Конспект лекций по дисциплине Управление качеством нгпу, 2013. Конспект лекций по дисциплине Управление качеством
 Скачать 1.46 Mb. Скачать 1.46 Mb.
|

|
5. Методы определения значений показателей качества продукции В зависимости отспособа получения информации методы определения значений показателей качества продукции подразделяют на: - измерительный; - регистрационный; - расчетный; - органолептический. Измерительный метод основан на информации, получаемой с использованием технических измерительных средств. С помощью измерительного метода определяются следующие значения: масса изделия, частота вращения двигателя, размер изделия, скорость автомобиля, сила тока и др. Регистрационный метод основывается на использовании информации, получаемой путем подсчета числа определенных событий, предметов или затрат, например отказов изделия при испытаниях. Этим методом определяются показатели унификации, патентно-правовые показатели и др. Расчетный метод базируется на использовании информации, получаемой с помощью теоретических или эмпирических зависимостей. Этим методом пользуются при проектировании продукции, когда последняя еще не может быть объектом экспериментальных исследований. Расчетный метод служит для определения значений массы изделия, показателей производительности, мощности, прочности и др. Органолептический метод строится на использовании информации, получаемой в результате анализа восприятий органов чувств: зрения, слуха, обоняния, осязания и вкуса. При этом органы чувств человека служат приемниками для получения соответствующих ощущений, а значения показателей находятся путем анализа полученных ощущений на основе имеющегося опыта и выражаются в баллах. С помощью органолептического метода определяются показатели качества кондитерских, табачных, парфюмерных изделий и другой продукции. В зависимости от источника информации методы определения значений показателей качества продукции подразделяют на: - традиционный; - экспертный; - социологический. Традиционный метод осуществляется должностными лицами специализированных экспериментальных и расчетных подразделений предприятий, учреждений (к ним относятся специализированные лаборатории, полигоны, испытательные стенды и т.д.). Экспертный метод оценки показателей качества продукции реализуется группой специалистов-экспертов, например дизайнеров, дегустаторов, товароведов и т.п. С помощью экспертного метода определяются значения таких показателей качества, которые не могут быть определены более объективными методами. Этот метод используется при определении значений некоторых эргономических и эстетических показателей. Социологический метод определения показателей качества продукции используется фактическими или потенциальными потребителями продукции. Сбор мнений потребителей производится путем опросов или с помощью специальных анкет-вопросников, выставок, конференций и т.д. 6. Методы оценки уровня качества продукции Методы оценки уровня качества продукции делятся на: - дифференциальный; - комплексный; - смешанный. Дифференциальным называется метод оценки качества продукции, основанный на сопоставлении единичных показателей ее качества. При этом для каждого из показателей рассчитываются относительные показатели качества по формулам:  (1) (1) (2) (2)где Pi– числовое значение i-го показателя качества оцениваемой продукции; Piбаз – числовое значение i-го показателя качества базового образца. Формула (1) используется, когда увеличению абсолютного значения показателя качества соответствует улучшение качества продукции. Формула (2) используется, когда увеличению абсолютного значения показателя качества соответствует ухудшение качества продукции. Комплексным называется метод оценки уровня качества продукции, основанный на сопоставлении комплексных показателей качества оцениваемого и базового образцов продукции: где Qоц – обобщенный показатель качества оцениваемой продукции; Qбаз – обобщенный показатель качества базовой продукции. Смешанный метод оценки уровня качества продукции на совместном применении единичных и комплексных показателей качества: При смешанном методе часть единичных показателей объединяют в группы и для каждой определяют комплексный (групповой) показатель. Некоторые особо важные показатели в группы не включают, а рассматривают отдельно. Объединение в группы должно производится в зависимости от цели оценки. Найденные величины групповых комплексных показателей и отдельно выделенных единичных показателей подвергают сравнению с соответствующими значениями базовых показателей, т.е. применяют принцип дифференциального метода. 3.2. Контроль качества Виды контроля качества продукции в соответствии с ГОСТ 16504-81 представлены в таблице 4. Таблица 4. Виды контроля по ГОСТ 16504-81
Любая система управления качеством основана на применении прогрессивных методов управления качеством. Основные методы управления качеством продукции представлены следующими методами. Статистические методы: - статистическое регулирование технологических процессов (корректирование значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества продукции; решение о состояние технологического процесса принимается двух видов: «процесс налажен» и «процесс разлажен»). - статистический приемочный контроль (по результатам контроля выборки принимается решение принять или отклонить продукцию). Статистические методы достаточно полно и подробно описаны в отечественной литературе. В практике наших предприятий находит применение только статистический контроль: применение статистического регулирования технологического процесса – редкое явление. Применение статистических методов предполагает, что на предприятии имеется группа специалистов, квалифицированно владеющих этими методами. Все остальные методы, с точки зрения применения в отечественной практике, можно отнести к экзотическим. Семь инструментов качества. Простые в использовании методы, обеспечивающие осуществление контроля качества на рабочем месте. Групповые методы анализа и решения проблем. В отечественной литературе нашли отражение в форме кружков качества. Заключаются в организации на предприятии групп из числа работников предприятия, занимающихся на добровольных началах проблемами управления качеством. Методы анализа причин и последствий отказов (FMEA). Впервые были разработаны и применены в программе «Шатл». Чаще всего применяется на стадии проектирования. Суть его заключается в том, что экспертно предполагаются наиболее критические отказы изделия, возможные в эксплуатации. Оцениваются (экспертно) возможные последствия этих отказов. В зависимости от серьезности этих последствий анализируются возможные причины отказов и принимаются конструктивные и технологические решения по недопущению этих причин. Метод распределения функций качества (QFD). Заключается в переводе требований к качеству с одного языка на другой. Например, в ходе маркетинговых исследований выясняется, что кресло водителя неудобно. Это выражено языком потребителя (водителя трактора). Он может дать некоторые дополнительные разъяснения неудобств: где-то жмет, утомительная поза и др. Этот язык потребителя неприемлем для принятия инженерных решений. Его надо перевести на язык антропометрических свойств, геометрических параметров кресла, упругости применяемых материалов и пр. Для этого существует специальные методы (QFD). Метод Тагути. Инженерно-экономический метод, при котором качество и стоимость продукции рассматривается совместно и связывается общей характеристикой, называемой функцией потерь. Минимизация функции потерь рассматривается как с позиций потребителя, так и с позиции производителя. В табл. 5представлены основные методы управления качеством и их применение в зависимости от этапа жизненного цикла продукции. Очень важно постоянно формировать и актуализировать матрицу применяемых методов управления качеством на предприятии. Таблица 5. Матрица применения методов управления качеством
«Семь инструментов» управления качеством Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов как производственных, так и управленческих инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости – совершенствовать их.
Диаграмма типа 5М рассматривает такие компоненты качества, как «человек», «машина», «материал», «метод», «контроль», а в диаграмме типа 6М к ним добавляется компонент «среда». Применительно к решаемой задаче квалиметрического анализа: - для компоненты «человек» необходимо определить факторы, связанные с удобством и безопасностью выполнения операций; - для компоненты «машина» – взаимоотношения элементов конструкции анализируемого изделия между собой, связанные с выполнением данной операции; - для компоненты «метод» – факторы, связанные с производительностью и точностью выполняемой операции; - для компоненты «материал» – факторы, связанные с отсутствием изменений свойств материалов изделия в процессе выполнения данной операции; - для компоненты «контроль» – факторы, связанные с достоверным распознаванием ошибки процесса выполнения операции; - для компоненты «среда» – факторы, связанные с воздействием среды на изделие и изделия на среду. 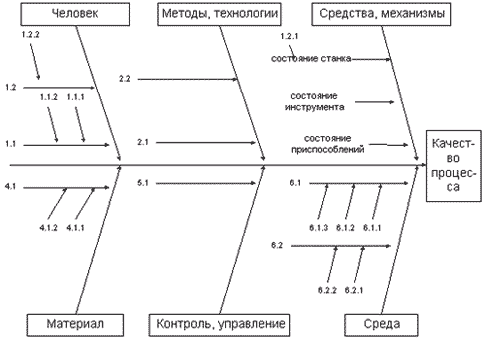 Рис. 3.2. Пример диаграммы Ишикавы
Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам (рис. 3.3). 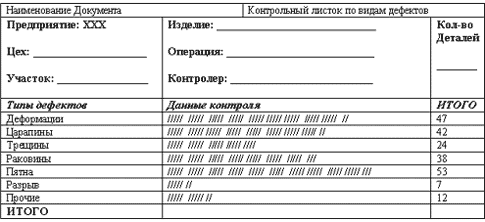 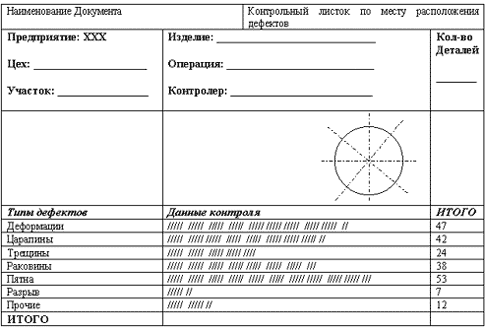 Рис. 3.3. Пример контрольных листков
Гистограммы – один из вариантов столбчатой диаграммы, отображающий зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений. Гистограмма строится следующим образом:
Диаграммы разброса представляют из себя графики вида, изображенного на рисунках 3.4., 3.5, 3.6, которые позволяют выявить корреляцию между двумя различными факторами. 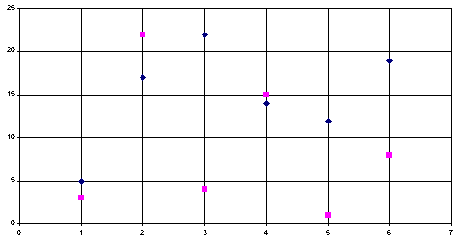 Рис 3.4. Диаграмма разброса: Взаимосвязи показателей качества практически нет 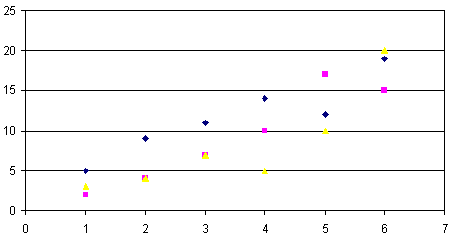 Рис. 3.5. Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества 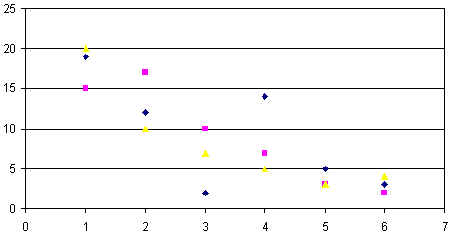 Рис. 3.6. Диаграмма разброса: Имеется обратная взаимосвязь между показателями качества
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.О. Лоренц представил графические иллюстрации. Правило Парето – «универсальный» принцип, который применим во множестве ситуаций, и без сомнения – в решении проблем качества. Джозеф Джуран отметил «универсальное» применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий). Анализ Парето как правило иллюстрируется диаграммой Парето (рис. 3.7), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат – в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении. На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем. 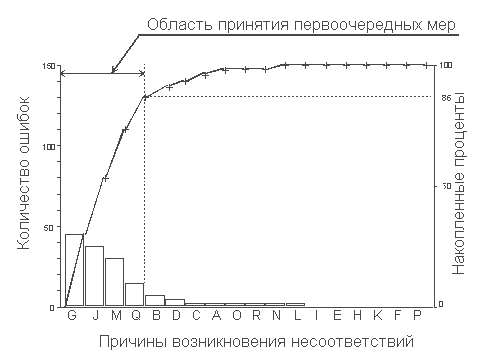 Рис. 3.7. Диаграмма Парето
В основном, стратификация – процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков. Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки. Стратификация – основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными. На рисунке 3.8 приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории – по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1». 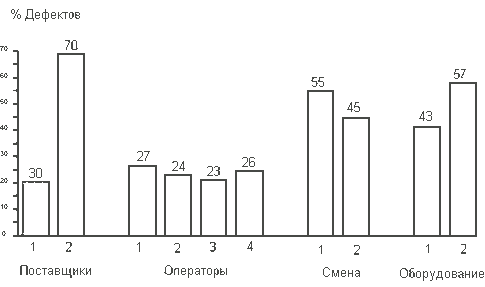 Рис. 3.8. Стратификация данных
Контрольные карты – специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Они отображают характер изменения показателя качества во времени (рис.3.9). 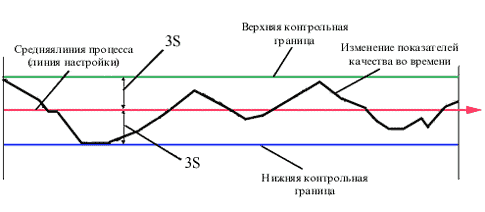 Рис. 3.9. Общий вид контрольной карты
Контрольные карты по количественным признакам – это, как правило, сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я – разброса процесса. Бланк контрольной карты приведен на рисунке 3.9. 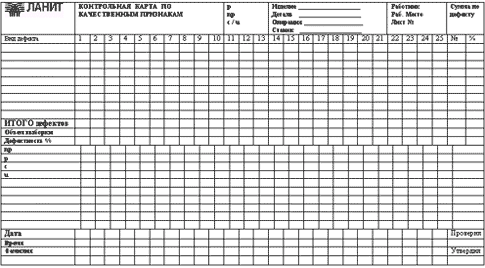 Рис. 3.9. Бланк контрольной карты Использованию перечисленных выше групп статистических методов посвящена обширная специальная литература. Безусловно, при создании систем качества эти методы следует внедрять от простых – к сложным.
По данным исследователей, около 80% всех дефектов, которые выявляются в процессе производства и использования изделий, обусловлены недостаточным качеством процессов разработки концепции изделия, конструирования и подготовки его производства. Около 60% всех сбоев, которые возникают во время гарантийного срока изделия, имеют свою причину в ошибочной, поспешной и несовершенной разработке. По данным исследовательского отдела фирмы Дженерал Моторс, США, при разработке и производстве изделия действует правило десятикратных затрат – если на одной из стадий круга качества изделия допущена ошибка, которая выявлена на следующей стадии, то для ее исправления потребуется затратить в 10 раз больше средств, чем если бы она была обнаружена вовремя. Если она была обнаружена через одну стадию – то уже в 100 раз больше, через две стадии – в 1000 раз и т.д. Концепция всеобщего менеджмента качества требует изменения подхода к разработке новой продукции, поскольку ставится вопрос не просто поддержания определенного, пусть и достаточно высокого, уровня качества, а удовлетворенность потребителя. Серьезная работа по повышению деловой культуры, которая необходима для общего подъема качества во всех звеньях, во многом касается технологий разработки и подготовки производства продукции. Чтобы снизить затраты, учесть в большей степени пожелания потребителей и сократить сроки разработки и выхода на рынок продукции, применяют специальные технологии разработки и анализа разработанных изделий и процессов: функционально-стоимостный анализ (ФСА) – технологию анализа затрат на выполнение изделием его функций. ФСА проводится для существующих продуктов и процессов с целью снижения затрат, а также для разрабатываемых продуктов с целью снижения их себестоимости; FMEA-анализ (Failure Mode and Effects Analysis) – технологию анализа возможности возникновения и влияния дефектов на потребителя. FMEA проводится для разрабатываемых продуктов и процессов с целью снижения риска потребителя от потенциальных дефектов; функционально-физический анализ (ФФА) – технология анализа качества предлагаемых проектировщиком технических решений, принципов действия изделия и его элементов. ФФА проводится для разрабатываемых продуктов и процессов. технологию развертывания функций качества (QFD – Quality Function Deployment), которая представляет технологию проектирования изделий и процессов, позволяющую преобразовывать пожелания потребителя в технические требования к изделиям и параметрам процессов их производства. При внедрении систем качества по стандартам ISO 9000 требуется, чтобы производитель внедрял методы анализа проектных решений, причемкак входных данных проекта, так и выходных. Поэтому предприятия, создающие или развивающие системы качества, обязательно применяют либо типовые технологии анализа (ФСА, FMEA, ФФА), либо используют собственные технологии с аналогичными возможностями. Использование типовых технологий предпочтительно, поскольку результаты понятны не только производителю, но и потребителю, и в полной мере выполняют функцию доказательств качества. Функционально-стоимостной анализ (ФСА) При проведении ФСА определяют функции элементов технического объекта или системы и проводят оценку затрат на реализацию этих функций с тем, чтобы эти затраты, по возможности, снизить. Проведение ФСА включает следующие основные этапы: 1-й этап: этап последовательного построения моделей объекта ФСА (компонентной, структурной, функциональной); модели строят или в форме графов, или в табличной (матричной) форме; 2-й этап: этап исследования моделей и разработки предложений по совершенствованию объекта анализа. Эти же этапы характерны и для других методов функционального анализа – ФФА и FMEA. 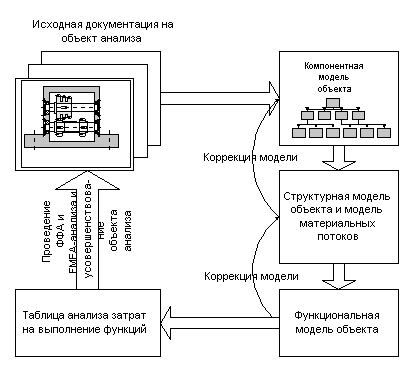 Рис. 3.10. Схема процесса ФСА На рисунке 3.10 представлена общая схема процесса ФСА. ФСА-анализ является мощным инструментом для создания техники и технологий, не только обеспечивающей удовлетворение запросов потребителя, но и сокращающей затраты производителя. FMEA-анализ (анализ последствий и причин отказов) FMEA-анализ в настоящее время является одной из стандартных технологий анализа качества изделий и процессов, поэтому в процессе его развития выработаны типовые формы представления результатов анализа и типовые правила его проведения. Этот вид функционального анализа используется как в комбинации с ФСА или ФФА-анализом, так и самостоятельно. Он позволяет снизить затраты и уменьшить риск возникновения дефектов. FMEA-анализ, в отличие от ФСА, не анализирует прямо экономические показатели, в том числе затраты на недостаточное качество, но он позволяет выявить именно те дефекты, которые обуславливают наибольший риск потребителя, определить их потенциальные причины и выработать корректировочные мероприятия по их исправлению еще до того, как эти дефекты проявятся и, таким образом, предупредить затраты на их исправление. Как правило, FMEA-анализ проводится не для существующей, а для новой продукции или процесса. FMEA-анализ конструкции рассматривает риски, которые возникают у внешнего потребителя, а FMEA-анализ процесса – у внутреннего потребителя. FMEA-анализ процессов может проводиться для: - процессов производства продукции; - бизнес–процессов (документооборота, финансовых процессов и т.д.); - процесса эксплуатации изделия потребителем. Последний вид анализа процесса удобно проводить на стадии разработки концепции изделия перед проведением FMEA-анализа конструкции. FMEA-анализ процесса производства обычно производится у изготовителя ответственными службами планирования производства, обеспечения качества или производства с участием соответствующих специализированных отделов изготовителя и, при необходимости, потребителя. Проведение FMEA процесса производства начинается на стадии технической подготовки производства и заканчивается своевременно до монтажа производственного оборудования. Целью FMEA-анализа процесса производства является обеспечение выполнения всех требований по качеству запланированного процесса производства и сборки путем внесения изменений в план процесса для технологических действий с повышенным риском. FMEA-анализ бизнес-процессов обычно производится в том подразделении, которое выполняет этот бизнес – процесс. В его проведении, кроме представителей этого подразделения, обычно принимают участие представители службы обеспечения качества, представители подразделений, являющихся внутренними потребителями результатов бизнес-процесса и подразделений, участвующих в соответствии с матрицей ответственности в выполнении стадий этого бизнес-процесса. Целью этого вида анализа является обеспечение качества выполнения спланированного бизнес-процесса. Выявленные в ходе анализа потенциальные причины дефектов и несоответствий позволят хотя бы «начерно» определить, почему система неустойчива. Выработанные корректировочные мероприятия должны обязательно предусматривать внедрение статистических методов регулирования, в первую очередь на тех операциях, для которых выявлен повышенный риск. FMEA-анализ конструкции может проводиться как для разрабатываемой конструкции, так и для существующей. В рабочую группу по проведению анализа обычно входят представители отделов разработки, планирования производства, сбыта, обеспечения качества, представители опытного производства. Целью анализа является выявление потенциальных дефектов изделия, вызывающих наибольший риск потребителя и внесение изменений в конструкцию изделия, которые бы позволили снизить такой риск. FMEA-анализ процесса эксплуатации обычно проводится в том же составе, как и FMEA-анализ конструкции. Целью проведения такого анализа служит формирование требований к конструкции изделия, обеспечивающих безопасность и удовлетворенность потребителя, т.е. подготовка исходных данных как для процесса разработки конструкции, так и для последующего FMEA-анализа конструкции. Технология проведения FMEA-анализа FMEA-анализ включает два основных этапа:
- потенциальные дефекты для каждого из элементов компонентной модели объекта; такие дефекты обычно связаны или с отказом функционального элемента (его разрушением, поломкой и т.д.) или с неправильным выполнением элементом его полезных функций (отказом по точности, производительности и т.д.) или с вредными функциями элемента; в качестве первого шага рекомендуется перепроверка предыдущего FMEA-анализа или анализ проблем, возникших за время гарантийного срока; необходимо также рассматривать потенциальные дефекты, которые могут возникнуть при транспортировке, хранении, а также при изменении внешних условий (влажность, давление, температура); - потенциальные причины дефектов; для их выявления могут быть использованы диаграммы Ишикавы, которые строятся для каждой из функций объекта, связанных с появлением дефектов; - потенциальные последствия дефектов для потребителя; поскольку каждый из рассматриваемых дефектов может вызвать цепочку отказов в объекте, при анализе последствий используются структурная и потоковая модели объекта; - возможности контроля появления дефектов; определяется, может ли дефект быть выявленным до наступления последствий в результате предусмотренных в объекте мер по контролю, диагностике, самодиагностике и др.; - параметр тяжести последствий для потребителя В; это – экспертная оценка, проставляемая обычно по 10-ти балльной шкале; наивысший балл проставляется для случаев, когда последствия дефекта влекут юридическую ответственность; - параметр частоты возникновения дефекта А; это – также экспертная оценка, проставляемая по 10-ти балльной шкале; наивысший балл проставляется, когда оценка частоты возникновения составляет 1/4 и выше; - параметр вероятности не обнаружения дефекта Е; как и предыдущие параметры, он является 10-ти балльной экспертной оценкой; наивысший балл проставляется для «скрытых» дефектов, которые не могут быть выявлены до наступления последствий; - параметр риска потребителя RPZ; он определяется как произведение В х А х Е; этот параметр показывает, в каких отношениях друг к другу в настоящее время находятся причины возникновения дефектов; дефекты с наибольшим коэффициентом приоритета риска (RPZ больше, либо равно 100...120) подлежат устранению в первую очередь. Результаты анализа заносятся в специальную таблицу (рисунок 3.11). Выявленные «узкие места», – компоненты объекта, для которых RPZ будет больше 100...120, – подвергаются изменениям, то есть разрабатываются корректировочные мероприятия. 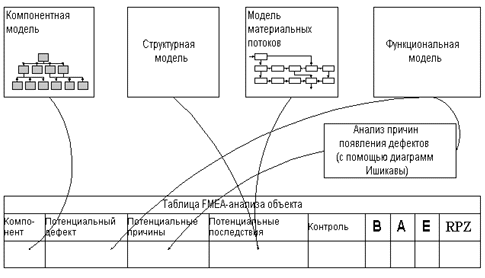 Рис.3.11. Схема FMEA-анализа Рекомендуется рассматривать «направления воздействия» корректировочных мероприятий в следующей последовательности:
По степени влияния на повышение качества процесса или изделия корректировочные мероприятия располагаются следующим образом: - изменение структуры объекта (конструкции, схемы и т.д.); - изменение процесса функционирования объекта (последовательности операций и переходов, их содержания и др.); - улучшение системы качества. Часто разработанные мероприятия заносятся в последующую графу таблицы FMEA-анализа. Затем пересчитывается потенциальный риск RPZ после проведения корректировочных мероприятий. Если не удалось его снизить до приемлемых приделов (малого риска RPZ<40 или среднего риска RPZ<100), разрабатываются дополнительные корректировочные мероприятия и повторяются предыдущие шаги. По результатам анализа для разработанных корректировочных мероприятий составляется план их внедрения. Определяется:
В настоящее время FMEA-анализ очень широко применяется в промышленности Японии, США, активно внедряется в странах ЕС. Его использование позволяет резко сократить «детские болезни» при внедрении разработок в производство. Функционально-физический анализ (ФФА) Его целью является анализ физических принципов действия, технических и физических противоречий в технических объектах (ТО) для того, чтобы оценить качество принятых технических решений и предложить новые технические решения. При этом широко используются методы:
Первый этап ФФА аналогичен первому этапу ФСА или FMEA-анализа. Обычно ФФА проводится в следующей последовательности: - формулируется проблема; для ее формулировки могут быть использованы результаты ФСА или FMEA-анализа; описание проблемы должно включать назначение ТО, условия его функционирования и технические требования к ТО; формулировка проблемы должна способствовать раскрытию творческих возможностей и развитие фантазии для поиска возможных решений в широкой области, поэтому при описании проблемы необходимо избегать специальных терминов, раскрывающих физический принцип действия и конструкторско-технологические решения, использованные в прототипе; - составляется описание функций назначения ТО; описание базируется на анализе запросов потребителя и должно содержать четкую и краткую характеристику технического объекта, с помощью которого можно удовлетворить возникшую потребность; для понимания функций назначения ТО необходимо дать краткое описание надсистемы, т.е. системы, в которую входит проектируемый ТО; описание функций ТО включает: действия, выполняемые ТО, объект, на который направлено действие, и условия работы ТО для всех стадий жизненного цикла ТО; - производится анализ надсистемы ТО; к надсистеме относится и внешняя среда, в которой функционирует и с которой взаимодействует рассматриваемый ТО; анализ надсистемы производится с помощью струкурной и потоковой модели ТО; при этом целесообразно воспользоваться эвристическими приемами, например, рассмотреть, можно ли выполнить функцию рассматриваемого ТО путем внесения изменений в смежные объекты надсистемы; нельзя ли какому-либо смежному объекту надсистемы частично или полностью передать выполнение некоторых функций рассматриваемого ТО; что мешает внесению необходимых изменений и нельзя ли устранить мешающие факторы; - составляется список технических требований к ТО; этот список должен базироваться на анализе требований потребителей; на этой стадии целесообразно использовать приемы описанной ниже технологии развертывания функций качества; - строится функциональная модель ТО обычно в виде функционально-логической схемы; - анализируются физические принципы действия для функций ТО; - определяются технические и физические противоречия для функций ТО, такие противоречия возникают между техническими параметрами ТО при попытке одновременно удовлетворить нескольким требованиям потребителя; - определяются приемы разрешения противоречий и направления совершенствования ТО; для того, чтобы реализовать совокупность потребительских свойств объекта, отраженных в его функциональной модели, с помощью минимального числа элементов, модель преобразуется в функционально-идеальную; поиск вариантов технических решений часто производят с помощью морфологических таблиц. На последнем этапе ФФА рекомендуется строить графики, эквивалентные схемы, математические модели ТО. Важно, чтобы модель была продуктивной, т.е. позволяла найти новые возможные решения. Приветствуется всякая инициатива и творчество. К формированию морфологической таблицы целесообразно приступить тогда, когда появится несколько предлагаемых решений для различных функциональных элементов ТО. Применение ФФА позволяет повысить качество проектных решений, создавать в короткие сроки высокоэффективные образцы техники и технологий и таким образом обеспечивать конкурентное преимущество предприятия. QFD (технология развертывания функций качества) Проблема конкуренции с продукцией фирм Японии и США становится все более острой не только для европейских фирм, но и для российских. Острием этой конкурентной борьбы являются: - повышение эффективности производства, в частности, снижение затрат на разработку качественной конкурентной продукции; - ориентация всех стадий производственного процесса, начиная от разработки, на удовлетворение потребителей; - повышение деловой культуры и улучшение управления во всех звеньях производства. Для того чтобы выполнить эти требования, требуется использовать новую технологию разработки, планирования и технической подготовки производства изделий. Такая технология разрабатывалась в Японии начиная с конца 60-х годов и сейчас все шире используется в разных странах мира. Одним из основных инструментом этой технологии является метод QFD (Quality Function Deployment – развертывание функций качества, РФК). Это – экспертный метод, использующий табличный метод представления данных, причем со специфической формой таблиц, которые получили название «домиков качества». Основная идея QFD Основная идея технологии QFD заключается в понимании того, что между потребительскими свойствами («фактическими показателями качества» по терминологии К. Ишикавы) и нормируемыми в стандартах, технических условиях параметрами продукта («вспомогательными показателями качества» по терминологии К. Ишикавы) существует большое различие. Вспомогательные показатели качества важны для производителя, но не всегда существенны для потребителя. Идеальным случаем был бы такой, когда производитель мог проконтролировать качество продукции непосредственно по фактическим показателям, но это, как правило, невозможно, поэтому он пользуется вспомогательными показателями. Технология QFD – это последовательность действий производителя по преобразованию фактических показателей качества изделия в технические требования к продукции, процессам и оборудованию. Инструменты QFD Основным инструментом технологии QFD является таблица специального вида, получившая название «домик качества». В этой таблице удобно отображать связь между фактическими показателями качества (потребительскими свойствами) и вспомогательными показателями (техническими требованиями). Один из вариантов таблицы приведен на рисунке 3.12. Основные этапы технологии QFD
Таким образом, такая технология работы позволяет учитывать требования потребителя на всех стадиях производства изделий, для всех элементов качества предприятия и, таким образом, резко повысить степень удовлетворенности потребителя, снизить затраты на проектирование и подготовку производства изделий. 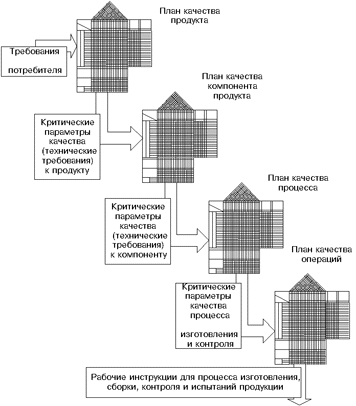 Рис. 3.12. Схема процесса QFD | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||