Конспект лекций "Технология обработки конструкционных материалов"
 Скачать 1.32 Mb. Скачать 1.32 Mb.
|

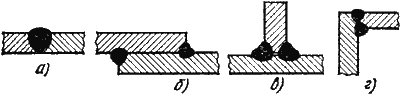 Рис.18.2. Основные типы сварных соединений а - стыковое; б - нахлесточное; в - тавровое; г - угловое Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку показаны на рис.18.3. различают V, K, X - образные По характеру выполнения сварные швы могут быть односторонние и двухсторонние. 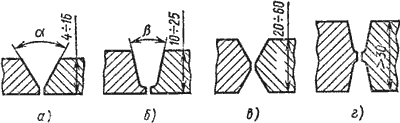 Рис.18.3. Формы подготовки кромок под сварку: а - V-образная; б - U - образная; в - X-образная; г - двусторонняя Х-образная Специальные термические процессы в сварочном производстве Наплавка - процесс нанесения слоя металла или сплава на поверхность изделия. Наплавка позволяет получать детали с поверхностью, отличающейся от основного металла, например жаростойкостью и жаропрочностью, высокой износостойкостью при нормальных и повышенных температурах, коррозионной стойкостью и т.п. Наплавка может производиться как при изготовлении новых деталей, так и в ремонтно-восстановительных работах, существенно удлиняя срок эксплуатации деталей и узлов, обеспечивая этим высокий экономический эффект. Существуют разнообразные способы наплавки. Ручная дуговая электродами со стержнями и покрытиями специальных составов. Автоматическая наплавка под флюсом. Электроды могут быть сплошного сечения и порошковые. Состав флюса, металл электрода и состав наполнителя определяют свойства наплавленного слоя. Наплавка плавящимися и неплавящимися электродами в среде защитных газов. Свойства наплавленного слоя зависят от материала присадки или электрода. Плазменная наплавка. Дуга может быть как прямого, так и косвенного действия. Можно плазменной струей оплавлять слой легированного порошка, предварительно нанесенный на поверхность детали. Электрошлаковая, электронно-лучевая, лазерная наплавка, а также наплавка газокислородным пламенем. Существенным показателем эффективности того или иного способа наплавки является степень перемешивания при наплавке основного металла и присадочного: чем она меньше, тем ближе будут свойства наплавленного слоя к заданным. Напыление При напылении расплавленные по всему объему или по поверхности частицы материала будущего покрытия направляются на поверхность нагретой заготовки. При соударении с поверхностью частица деформируется, обеспечивая хороший физический контакт с деталью. Характер взаимодействия частицы с материалом подложки, последующая кристаллизация частиц определяет качество адгезии покрытия с подложкой. Последующие слои формируются уже за счет связей частиц друг с другом, имеют чешуйчатое строение и существенно неоднородны. По мере повышения стоимости объемного легирования и стремления получить требуемые эксплуатационные свойства более экономичным способом (легированием поверхности) напыление становится все более предпочтительным. Для напыления используют источники тепла: газовое пламя, плазму, ионный нагрев, нагрев в печах, лазер и др. Наибольшее распространение получили процессы газопламенного и плазменного напыления. Материал для напыления подается в пламя горелки или плазменную дугу в виде проволоки или порошка, где происходит нагрев и распыление частиц, которые тепловым потоком источника нагрева разгоняются и попадают на поверхность напыляемой детали. Иной способ формирования покрытий при нагреве в печах. В этом случае нагретая деталь контактирует с материалом покрытия, находящимся в виде порошка или газовой фазы. Получаемое таким методом покрытие имеет высокую адгезию к поверхности детали за счет активных диффузионных процессов, происходящих в период длительной выдержки в печи при высокой температуре. Все большее распространение получают ионно-плазменные методы напыления износостойких и декоративных покрытий. Пайка Пайка - процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией. Расплавленный припой затекает в специально создаваемые зазоры между деталями и диффундирует в металл этих деталей. Протекает процесс взаимного растворения металла деталей и припоя, в результате чего образуется сплав, более прочный, чем припой. Образование соединения без расплавления основного металла обеспечивает возможность распая соединения. Качество паяных соединений (прочность, герметичность, надежность и др.) зависят от правильного выбора основного металла, припоя, флюса, способа нагрева, типа соединения. Припой должен хорошо растворять основной металл, обладать смачивающей способностью, быть дешевым и недефицитным. Припои представляют собой сплавы цветных металлов сложного состава. По температуре плавления припои подразделяют на особо легкоплавкие (температура плавления ниже 145 0С), легкоплавкие (145…450 0С), среднеплавкие (450…1100 0С) и тугоплавкие (выше 1050 0С). К особо легкоплавким и легкоплавким припоям относятся оловянно-свинцовые, на основе висмута, индия, олова, цинка, свинца. К среднеплавким и тугоплавким относятся припои медные, медно-цинковые, медно-никелевые, с благородными металлами (серебром, золотом, платиной). Припои изготавливают в виде прутков, листов, проволок, полос, спиралей, дисков, колец, зерен, которые укладывают в место соединения. При пайке применяются флюсы для защиты места спая от окисления при нагреве сборочной единицы, обеспечения лучшей смачиваемости места спая расплавленным металлом и растворения металлических окислов. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы могут быть твердые, пастообразные и жидкие. Для пайки наиболее применимы флюсы: бура, плавиковый шпат, борная кислота, канифоль, хлористый цинк, фтористый калий. Пайку точных соединений производят без флюсов в защитной атмосфере или в вакууме. В зависимости от способа нагрева различают пайку газовую, погружением (в металлическую или соляную ванну), электрическую (дуговая, индукционная, контактная), ультразвуковую. В единичном и мелкосерийном производстве применяют пайку с местным нагревом посредством паяльника или газовой горелки. В крупносерийном и массовом производстве применяют нагрев в ваннах и газовых печах, электронагрев, импульсные паяльники, индукционный нагрев, нагрев токами высокой частоты. Перспективным направлением развития технологии пайки металлических и неметаллических материалов является использование ультразвука. Генератор ультразвуковой частоты и паяльник с ультразвуковым магнитострикционным вибратором применяются для безфлюсовой пайки на воздухе и пайке алюминия. Оксидная пленка разрушается за счет колебаний ультразвуковой частоты. Процесс пайки включает: подготовку сопрягаемых поверхностей деталей под пайку, сборку, нанесение флюса и припоя, нагрев места спая, промывку и зачистку шва. Детали для пайки тщательно подготавливаются: их зачищают, промывают, обезжиривают. Зазор между сопрягаемыми поверхностями обеспечивает диффузионный обмен припоя с металлом детали и прочность соединения. Зазор должен быть одинаков по всему сечению. Припой должен быть зафиксирован относительно места спая. Припой закладывают в месте спая в виде фольговых прокладок, проволочных контуров, лент, дроби, паст вместе с флюсом или наносят в расплавленном виде. При автоматизированной пайке - в виде пасты с помощью шприц-установок. При возможности предусматриваются средства механизации - полуавтоматы и автоматы для газовой, электрической пайки. Паяные соединения контролируют по параметрам режимов пайки, внешним осмотром, проверкой на прочность или герметичность, методами дефекто - и рентгеноскопии. ЛЕКЦИЯ 19 Механическая обработка. Технологические возможности способов резания Механическая обработка Общая характеристика размерной обработки Механическая обработка поверхностей заготовок является одной из основных завершающих стадий изготовления деталей машин. Одна из актуальных задач машиностроения - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация движений в металлорежущих станках Обработка металлов резанием - процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаимного расположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение. Движения, которые обеспечивают срезание с заготовки слоя материала или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания: Главное движение - определяет скорость деформирования материала и отделения стружки (Дг); Движение подачи - обеспечивает врезание режущей кромки инструмента в материал заготовки (Дs); Движения могут быть непрерывными или прерывистыми, а по характеру - вращательными, поступательными, возвратно-поступательными. Движения подачи: продольное, поперечное, вертикальное, круговое, окружное, тангенциальное. В процессе резания на заготовке различают поверхности (рис. 19.1. а): обрабатываемую поверхность (1); обработанную поверхность (3); поверхность резания (2). Установочные движения - движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя металла. Вспомогательные движения - транспортирование заготовки, закрепление заготовки и инструмента, быстрые перемещения рабочих органов. 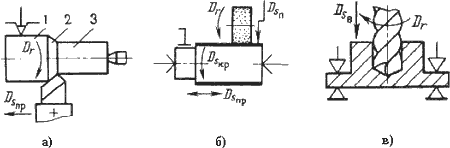 Рис. 19.1 Схемы обработки заготовок: а - точением; б - шлифованием на круглошлифовальном станке; в - сверлением Режимы резания, шероховатость поверхности При назначении режимов резания определяют скорости главного движения резания и подачи, и глубину резания. Скоростью главного движения - называют расстояние, пройденное точкой режущей кромки инструмента в единицу времени (м/с). Для вращательного движения: , где: - максимальный диаметр заготовки (мм); - частота вращения (мин-1). Для возвратно-поступательного движения: , где: - расчетная длина хода инструмента; - число двойных ходов инструмента в минуту; - коэффициент, показывающий соотношение скоростей рабочего и вспомогательного хода. Подача - путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один ход заготовки или инструмента. В зависимости от технологического метода обработки подачу измеряют: мм/об - точение и сверление; мм/дв. ход - строгание и шлифование. Глубина резания ( ) - расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к обработанной поверхности (мм). Шероховатость поверхности - совокупность неровностей с относительно малыми шагами. Шероховатость является характеристикой качества поверхностного слоя заготовки. Она оценивается несколькими параметрами, в частности критерием . - среднее арифметическое отклонение профиля (среднее арифметическое абсолютных значений отклонений профиля) в пределах определенной базовой длины обработанной поверхности. Допустимые значения шероховатости поверхностей деталей указываются на чертежах. Значение параметра для разных технологических методов обработки лежат в пределах, мкм: для предварительной черновой обработки - 100…22,5; для чистовой обработки - 6,3…0,4; для отделочной и доводочной обработки - 0,2…0,012. Станки для обработки резанием Классификация металлорежущих станков По общности технологического метода обработки различают станки: токарные, фрезерные, сверлильные и др. По назначению различают станки: широкоуниверсальные, универсальные, широкого назначения, специализированные, специальные. Универсальные станки обрабатывают разнотипным инструментом различающиеся по размерам, форме и расположению поверхностей заготовки. Широкоуниверсальные - предназначены для выполнения особо широкого разнообразия работ. Станки широкого назначения характеризуются однотипностью применяемого инструмента. Специализированные станки предназначены для обработки однотипных заготовок различных размеров. Специальные станки предназначены для выполнения определенных видов работ на заготовках одинаковых размеров и конфигурации. По массе: легкие (до 1т), средние (до 10т), тяжелые (свыше 10т) и уникальные (свыше 100т). По степени автоматизации: с ручным управлением, полуавтоматы и автоматы. По компоновке основных рабочих органов: горизонтальные и вертикальные. В общегосударственной единой системе (ЭНИМС) станки разделяются на 10 групп и 10 типов. В группы объединены станки одинаковые или схожие по технологическому методу обработки. Типы характеризуют их назначение, степень автоматизации, компоновку. Технологические возможности способов резания Точение Точение является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи). Движение подачи осуществляется: параллельно оси вращения заготовки (продольная); перпендикулярно оси вращения заготовки (поперечная); под углом к оси вращения заготовки (наклонная). Схемы обработки поверхностей заготовки точением представлены на рис. 19.2. С помощью точения выполняют операции: обтачивание - обработку наружных поверхностей (рис19.2. а); растачивание - обработку внутренних поверхностей (рис. 19.2. б); подрезание - обработку торцевых поверхностей (рис. 19.2. в); резку - разрезание заготовки на части (рис. 19.2. г); резьбонарезание - нарезание резьбы (рис. 19.2. д). По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое. 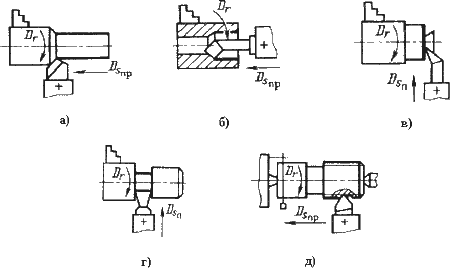 Рис. 19.2. Схемы обработки поверхностей заготовки точением В качестве режущего инструмента при точении используют резцы. Главным принципом классификации резцов является их технологическое назначение. Различают резцы: проходные - для обтачивания наружных цилиндрических и конических поверхностей; расточные - проходные и упорные - для растачивания глухих и сквозных отверстий; отрезные - для отрезания заготовок; резьбовые - для нарезания наружных и внутренних резьб; фасонные - для обработки фасонных поверхностей; прорезные - для протачивания кольцевых канавок; галтельные - для обтачивания переходных поверхностей между ступенями валов по радиусу. По характеру обработки - черновые, получистовые, чистовые. По направлению движения подачи - правые и левые (справа на лево и слева на право). По конструкции - целые, с приваренной или припаянной пластиной, со сменными пластинами. Установка к закреплению заготовки зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки ( ), точности обработки и других факторов. Сверление Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки. В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки. Для сверления используются сверлильные и токарные станки. На сверлильных станках сверло совершает вращательное (главное) движение и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна (рис. 19.3. а). При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис. 19.3. б). Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис. 19.3. в). При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности. Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание. Зенкерование - обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом - зенкером, который имеет более жесткую рабочую част, отсутствует! число зубьев не менее трех (рис. 19.3. г). Развертывание - окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки - многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис. 19.3. д). Схемы сверления, зенкерования и развертывания представлены на рисунке 19.3. 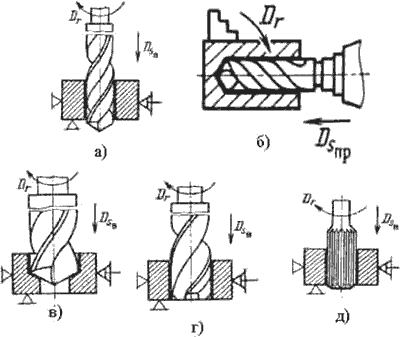 Рис. 19.3. Схемы сверления, зенкерования и развертывания Протягивание Протягивание является высокопроизводительным методом обработки деталей разнообразных форм, обеспечивающим высокую точность формы и размеров обрабатываемой поверхности. Применяется протягивание в крупносерийном производстве. При протягивании используется сложный дорогостоящий инструмент - протяжка. За каждым формообразующим зубом вдоль протяжки изготавливается ряд зубьев постепенно увеличивающейся высоты. Процесс резания при протягивании осуществляется на протяжных станках при поступательном главном движении инструмента относительно неподвижной заготовки за один проход. Движение подачи отсутствует. За величину подачи принимают подъем на зуб, т.е. разность размеров по высоте двух соседних зубьев протяжки; является одновременно и глубиной резания. Протяжные станки предназначены для обработки внутренних и наружных поверхностей. По направлению главного движения различают станки: вертикальные и горизонтальные. Схемы обработки заготовок на протяжных станках представлены на рисунке 19.4. |