейера
Конструкция Ленточный конвейер (рисунок 1.1) состоит из стального трубчатого каркаса, бесконечного ленточного полотна, натянутого на ведущий и натяжной барабаны, и роликов, поддерживающих ленту. Движение ленты обеспечивается электродвигателем, приводящим в движение ведущий барабан через редуктор обычно с помощью цепной передачи. Конвейерную ленту изготовляют из нескольких слоев хлопчатобумажной прорезиненной ленты. Она может быть использована при температурах от 50 до -15°С. 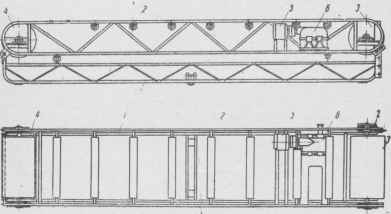 1-лента, 2-роликоопоры, 3-приводной барабан, 4-натяжной барабан, 5-привод, 6-редуктор. Рисунок 1.1 - Конструкция ленточного конвейера Технологическая часть. 2.1 Техническое обслуживание Для обеспечения надежной работы конвейера необходимо своевременно и правильно выполнять операции технического обслуживания, которое состоит из : межремонтного технического обслуживания, включающего ежесменное техническое обслуживание, ежесуточное техническое обслуживание, еженедельное техническое обслуживание, а также ежемесячный ремонтный осмотр (РО). Ежесменное техническое обслуживание входит: - проверка состояния крепления приводов (концевой головки); - наружный осмотр взрывонепроницаемых оболочек двигателей; - проверка исправностей вводных устройств, а также наличие элементов уплотнения и закрепление кабелей. При обнаружении неустранимых на месте, эксплуатация неисправностей элементов взрывозащиты эксплуатация двигателя ЗАПРЕЩАЕТСЯ. Ежесуточное техническое обслуживание (ТО2): Выполнить работы по ежесменному техническому обслуживанию (ТО1). Ежесуточно в ремонтную или ремонтно-подготовительную смену проверять: - состояние съемников, блоков приводных звездочек и крепления козырьков; - состояние пробок-воздушников редукторов и редукторных приставок; - уровень рабочей жидкости в гидромуфтах, состояние защитных пробок и соединений гидромуфт с двигателями; - соединение рештаков и состояние скребковой цепи по всей ее длине, обращая внимание на затяжку резьбовых соединений цепи (осмотр производить включением конвейера с остановками на один полный оборот цепи). Подтянуть все резьбовые соединения скребковой цепи. Ослабление соединения скребок - соединительное звено не допускается: - состояние крепления и затяжку болтовых соединений навесного оборудования конвейера (лемехов, направляющих комбайна, кронштейнов, бортов, желобов). Очистить от угля и грязи вентиляционные решетки редукторов, редукторных приставок и кожухов вентиляторов электродвигателей. Еженедельное техническое обслуживание (ТО3) При еженедельном техническом обслуживании выполнить: -все операции по ежесуточному техническому обслуживанию; - проверку состояния устройства натяжения цепи (храповый механизм или устройство фрикционного торможения); - проверку болтовых соединений редукторов и редукторных приставок; -проверку уровня масла в редукторах и редукторных приставках; - доливку масла в редуктор, пополнение смазки подшипников конических вал-шестерен; - пополнение смазки подшипников оси концевой головки; - проверку состояния крепления переходных секций (рештаков) к приводам, состояния и крепления утюгов к рамам переходных секций (переходных рештаков, концевой головки); - проверку наличия запасных частей для текущего обслуживания и текущего ремонта двигателей. При отсутствии необходимых резервных элементов и запасных частей пополнить их. Ежемесячное плановое техническое обслуживание (РО1) Ежемесячно в ремонтные дни или смены производить: - все операции, предусмотренные ТО3; - проверку состояния крепления редукторов к рама приводов и редукторным приставкам, устройству натяжения цепи к редуктору (редукторной приставке); - пополнение смазки подшипников выходных валов редукторов; - проверку состояния крепления проставок к редукторам ( редукторным приставкам) и двигателям; - проверку состояния крепления опор к рама приводов; - контроль состояния двигателей: 1) проверка исправности коробок выводов (надежность заделки проводов выходных концов, состояние шпилек, заземляющих зажимов и изоляторов, целостность цепи заземления); 2) контроль цепи заземления; 3) контроль взрывонепроницаемых щелей (зазоров). Для накопления фактических данных о работоспособности конвейера механик участка ежемесячно представляет главному механику шахты следующие данные: - время работы конвейера с указанием причин отказов и времени устранения каждого отказа в часах; - количество случаев замены сборочных единиц и деталей конвейера и сроки службы до выхода из строя деталей с указанием причин выхода из строя; - количество перегруженного конвейером угля в тоннах. Все эти данные должны быть занесены в формуляр конвейера. Плановое техническое обслуживание (РО2) Раз в два месяца в ремонтные дни или смены производить: - замену масла в редукторах и редукторных приставках; - замену смазки подшипников опор; - пополнение смазки подшипников двигателей. Работу выполнить в соответствии с техническо-пусковой документацией на электродвигатели ЭДКВФ250L4. Плановое техническое обслуживание (РО3) Раз в три месяца в ремонтные дни или смены производить работы в соответствии с инструкцией по обслуживанию и ремонту муфт повышенной упругости типа SET. Периодически ее необходимо осматривать и подтягивать все болтовые соединения. Конвейер по всей длине должен быть оборудован световой и звуковой сигнализацией Текущий ремонт Потребность в ремонте и профилактическом обслуживании ленточного конвейера может быть в значительной степени снижена хорошей конструкцией и принятием необходимых мер до и во время монтажа. С конвейерной лентой, составляющей приблизительно 40 % стоимости конвейера, в процессе ее хранения и транспортировки следует обращаться осторожно. При первоначальном монтаже ее необходимо тщательно состыковать и подогнать под руководством опытных инженеров, чтобы предотвратить повреждение краев ленты рамой конвейера. Любое незначительное повреждение должно быть устранено по возможности быстрее. Большинство основных производителей конвейеров имеют бригады инженеров, осуществляющих эту работу. После завершения монтажа всей конвейерной системы и вспомогательного оборудования и до включения ее в постоянную работу рекомендуется провести общую проверку путем пробных пусков. Большинство отклонений при эксплуатации нового ленточного конвейера связано с неправильным центрированием ленты. В обычную проверку и периодический контроль с точки зрения техники безопасности включают все электрические и механические узлы, раму, переходы, ограждения, лестничные марши, проходы. Предохранительные устройства и предупреждающие указатели должны поддерживаться в надлежащем состоянии и правильно размещаться. Ежедневный контроль высококвалифицированным специалистом — хороший путь обнаружения потенциальных проблем, например прослушивание любого необычного звука, исходящего от движущихся деталей и всех узлов, чувствительных к износу, а именно роликоопор, валов, подшипников, приводов, лент, очистителей и скребков. В процессе эксплуатации важно не допускать попадания зерна между лентой и барабанами, роликоопорами и настилами. Это явление характерно для точек загрузки. Первоклассное и регулярное ремонтное обслуживание — предпосылка безопасности эксплуатации и продолжительного срока службы конвейера. Ремонт можно проводить только при остановке и блокировке конвейера. Хорошее освещение способствует безопасным условиям работы и упрощает ремонт. Для быстрой замены необходимо иметь в распоряжении соответствующие запасные части. В процессе осмотра и ремонтного обслуживания должны использовать следующий перечень контроля, причем некоторые узлы необходимо проверять во время эксплуатации, а другие — при остановке конвейера. Приводной механизм. Проверка: Электродвигатель — температура (тепловые датчики), необычный шум, центрирование, вибрация, подшипники, смазка; крепление установочных болтов, закрытие соединительной коробки, свободное вращение вентилятора электродвигателя, выход воздуха и отсутствие пыли в корпусе электродвигателя; Редуктор — температура корпуса, необычный шум, центрирование, вибрация, уровень масла, смена масла, протекающие уплотнения, установочные болты; Муфты (высоко — и низкоскоростные) — температура, центрирование, крепление на валу, шпонки и шпоночные канавки, поглощающие удар резиновые амортизаторы, уровень масла (гидродинамическая муфта), утечка масла. Барабаны (приводные, не приводные и натяжные). Проверка: футеровка барабана, износ, трещины, прочность посадки, признаки напряжения и усталости, налипание пыли на поверхность, горизонтальное смещение на валу, сопротивление вращению, пробуксовка ленты на приводном барабане, работа устройства для очистки ленты и барабана, свободное перемещение по направляющим натяжного устройства; Вал барабана — крепление барабана на валу, установка под прямым углом к направлению движения ленты; Подшипники — температура (тепловые датчики), необычный шум, центрирование, движение вала в подшипниках, крепление установочного винта или запорного устройства, смазка в соответствии со схемой, утечка, надежное крепление установочных болтов. Желобчатые и другие роликоопоры. Проверка: свободное движение роликов; равномерный или избыточный износ рифли в результате трения ленты; перпендикулярность осей роликоопоры и конвейера, надежное крепление установочных болтов. 2.3 Капитальный ремонт Капитальный ремонт - это плановый ремонт, выполняемый с целью восстановления исправности и гарантированного обеспечения работоспособности в течение установленного нормативами количества часов работы до следующего капитального ремонта, при котором должны быть восстановлены первоначальные качественные характеристики оборудования; мощность, производительность, точность и др. При капитальном ремонте обязательно составляется ведомость дефектов ремонтируемого агрегата. Эта ведомость составляется при разборке оборудования. Каждую деталь рекомендуется маркировать, обозначая номер станка в числители, порядковый номер детали по ведомости дефектов в знаменателе. При капитальном ремонте производится очистка, полная разборка оборудования, промывка узлов, замена или ремонт базовых деталей, замена всех изношенных деталей и узлов, сборка наладка оборудования. 2.3.2 Демонтаж (разборка) оборудования Процедуру демонтажа ленточного конвейера можно разделить на несколько этапов, гарантирующих достижение желаемого результата: Подготовка. Огораживается рабочая площадка, удаляются все третьи лица, и загоняется оборудование. Работа. Специалисты снимают каждую деталь в индивидуальном порядке, маркируют ее и упаковывают для последующей консервации или транспортировки (оговаривается заблаговременно). Фундамент. Основание разрушается практически всегда, после чего сортируется и вывозится на места утилизации. Сборка. При необходимости мы соберем конвейерную линию на новом месте в строгом соответствии с порядком ее разборки. Именно для этого и составляется схема в процессе демонтажа. В исключительных ситуациях снов проводится с целью полной утилизации агрегата. В этом случае мы разрезаем установку при помощи различных резаков, затем на самосвале вывозим в специально отведенные места утилизации. 2.3.3 Очистка (мойка) Кроме очистки, ленты конвейера, сделанные от синтетических материалов не требуют никакого обслуживания. Периодическая проверка ленточной напряженности рекомендуется, однако, особенно, где эксплуатационные режимы резки (например частые запуски под предельной нагрузкой, существенными температурными колебаниями, и т.д.). Важно, что все части инсталляции, которые входят в контакт с лентой, сохраняются чистыми насколько возможно. Нефть(масло), жир, влажность, ржавчина, грязь, следы изделий и т.д. на шкивах, роликах, ложе слайдера, и другие части инсталляции в контакте с лентой могут вызвать операционные и ленточные проблемы работы и конечно сократят ленточную сервисную жизнь. Устройства, используемые для чистки транспортёра, производятся из прочных материалов, которые не повреждают элементы конвейера, например из полиуретана. Они предназначены для грубого или деликатного очищения. Скребки обладают прижимным механизмом, который обеспечивает постоянный контакт ножа с поверхностью транспортерного полотна. Степень прижатия можно регулировать, а дополнительные пластмассовые фартуки обеспечивают самоочистку устройства. При работе с мелкими сыпучими грузами могут использоваться только скребки для деликатной чистки. Щётки — универсальные очистители, выполняющие тонкую очистку. Они зачастую применяются при работе с сыпучими материалами и для очищения шевронных лент с выступами. Такие приспособления деликатно воздействуют на очищаемую поверхность конвейера, не повреждая стыки полотна, могут работать с применением воды или химических моющих средств. Ворс производится из синтетических материалов и натуральной щетины. Для повышения эффективности технические щётки вращаются против направления движения конвейерной ленты. Современные модели предусматривают возможность изменения частоты оборотов, степени прижима и скорости вращения устройства. Роликовые очистители комплектуются дисками из резины или металла, специальной спиралью, лопатками. Такие устройства напоминают опорные ролики, скомбинированные со щётками. Они устанавливаются под конвейерной лентой и устраняют налипшие остатки материалов с помощью дисков или лопаток. На производствах, где необходима особо тщательная чистка конвейера, используются гидравлические и пневматические очистители. Они генерируют струю пара или воды, которая очищает оборудование под высоким давлением. Такой метод позволяет достичь максимальной степени очистки и продезинфицировать поверхность, контактирующую с грузом. 2.3.4 Дефектация Таблица 1.1 – Дефектная ведомость ленточного конвейера
2.3.5 Сборка оборудования Стационарные ленточные конвейеры монтируют на легких фундаментах, эстакадах и в транспортных галереях. Их установку осуществляют с помощью стреловых самоходных кранов. Подготовку к монтажу конвейера начинают с разбивки главной оси - ориентира, а затем осей приводной и натяжной станций, обращая особое внимание на привязку к осям примыкающих транспортных и технологических устройств. Сборку начинают с опорной металлоконструкции привода или натяжной станции, а затем монтируют среднюю часть. Установку предварительно проверенных роликоопор начинают с нижней холостой ветви, пока доступ к ней не закрыт роликоопорами рабочей ветви. После этого устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу - редуктор-электродвигатель. Привод конвейера обкатывают до установки ленты, замеченные неисправности устраняют. Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной длине конвейера. При наличии сбрасывающей тележки ее ездовой трек монтируют после установки роликоопор. Его ширину проверяют шаблоном: допускаемые отклонения в плоскости качения колес тележки - 1 мм на 1000 мм и 5 мм на 25 м длины, по ширине - до 3 мм. После выполнения этих работ устанавливают конвейерную ленту. Неисправности_и_способы_их_устранения'>2.4 Неисправности и способы их устранения Таблица 2.1 – Неисправности и способы устранения ленточного конвейера
Технология ремонта деталей 3.1 Выбор метода и способа ремонта Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого Наплавка — это нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением. Механическая обработка – обработка заготовки из различных материалов при помощи механического воздействия различной природы с целью создания по заданным формам и размерам изделия или заготовки для последующих технологических операций. В машиностроении используется 3 вида механической обработки: 1. Обработка резанием, осуществляется на металлорежущих станках путём внедрения инструмента в тело заготовки с последующим выделением стружки и образованием новой поверхности. 2. Обработка методом пластической деформации, осуществляется под силовым воздействием внешней силы, при этом меняется форма, конфигурация, размеры, физико-механические свойства детали. Это процессы: ковка, штамповка, прессование, накатывание резьбы. 3. Электрофизикохимическая обработка – основана на использовании специфических явлений анодном растворении материала при высоких плотностях электрического тока: искра (электроискровая обработка), импульс (электроимпульсная обработка), дуга (электродуговая обработка) и т.д. Металлиза́ция — метод модификации свойств поверхности изделия путём нанесения на его поверхность слоя металла (металлического покрытия). Металлизации подвергаются как неметаллические поверхности (стекло, бетон, пластмасса), так и металлические. В последнем случае металлизацией наносится другой материал, например, более твёрдый или коррозионно-стойкий (хромирование, цинкование, алюминирование, золочение). Часто «металлизацией» называют - напыление металла методами газотермического напыления. В ремонте ленточного конвейера в основном применяют сварку. Восстановление деталей Таблица 3.2 – Дефектная ведомость вала - шестерни
Таблица 3.3 – Маршрут для восстановления посадочных мест вала
Техника безопасности при выполнении ремонтных работ Правила безопасности при эксплуатации ленточных конвейеров К обслуживанию ленточных конвейеров допускают лиц, прошедших обучение и обладающих необходимыми техническими знаниями и производственными навыками, прошедших инструктаж по технике безопасности. Не допускается эксплуатация конвейеров, работающих в режиме местного управления, без присутствия машиниста. Обслуживающий персонал должен систематически проверять состояние выработок и конвейерной установки, ограждений и противопожарных средств, выявлять неисправности, не допускать заштыбовки трассы конвейера и концевых станций. При проверке необходимо следить за исправностью натяжных и тормозных устройств, ловителей, поддерживающих роликов, положением ленты на роликоопорах, приводных, отклоняющих и натяжных барабанах, состоянием ленты и стыковых соединений, натяжением ленты, состоянием футеровки приводных барабанов, болтовых соединений. Осмотр конвейера и устройств, обеспечивающих их эксплуатацию, а также проверка работы аппаратуры управления должны производиться ежесменно горным мастером или обслуживающим персоналом и ежесуточно механиком участка. Не менее одного раза в сутки должны производиться проверка отсутствия утечки масла в редукторах и рабочих жидкостей в гидросистемах автоматических натяжных устройств, нагрева электродвигателя, тормозных шкивов и колодок тормозов, редукторов и подшипников барабана. На промежуточной приводной станции пластинчатого конвейера необходимо проверять состояние натяжения и смазки приводной цепи, толкающих кулаков. Не реже одного раза в неделю необходимо проверять положение става конвейера и прилегание ленты к роликам на нижней и верхней ветвях. Еженедельно должны производиться профилактический осмотр ленты на холостом ходу, намечаться очередность, сроки и виды ремонта повреждений. Обнаруженные в процессе эксплуатации и осмотра неполадки и проведенные ремонтные работы должны отмечаться в журнале записи осмотра и ремонта конвейеров. Наиболее ответственным элементом ленточного конвейера является лента, которая в процессе эксплуатации часто подвергается различным повреждениям и порезам, особенно тканевая конвейерная лента. Текущий ремонт конвейерных тканевых лент производят непосредственно на конвейере методом холодной и горячей вулканизации. При ремонте методом холодной вулканизации применяют клей КС, СВ-5 или им подобные клеи и вулканизированную обкладочную резину. Этот метод более простой и менее трудоемкий, так как отпадает необходимость в сборе пресса и вулканизации места повреждения. Текущему ремонту подвергаются: местные повреждения обкладок; сквозные повреждения и порезы; боковые порезы бортов. При всех видах ремонта необходимо тщательно очищать поврежденное место от штыба и грязи, промывать и просушивать его. При ремонте местных повреждений обкладок тканевых лент первоначально поврежденное место обводят мелом, причем намеченный контур в любом направлении должен на 40--50 мм перекрывать размеры повреждения. В соответствии с размерами повреждений из резины вырезают заплату. По намеченному контуру срезают поврежденные резиновые обкладки. С помощью шероховального станка или щетки заплата и место повреждения зачищаются. Зашерохованные поверхности (место повреждения и заплата) очищают от пыли и крошек резины щеткой, протирают бензином, просушивают, промывают клеем с последующей сушкой до потери липкости. Заплату начинают накладывать в центре ремонтируемого места и прокатывают ее от центра к краям узким роликом, чтобы выдавить оставшийся под заплатой воздух. В такой же последовательности методом холодной вулканизации производят ремонт сквозных повреждений, порезов ленты. Эти виды ремонтов, а также стыковка лент могут осуществляться для тканевых и, особенно, тросовых лент методом горячей вулканизации. Знание правил безопасности, их соблюдение и выполнение указаний технического надзора гарантируют безаварийную работу ленточных и пластинчатых конвейеров и безопасность труда обслуживающих их рабочих. Местное управление конвейером может быть разрешено как исключение только с разрешения горного диспетчера шахты и начальника или механика участка при условии обеспечения постоянного присутствия у конвейера электрослесаря. Во избежание захвата спецодежды движущимися частями конвейера она должна быть исправна и соответствовать условиям работы. При работе людей на конвейерной линии на отключенных аппаратах должны вывешиваться таблички с надписью «Не включай -- работают люди». В местах перехода людей через конвейер должны быть установлены переходные мостики с перилами, имеющие ширину не менее 0,6 м. Зазор между лентой и нижней частью мостика должен быть не менее 0,4 м, а высота прохода для людей над мостиком -- не менее 6,8 м. Во время работы конвейера запрещаются ремонт, очистка и смазка движущихся деталей конвейера, перемещение людей по ленте. Не разрешается работа при заштыбованном конвейере и неисправных роликах или при их отсутствии. В соответствии с правилами безопасности для механизированной перевозки людей в обе стороны могут быть использованы ленточные конвейеры, специально оборудованные для этой цели. Правилами безопасности запрещается: посадка и сход вне площадки или когда последние неисправны; проезд на загруженной ленте конвейера; проезд с выключенными индивидуальными светильниками; перевозка горнорабочих, имеющих при себе взрывчатые материалы; перевозка людей на мокрых лентах конвейеров при уклонах свыше 15°. Конвейеры должны иметь блокировку, исключающую возможность подачи груза на людскую ветвь во время перевозки людей. Скорость движения ленты при перевозке людей конвейерами, имеющими неподвижные площадки посадки и схода, не должны превышать 1,6 м/с. Перевозка людей в течение суток должна осуществляться в соответствии с графиком, утвержденным главным инженером шахты. На каждом пункте посадки должна быть вывешена инструкция о порядке перевозки, правилах поведения людей с указанием значения сигналов. Для локализации и тушения пожаров у приводов ленточных конвейеров должны быть установлены автоматические водоразбрызгивающие установки (например, типа УАК) или порошковые огнетушители (например, типа «Буран») -- для шахт Севера с круглогодичной отрицательной температурой в горных выработках. Запрещается работа конвейера при отсутствии или неисправности средств противопожарной защиты. При эксплуатации конвейерных установок запрещается хранить горючие жидкости, смазочные и обтирочные материалы вблизи пусковых устройств, очищать узлы и элементы конвейеров от штыба, ремонтировать их, а также смазывать движущиеся детали во время работы конвейера, перевозить на ленточных конвейерах лес, длинномерные материалы и оборудование, ремонтировать электрооборудование, находящееся под напряжением, подсыпать между лентой и приводными барабанами при пробуксовке уголь, песок и т.п. При обслуживании конвейерных линий на шахтах организация труда должна обеспечивать: · безопасность работ; Ремонтные расчеты Расчет графика ППР К работе на ленточных конвейерах, как и на других конвейерах, допускаются лица, прошедшие специально е обучение и имеющие соответствующее удостоверение на право работы на конвейере. Текущий ремонт  имеет периодичность имеет периодичность  = 730 часов и продолжительностью = 730 часов и продолжительностью  = 8 часов. = 8 часов.Текущий ремонт  имеет периодичность имеет периодичность  = 4380 часов и продолжительностью = 4380 часов и продолжительностью  = 36 часов. = 36 часов.Межремонтный цикл ЦК = 1,9 года = 1,9 × 26280 = 49932 часов , продолжительность капитального ремонта  = 144 часа. = 144 часа.Определяем количество текущих ремонтов в межремонтном цикле: (4.1) (4.1)где  - периодичность межремонтного цикла, ч; - периодичность межремонтного цикла, ч; - периодичность ремонтов - периодичность ремонтов   Определяем количество текущих ремонтов Т1 в межремонтном цикле:  (4.2) (4.2)где  - периодичность ремонтов - периодичность ремонтов   Структура ремонтного цикла: 57Т1 + 11Т2 + 1КР Расчет трудоемкости ремонтных работ Из <Временного положения о техническом обслуживании ремонта (ТОиР) механического оборудования …> выбираем нормативы затрат труда одну единицу ремонтной сложности для общеотраслевого оборудования :  – для текущего ремонта Т1 – для текущего ремонта Т1 для текущего ремонта Т2 для текущего ремонта Т2 для капитального ремонта КР, для капитального ремонта КР,Крс = 20 Расчет ремонтников необходимых для ремонта Определяем количество ремонтных рабочих на текущий ремонт Т2:  (4.6) (4.6)где  – продолжительность ремонтов Т2, ч – продолжительность ремонтов Т2, ч чел. Принимаем: 3 чел. чел. Принимаем: 3 чел.Определяем количество ремонтных рабочих на текущий ремонт Т1:  (4.7) (4.7)где – продолжительность ремонтов Т1, ч чел. Принимаем: 3 чел. чел. Принимаем: 3 чел.Определяем количество ремонтных работников на капитальный ремонт КР:  (4.8) (4.8)где – продолжительность ремонтов КР, ч чел. Принимаем: 3 чел. чел. Принимаем: 3 чел.Расчет восстановление детали наплавкой Расчет наплавляемого слоя  (4.9) (4.9)где  – величина наплавляемого слоя; – величина наплавляемого слоя;U - износ K – припуск на обработки до нанесения материалов; Z – припуск на механическую обработку после нанесения материалов.  2. Размер до восстановления Pu=Дп - 2(U+K), (4.9) где Дп – изношенный размер детали. 3. Размер после восстановления Pв=Pu+2Aсл, (4.10) Проверка Pu=Pв-2Z, (4.11) Диаметр наплавочной проволоки Дэ=  , (4.12) , (4.12)где Zh=1,75 6. Сила тока Iсв=0,75×Дэ×Да, (4.13) Да=148-40×Дэ, (4.14) 7. Коэффициент наплавки A=3+5,5×Дэ, (4.15) S=(2÷6)Дэ, (4.16) СПИСОК ЛИТЕРАТУРЫ Монтаж ленточных конвейеров [Электронный ресурс]. URL: https://helpiks.org/5-93731.html Инструменты для ремонта конвейеров [Электронный ресурс]. URL: https://novotrans-rus.ru/podemnik-lenty-flex-lifter.html Катра смазки ленточного конвейера [Электронный ресурс]. URL: https://studbooks.net/2543642/tovarovedenie/smazka_oborudovaniya Расчет электороэнергии затраченной на ремонт конвеейра [Электронный ресурс]. URL: https://student.zoomru.ru/ekonom/jekonomicheskaya-jeffektivnost-modernezacii-lentochnogo-konvejera/4019.37804.s1.html Инструменты для ремонта конвейеров [Электронный ресурс]. URL: https://gsrti.ru/katalog/instrumentyi-dlya-remonta-lent?utm_referrer=https%3A%2F%2Fyandex.kz%2F |