Клепка. 1ТТР-19 Торбоков Новоселов Манукян. Клёпка
 Скачать 0.49 Mb. Скачать 0.49 Mb.
|

 Тема: Клёпка За время прохождения практики в мастерских ОГТК были пройдены темы: 1) Основные сведения о материалах: 1.Измерительный инструмент 2.Разметка металла 2) Рубка, правка и гибка металлов 3) Резка металлов, техника безопасности при выполнении работ 4) Опиливание металлов 5) Сверление, зенкование, развертывание отверстий, зенкерование 6) Клепка, подгонка, шабрение, притирка 7) Ковка, штамповка, термообработка металлов 8) ТБ при выполнении станочных работ 9) Назначение и основные узлы токараного винторезного станка 10) Обработка наружных и центрических поверхностей 11) Обработка конических и фасонных поверхностей 12) Разновидности резьб 13) Фрезерные, строгальные, шлифовальные работы На практике выполнялись следующие работы: - опиливание (изготовление шпонки) - рубка, удаление лишних слоев материала с поверхностей заготовок - изготовление шпильки - сверление отверстий При выполнении работы, было уделено особое внимание техники безопасности. кЛЁПКА: Клепка - это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. По форме головки заклёпки с замыкающей головкой делятся на: Заклёпки с полукруглой головкой Заклёпки с потайной головкой Заклёпки с полупотайной головкой Заклёпки с плоской головкой (с бочкой) Также конструктивно они отличаются наличием отверстия внутри заклёпки: Полнотелые заклёпки - отверстие отсутствует Пустотелые заклёпки - трубчатые - имеют сквозное отверстие Полупустотелые заклёпки - под развальцовку - имеют глухое отверстие  Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку. Заклепочные соединения применяются: в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна; когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях; в случаях соединения различных металлов и материалов, для которых сварка неприменима. Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и под головкой, с овальной головкой. Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы. Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. 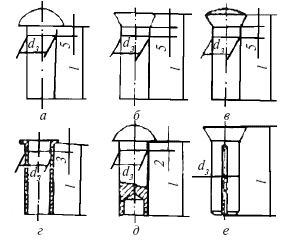 Рис. 1. Заклепки: а-сполукруглойголовкой; б-спотайнойголовкой; в-сполупотайнойголовкой; г-трубчатая; д-взрывная; е-разрезная Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки. Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм. При клепке используются просверленные, проколотые или пробитые отверстия. Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично (рис. 2). 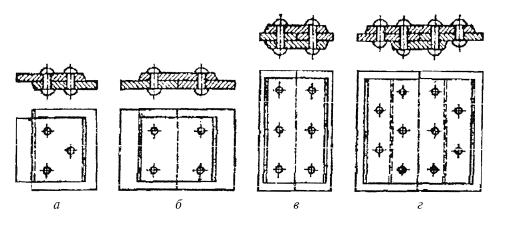 Рис. 2. Виды заклепочных соединений: а - в нахлестку; б - встыксоднойнакладкой; в - встыксдвумянакладками, симметричные; г - встыксдвумя накладками, несимметричные Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). 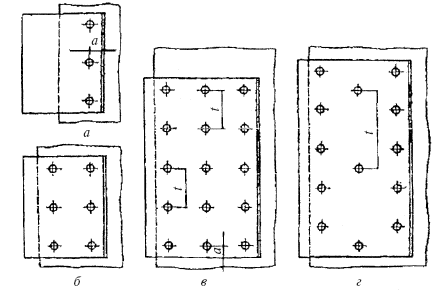 Швы могут быть полные и неполные Рис. 3. Виды заклепочных швов: а - однорядный; б - двухрядный; в - многорядныйполный; г - многорядныйнеполный Перед клепкой различных видов заклепочных соединений следует определить шаг клепки расстояниеотосизаклепокдокрая полосы. Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна. Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи. Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины - эксцентриковые и гидравлические. Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой. пРОЧНЫЕ ШВЫ Прочные швы применяют для получения соединений повышенной прочности. В них прочность шва обеспечивается выбором диаметра и расположением заклепок. Для прочных швов расстояние от края листа а > 1,5d, между заклепками в однорядных швах t = 4d. Эти швы применяют при клепке балок, колонн, мостов. Прочноплотные швы обеспечивают и герметичность, и плотность соединения. Они применяются для клепки котлов и трубопроводов, работающих при высоком давлении газа, пара и жидкости. Прочноплотные швы выполняют горячей клепкой на клепальных машинах с последующей подчеканкой головок и кромок листов. Когда требуется только плотность соединения (в слабона- груженных трубопроводах, баках, резервуарах), применяют плотные швы. Соединения с плотным швом выполняют холодной клепкой. Для обеспечения герметичности шва используют прокладки из бумаги, ткани, пропитанные олифой или суриком; можно выполнять подчеканку шва Холодная клепка — это такой вид клепки, при котором высадка второй (замыкающей) головки заклепки выполняется без ее разогрева Чеканка Процесс чеканки состоит в следующем. Специальным инструментом — чеканом при помощи молотка часть металла вдоль кромки шва и по периметру заклепочных головок осаживают, вследствие чего получается полоса уплотненного металла. Чеканку выполняют в такой последовательности: сначала пробивают канавку по кромке шва, а затем металл осаживают ниже канавки и сглаживают кромки. Чекан служит для подчеканки заклепочных прочно-плотных швов и заклепочных головок с целью обеспечения герметичности клепаных соединений в резервуарах, сосудах и других конструкциях, используемых для хранения жидкостей и газов. На практике чеканку обычно производят двумя способами. При чеканке первым способом (рис. 210, а) пользуются чеканом с острыми рабочими кромками. Чекан прикладывают к нижнему листу, сильными ударами молотка осаживают на несколько миллиметров по кромке шва, а затем, чекан другой стороной, рают» весь материал в части листа. 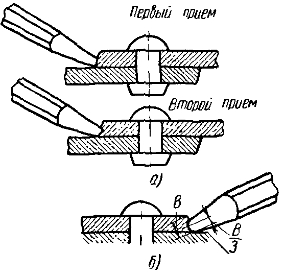 У заклёпок следующие характеристики по которым они деляться: По материалу изготовленияМедные. Алюминиевые. Стальные. Из «нержавейки». По типу головкиПлоская. Потайная. По виду резьбыГаечная (М4 – 8) – неразборное соединение. Целесообразно использовать при невозможности доступа к обратной стороне детали или в условиях ограниченности движений. Винтовая (М3 – 16) – разборного типа. По профилю ножкиКруглый. Шестигранный (для исключения проворачивания в посадочном гнезде). По виду буртаОткрытый или закрытый. Потайной. Малый или большой. По назначениюЭлектропроводящие. С повышенным усилием (или вдавливания, или растяжения). Для высокогерметичного соединения. С увеличенной головкой. С резьбой дюймовой. С метками (позволяют производить визуальную идентификацию). С виброизоляцией. Типы стержневых заклепок  Техника безопасности: 1. Молоток должен быть хорошо насажен на рукоятку. 2. Бойки молотков, а также обжимки, натяжки не должны иметь выбоин и трещин. 3. Выполнять клепку безопаснее и удобнее вдвоем, особенно при соединении больших деталей и установке заклепки в труднодоступных местах. Один работающий поддерживает закладную головку заклепки и детали, а другой — формирует замыкающую головку. 4. Поддержка должна иметь вырезы для закрепления ее в тисках, 5. Поддержка должна быть тяжелее молотка в 4— 5 раз, иначе она будет отскакивать, а это может привести к несчастному случаю. 6. Поверхность ударной части должна быть гладкой и слегка выпуклой, не должна быть сбитой или скошенной ЗаключениеВ ходе учебной практики, усвоили информацию по слесарным работам, таким как: Сверление, зенкерование и развертывания. В заключение отчета хочу сказать, что при прохождении учебной практики особых трудностей не возникало, материал данный преподавателем был полностью понят и усвоен. Данная практика поможет нам в дальнейшей работе. Думаю, что опыт, полученный нами на данной практике, несомненно, пригодится мне в дальнейшем при построении своей профессиональной деятельности
|