Конспект лекций по дисциплине «Резание материалов и инструмент». Направление подготовки 220200 «Авто. Конспект лекций по дисциплине «Резание материалов и инструмент».. Конспект лекций для студентов по дисциплине резание материалов и инструмент
 Скачать 11.77 Mb. Скачать 11.77 Mb.
|

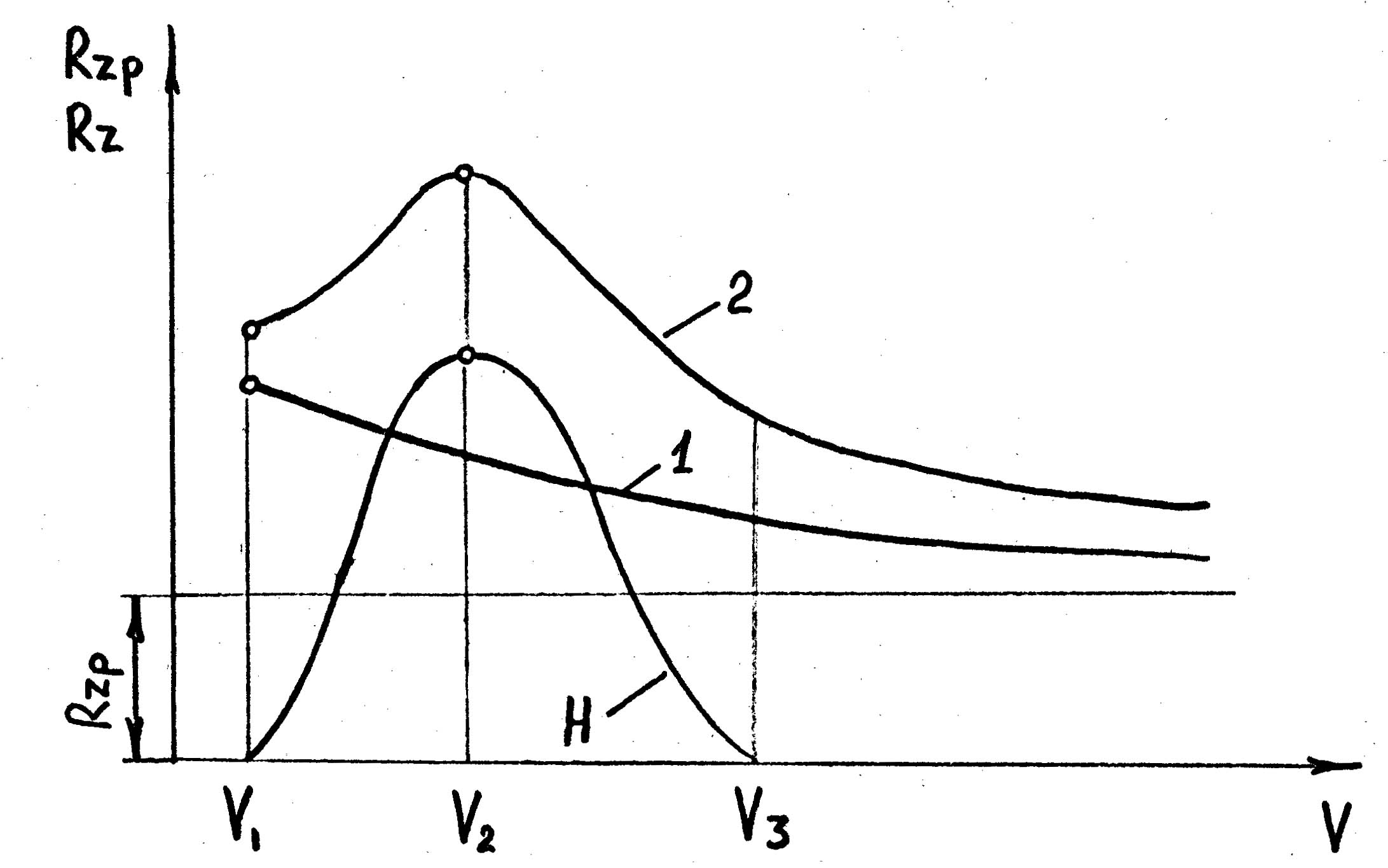
КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИКачество обработанной поверхности определяется шероховатостью поверхности и состоянием материала поверхностного слоя. При изучении шероховатости поверхности микронеровности следует разделить- на расчетные и действительные неровности. Под расчетными неровностями понимают такие, форма и размеры которых могут быть определены геометрически, как след движения режущих кромок инструмента.При точении расчетные неровности определяются из следующей схемы: (рис. 14.). откуда Эта формула пригодна для определения расчетных неровностей при сверлении, растачивании, зенкеровании, строгании и торцевом фрезеровании. При цилиндрическом фрезеровании высота расчетных неровностей определится из следующей схемы. (рис. 15.) Расчетные неровности при точении уменьшаются при уменьшении  Рис. 13. Схема влияния переднего угла и толщины срезаемого слоя на коэффициент усадки стружки. 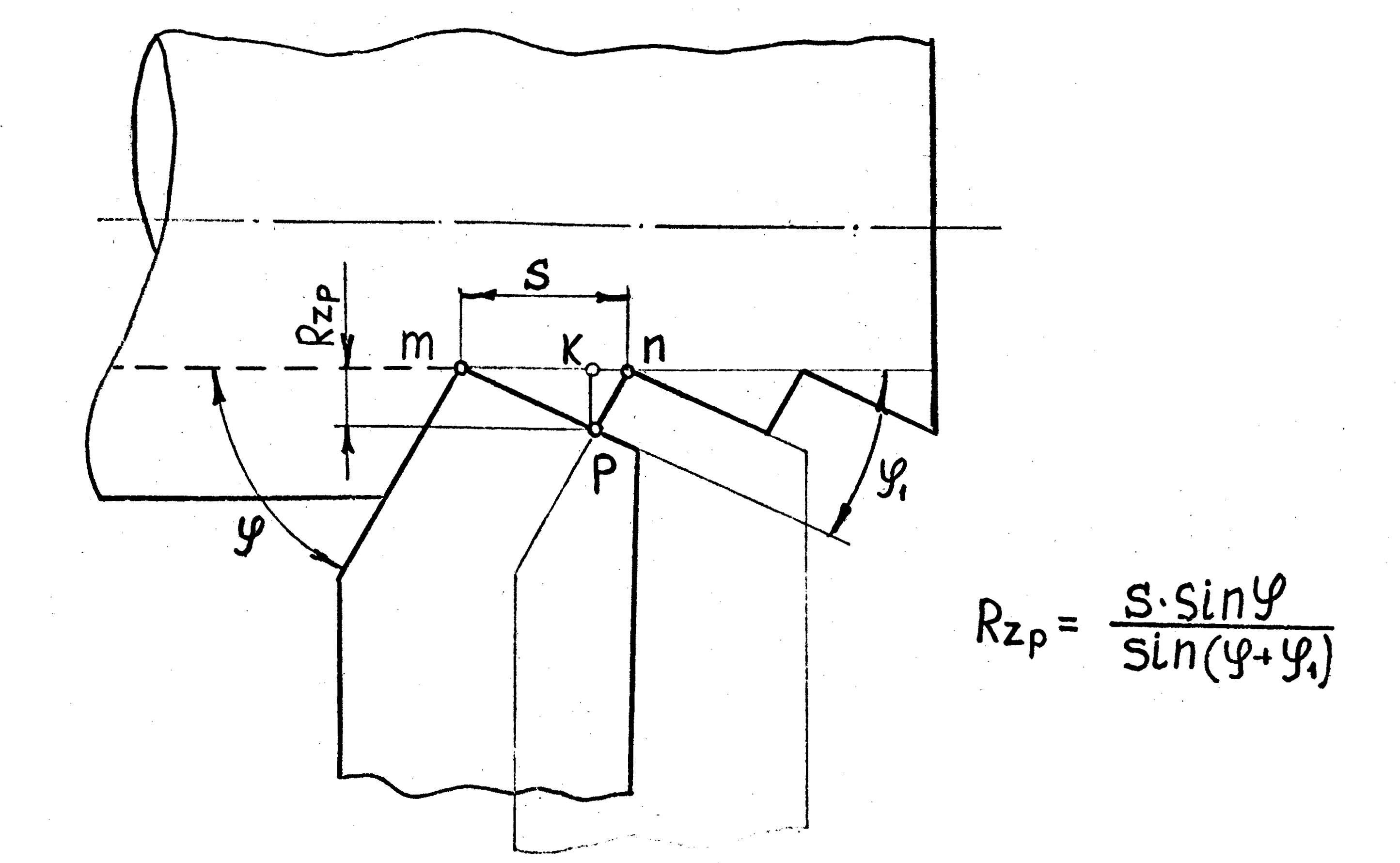 Рис. 14. Расчетный микропрофиль обработанной поверхности при точении. 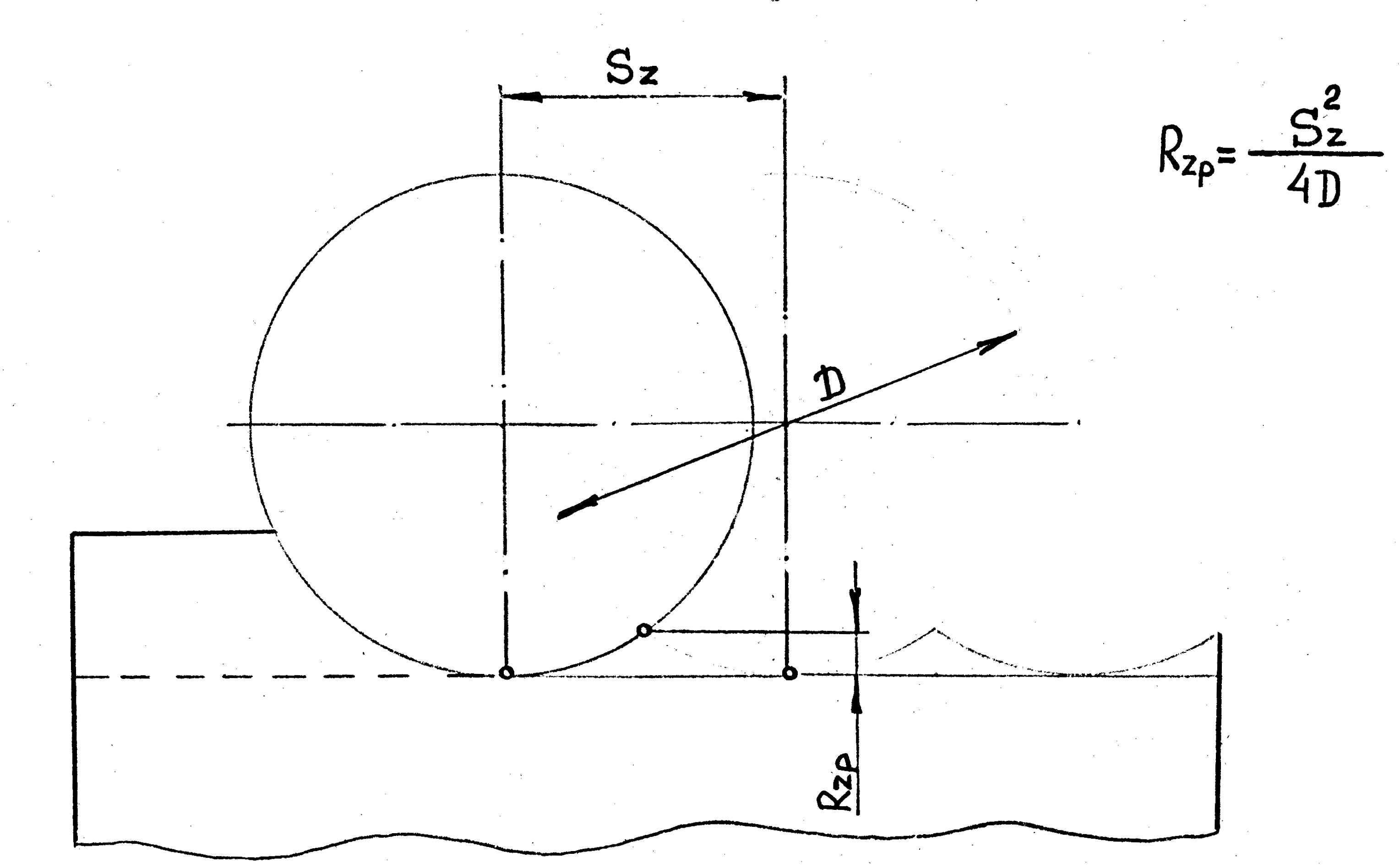 Рис. 15. Расчетный микропрофиль обработанной поверхности при фрезеровании цилиндрическими фрезами. подачи, углов в плане и увеличении радиуса переходного лезвия. При цилиндрическом фрезеровании расчетные неровности уменьшаются с увеличением диаметра фрез и уменьшением подачи на зуб. Реальные неровности отличаются по форме и высоте от расчетных. Реальные неровности больше расчетных неровностей, что вызвано следующими причинами: 1. Пластическим точением материала из зоны первичной деформации в сторону вершин микронеровностей. 2. Колебанием детали и инструмента во время обработки. 3. Трением задней поверхности о поверхность резания. 4. Неровностями лезвий инструмента, которые возрастают по мере его изнашивания. На высоту реальных неровностей оказывают те же факторы, что и на высоту расчетных неровностей. Кроме этих факторов, на высоту неровностей влияет все те, что изменяют объем пластического деформирования материала и условия трения на контактных поверхностей. К ним относятся механические свойства обрабатываемых материалов, скорость резания и свойства применяемых СОЖ. С повышением твердости и прочности и снижением пластичности материала уменьшается высота неровностей. Влияние скорости на высоту неровностей выглядит следующим образом: Если материал не склонен к наростообразованию, то с увеличением скорости высота неровностей монотонно уменьшается (кривая 1), что связано с уменьшением объема пластической деформации и коэффициента трения. Если при резании образуется нарост, то высота неровностей с увеличением скорости резания изменяется не монотонно (кривая 2) (рис.16.). |