Курс лекций ТСП. Курс лекций по дисциплине сд 09. 02 Технология строительных процессов
 Скачать 4.14 Mb. Скачать 4.14 Mb.
|

|
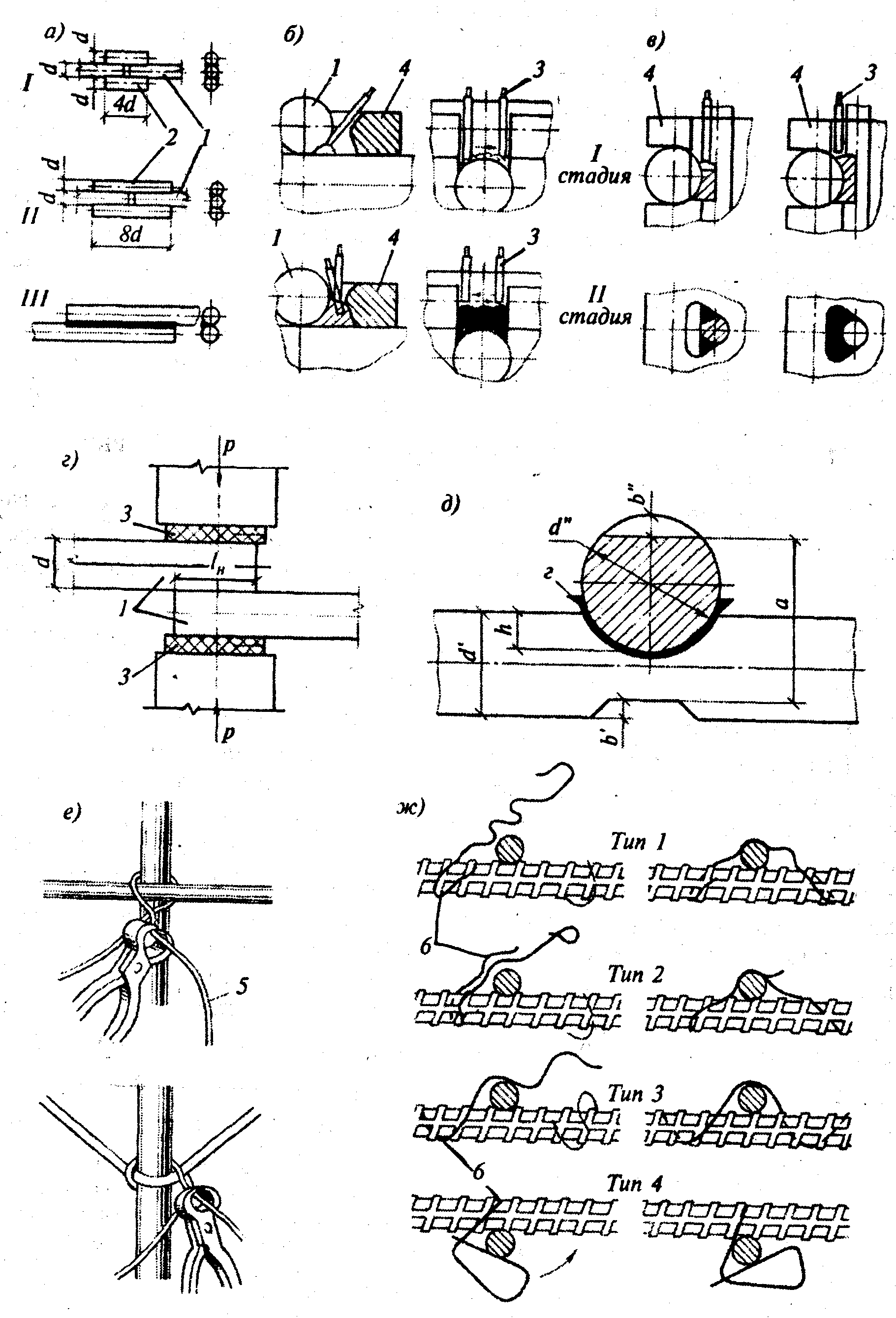
4. Соединение арматурных элементов. Способы сварки Установку арматуры и арматурных изделий осуществляют машинами и механизмами, используемыми на строительной площадке. В отдельных случаях и в неудобных для применения механизмов местах производят ручную укладку арматуры и ее вязку. Основные способы соединения арматурных стержней между собой — укладка внахлестку или сварка. Соединение нахлесткой без сварки используют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм. При этом способе стыкования арматуры величина перепуска (нахлестки) зависит от характера работы элемента, расположения стыка в сечении элемента, класса прочности бетона и класса арматурной стали. При стыковании на сварке сеток из круглых гладких стержней в пределах стыка следует располагать не менее двух поперечных стержней. При стыковании сеток из стержней периодического профиля приваривать поперечные стержни в пределах стыка не обязательно, но длина нахлестки в этом случае должна быть увеличена не менее чем на пять диаметров свариваемой арматуры. Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с перепуском в 50 мм при диаметре распределительных стержней до 4 мм и 100 мм — при диаметре более 4 мм. При диаметре рабочей арматуры 26 мм и более сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу с перекрытием стыка специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм. При сварке арматуры между собой металл оказывает небольшое сопротивление прохождению электрического тока. В соответствии с законом Джоуля—Ленца для сокращения времени сварки и повышения производительности труда применяют токи большой силы, доходящей до 50 000 А и невысокое напряжение — не более 30...60 В. При контактной сварке в месте контакта сопротивление движению электрического тока во много раз превышает сопротивление на остальном пути тока, здесь усиленно выделяется теплота, металл разогревается до пластического состояния, пересечение стержней сжимается и происходит их сварка. Электрическую энергию можно преобразовать в тепловую двумя способами:
Контактная сварка. Контактная сварка имеет следующие основные разновидности: • точечная контактная сварка, применяемая для соединения пересекающихся стержней в сетках и каркасах; • стыковая контактная сварка, которая целесообразна для соединения стержней между собой, когда требуется увеличение их длины, а также ' для сращивания обрезков и стержней между собой. Точечная контактная сварка. Сущность этой сварки в том, что два стержня (или более) в месте их пересечения зажимают между электродами сварочной машины. При пропускании тока под действием выделяе      мой теплоты металл стержней в свариваемом месте накаляется докрасна, размягчается и под действием сдавливающего усилия стержни прочно соединяются между собой. мой теплоты металл стержней в свариваемом месте накаляется докрасна, размягчается и под действием сдавливающего усилия стержни прочно соединяются между собой.При автоматической сварке подача деталей, их закрепление, процесс кварки и выдача готовых изделий происходит без участия человека. При полуавтоматической сварке детали подают вручную, а готовое изделие после сварки перемещается автоматически. Стержни, покрытые коррозией и окалиной, предварительно очищают в месте контакта или используют двух импульсную сварку — при первом импульсе происходит пробой окалины, при втором — сварка стержней. Достоинства точечной контактной сварки — высокая производительность, небольшой расход энергии при использовании токов большой :илы в течение малого отрезка времени, возможность механизации и автоматизации процесса, отсутствие расхода металла на электроды. Сборку, а затем и сварку стыкуемых элементов осуществляют с применением кондукторов, которые обеспечивают точность геометрических размеров взаимное расположение стыкуемых стержней. Контактная стыковая сварка производится методами непрерывного и прерывистого оплавления. Сварка методом непрерывного оплавленияотличается тем, что два свариваемых стержня, подключенные к электрической цепи, начинают медленно сближаться до соприкосновения и одновременного замыкания цепи тока. Начавшееся при включении цепи оплавление металла увеличивается при сближении стержней и завершается сильным сжатием оплавившихся концов. Когда сжатие (осадка) достигает необходимой величины, ток отключают, и сваренные стержни вынимают из зажимов машины. Преимущество сварки в том, что сварной шов может быть расположен в любом месте арматурного каркаса или несущей конструкции. Сварка методом прерывистого оплавления. В результате сближения: разъединения стержней (одновременно замыкания и размыкания электрической цепи), количество которых колеблется от 3 до 20, концы стержней нагреваются и частично оплавляются. Стержни большого диаметра таким образом нагревают до красного или светло-красного каления затем соединяют их под давлением. Предварительный прогрев повышает температуру свариваемых стержней и тем самым понижает мощность, необходимую для сварки. При стыковой сварке стержни, зажатые губками сварочной машины, соединяют по всей поверхности их торцов и после необходимого предварительного прогрева сжимают. Достоинства стыковой контактной сварки — высокое качество стыков соединяемых элементов, минимальные затраты электродов и других вспомогательных материалов, возможность механизации и автоматизации процесса сварки, высокая производительность труда. Дуговая электросварка. Дуговую сварку, т.е. сварку с помощью электрической дуги, которая горит в атмосфере между концом металлического электрода и свариваемой деталью, применяют наиболее часто. Дуговая электросварка может выполняться как с помощью переменного, так и постоянного тока. Сварка на переменном токе по сравнению с другими видами наиболее экономична. Для получения электрического тока нужных характеристик вместо сложных и громоздких генераторов постоянного тока применяют легкие, мобильные и более дешевые трансформаторы переменного тока. Дуга представляет собой электрический разряд в газовом пространстве, длящийся продолжительное время, выделяющий большое количество световой энергии и имеющий температуру, доходящую до 6000 °С. Нужная тепловая мощность, исчисляемая тысячами калорий, легко регулируется изменением силы тока. Минимальное напряжение, необходимое для возбуждения дуги, составляет при постоянном токе 30...35 В, а при переменном — 40...50 В. Электроды, которые применяют для сварочных работ, имеют специальное покрытие, которое при сварке испаряется, образующиеся пары легко ионизируются и таким образом повышают устойчивость дуги. При плавлении металл электрода стекает и, охлаждаясь, образует на свариваемой поверхности шов, от прочности которого зависит и прочность сварного соединения в целом. Длина дуги оказывает свое воздействие на качество шва. Чем дуга длиннее, тем большее расстояние проходит расплавленный металл от электрода до шва и, поглощая из воздуха кислород и азот, ухудшает свои механические свойства. Достоинства дуговой сварки — универсальность, возможность применения в любой точке сложного арматурного каркаса и достижения требуемой прочности сварного шва. Недостатки дуговой сварки — дополнительный расход металла на электроды, низкая производительность труда, требуется более высокая квалификация сварщиков. Обычно сваривают стержни диаметром 10 мм и более, так как при меньших диаметрах стержней возможен их пережог. Из существующих способов дуговой сварки наиболее часто встречаются следующие — внахлестку, с накладками и ванная (рис. 8.3). Сущность ванного способа сваркизаключается в том, что электрическую дугу возбуждают между торцами свариваемых стержней при помощи электродов. Выделяемая теплота расплавляет металл с торцов стержней и с электрода, в результате чего создается ванна расплавленного металла. Зазор между стержнями принимается равным 1,5...2 диаметра электродах покрытием. Для образования ванны используют инвентарные медные формы и стальные скобы-подкладки. Способ имеет ряд пре имуществ по сравнению с другими видами дуговой сварки — уменьшается расход металла на стык, снижается расход электродов и электроэнергии, а также трудоемкость и себестоимость. Ванная сварка применима для стержней диаметром от 20 до 80 мм. При дуговой сварке один из проводников тока присоединен к свариваемым деталям, а другой — к электроду, зажатому в электродержателе. После включения тока сварщик касается электродом места сварки, замыкая при этом цепь, и сразу же отводит электрод от детали на 2..-А мм. Образующаяся дуга расплавляет стержень электрода и частично свариваемые детали, металл которых соединяется с металлом электрода. Температура у конца металлического электрода достигает 2100 °С, у свариваемых элементов — 2300 °С, в центре дугового столба — около 5000...6000 °С. 5. Производство арматурных работ на объекте Армирование железобетонных конструкций желательно осуществлять сварными арматурными каркасами и сетками заводского изготовления. На строительном объекте при возведении монолитных железобетонных конструкций выполняют следующие операции:
Если по условиям транспортирования крупноразмерные каркасы или сетки заготовляют или перевозят частями, то их укрупняют на строительстве до проектных размеров дуговой или ванной сваркой. Укрупнительную сборку производят непосредственно в проектном положении (в опалубке) или в стороне от места установки на заранее оборудованной площадке. Укрупнительная сборка арматурных каркасов перед их подъемом и установкой дает возможность лучше использовать грузоподъемность крана и значительную часть работы выполнять арматурщикам в более удобных и безопасных условиях. Монтаж арматурных конструкций следует производить преимущественно из крупноразмерных блоков и уни       фицированных сеток заводского изготовления с обеспечением фиксации защитного слоя. фицированных сеток заводского изготовления с обеспечением фиксации защитного слоя.Смонтированная арматура должна быть надежно закреплена и предохранена от деформаций и смещений в процессе производства работ по бетонированию конструкций. Крестовые пересечения стержней арматуры, уложенных поштучно, необходимо скреплять вязальной проволокой или с помощью специальных проволочных соединительных скрепок. Арматуру можно устанавливать в опалубку только после проверки соответствия опалубки проектным размерам с учетом допусков, установленных СНиПом.
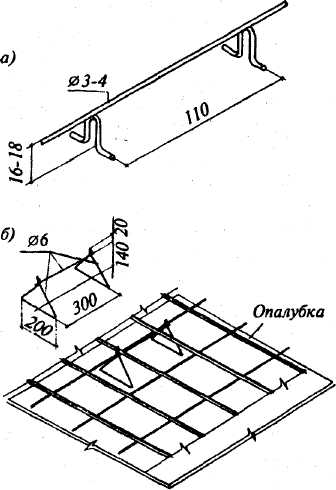
При монтаже арматуры в опалубку и последующем бетонировании любой конструкции необходимо соблюдать указанную в проекте заданную толщину защитного слоя бетона, т.е. расстояние между внешними поверхностями арматуры и бетона конструкции. Правильно обеспеченный и выполненный защитный слой бетона надежно предохраняет арматуру от коррозирующего воздействия внешней среды. Толщину защитного слоя «бетона обеспечивают различными способами. К пространственным и плоским арматурным каркасам целесообразно приваривать обрезки стержней из нержавеющей стали, упирающиеся в стенки и днище короба опалубки, или удлиненные стержни. Такое решение применяют в том случае, когда конструкция будет работать только в сухих условиях эксплуатации. При армировании плит перекрытия двумя метками по высоте проектное положение фиксируют подставками из круглой арматурной стали, изогнутыми «зигзагами» или установкой так газываемых «лягушек» для сеток нижнего ряда и «козелков» для верхней сетки (рис. 8.4).
желательно поднимать и монтировать арматурные каркасы в том положении, в котором они будут работать в забетонированной конструкции. Арматуру фундаментов под колонны промышленных и гражданских зданий укладывают на бетонную подготовку между щитами опалубки фундаментов. При небольшой высоте колонн, а также при легких каркасах арматурный каркас колонн устанавливают путем его опускания с помощью крана в готовую опалубку. Установленный арматурный каркас, через нижнее окно короба опалубки колонны приваривают или привязывают к выпускам арматуры, забетонированным в фундаменте, плите или колонне нижележащего этажа. Тяжелые каркасы колонн устанавливают раньше опалубки и соединяют с выпусками арматуры нижнего этажа на сварке. Часто, особенно при большой высоте колонн, арматурный каркас заводят в опалубку, у которой 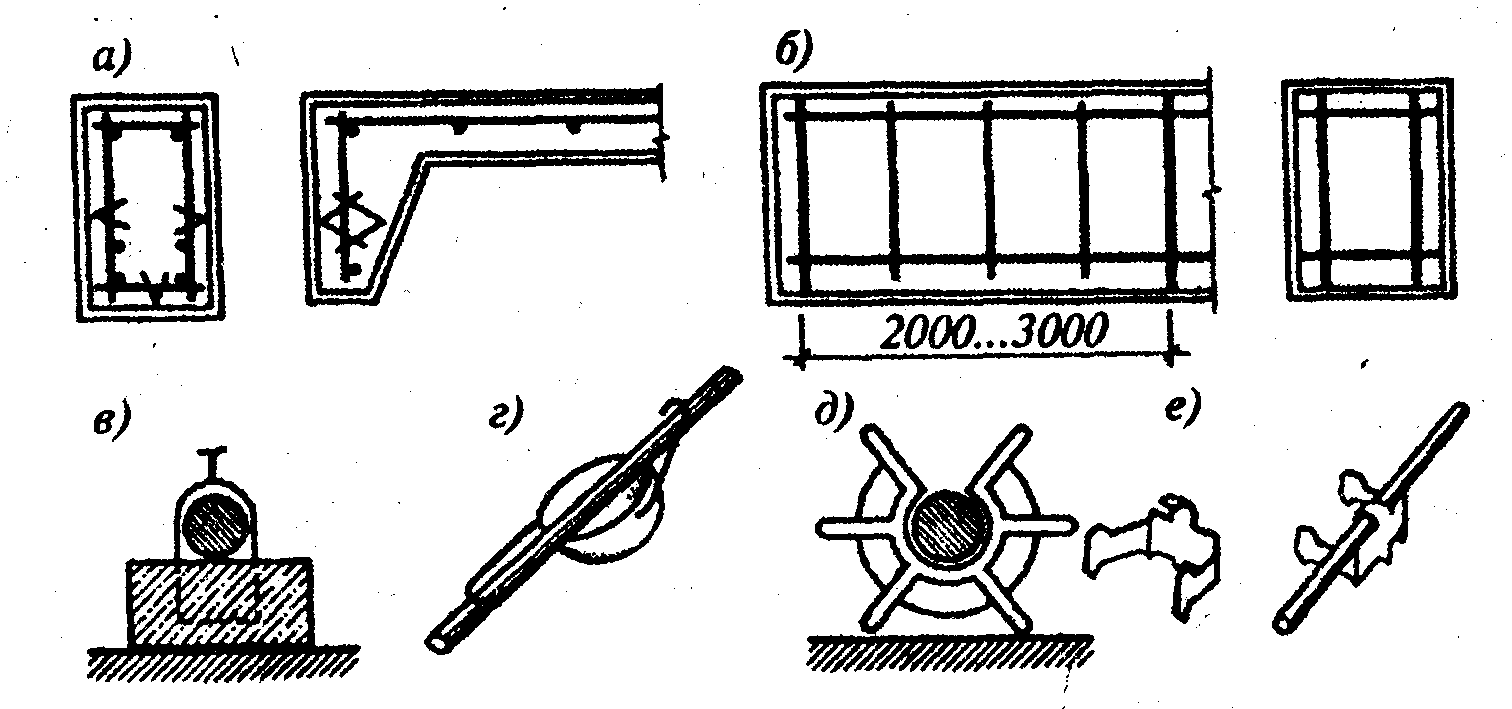 Рис. 8.5. Способы обеспечения защитного слоя арматуры: а —в балках и ребрах плит при помощи упоров; б —в балках посредством удлиненных стержней; в —бетонной подкладкой с проволочной скруткой; г —бетонной пробкой с пружинной скобой; д — упругим пластмассовым фиксатором; е — металлическими штампованными подставками уже собраны две или три стенки. Производят выверку каркаса, соединение с арматурными выпусками, после чего завершают сборку опалубочного блока колонны. Установку арматурных каркасов прогонов и балок производят в готовые короба опалубки. Сварные сетки и плоские каркасы с односторонним расположением рабочих стержней стыкуют на месте установки без сварки с напуском верхнего каркаса не менее чем на 250 мм. Армирование плит перекрытия производят путем укладки в пространственные конструкции готовых сварных сеток, стыкование которых осуществляют внахлестку электродуговой сваркой. Установку любой арматуры следует вести так, чтобы не повредить ранее установленную и выверенную опалубку, а также не деформировать арматурные каркасы. В процессе производства работ допускаются в отдельных Случаях бессварочные соединения стержней: стыковые при соединении внахлестку или обжимными гильзами и винтовыми муфтами с обеспечением равноправного стыка и крестообразные, выполняемые вязкой отожженной проволокой. Приемка смонтированной арматуры, всех стыковых соединений должна проводиться до укладки бетонной смеси и оформляться актом на скрытые работы, в котором обязательно оценивают качество выполненных работ. Приемку установленной в проектное положение арматуры производят, по захваткам, подготовленным для бетонирования. Кроме проверки проектных размеров смонтированной арматуры по чертежам устанавливают наличие и места расположения фиксаторов, прочность и целостность сборки армоконструкции, которая должна обеспечивать неизменность формы при бетонировании. Кроме этого отмечают все отступления от проекта, сверяют с проектом количество и диаметр стержней, а также правильность их расположения и качество электросварки в пересечениях стержней. Лекция 9. Специальные методы бетонирования. При невозможности или неэффективности использования традиционной технологии бетонирования применяют специальные методы, к которым относятся вакуумирование и торкретирование бетона, подводное бетонирование, бетонирование методами вертикально перемещаемой трубы (ВПТ), восходящего раствора (ВР) и ряд других. 1. Вакуумирование бетона Вакуумированием называют удаление из свежеуложенной бетонной смеси свободной воды при помощи разряженного воздуха. Вакуумированный бетон значительно быстрее набирает прочность, обладает повышенной водонепроницаемостью, менее подвержен трещинообразованию и истиранию. Как известно, для затворения бетона требуется около 20% воды от массы цемента, но для лучшей удобоукладываемости водоцементное отношение обычно колеблется в пределах 0,35...0,55, иногда доходит до 0,8. Избыточная вода замедляет процесс схватывания и не позволяет достичь полного уплотнения бетона. Лишняя вода, испаряясь из бетона, способствует образованию трещин, снижает его прочность, изоляционные свойства и т.д. Вибрирование способствует перемещению части лишней воды на поверхность бетона, вакуумирование позволяет более полно осуществить отсос лишней воды. Сущность метода вакуумирования состоит в уплотнении бетонной смеси с одновременным извлечением избыточной воды затворения и лишнего воздуха, имеющегося в пустотах бетона путем создания в полости бетона разрежения, направленного к поверхности вакуума. Вакуум-установка с вакуум-насосом и 40 щитами за рабочую смену обрабатывает до 2000 м2 поверхности. Вакуумирование начинается не позднее чем через 15 мин после окончания бетонирования; после окончания вакуумирования и виброуплотнения бетона необходимо сразу обработать поверхность затирочными машинами. Вакуумирование желательно проводить на режимах возможно более высокого разряжения. Время вакуумирования зависит от степени разряжения, толщины вакуумированной конструкции, расхода цемента, подвижности бетонной смеси, температуры окружающей среды и других факторов. 2. Торкретирование Торкретированием называют технологический процесс нанесения на бетонную или иную поверхность под давлением сжатого воздуха тонких слоев цементно-песчаного раствора или мелкозернистого бетона при помощи специальной установки-цемент-пушки для цементного раствора, бетон-шприц-машины — для бетонной смеси. Для этого сухая смесь песка, цемента и крупного заполнителя под действием струи воздуха смешивается с водой и наносится на поверхность обрабатываемой конструкции. Раствор в этом случае называют торкретом, а наносимая бетон-шприц-машиной бетонная смесь в свою очередь получила название набрызгбетона или «шприц-бетон». Благодаря большой кинетической энергии, развиваемой частицами смеси, нанесенный на поверхность раствор (бетон) приобретает повышенные характеристики по плотности и прочности, водонепроницаемости, морозостойкости, сцеплению с поверхностями нанесения. В состав торкрета входят цемент и песок, в состав набрызг-бетона помимо цемента и песка входит крупный заполнитель размером до 30 мм. Растворы или бетонные смеси приготовляют на портландцементах не ниже М400. Процесс нанесения слоя торкрета (набрызг-бетона) включает две стадии: на первой стадии на поверхности нанесения происходит отложение пластичного слоя, состоящего из раствора с самыми мелкими фракциями заполнителя. Толщина слоя цементного молока и тонких фракций, способного поглотить энергию удара крупных частиц заполнителя и способного удержать крупные частицы, составляет 5…10 мм; на второй стадии происходит частичное проникновение в растворный слой зерен более крупного заполнителя и таким образом образование слоя торкрета, или набрызг-бетона. Торкретирование обычно сопровождается потерей некоторого количества материала, отскакивающего от поверхности нанесения (так называемый «отскок»). Величина отскока частиц зависит от условий производства работ, состава смеси, размера крупных частиц заполнителя и кинетической энергии частиц при ударе. В начальной стадии нанесения почти все частицы крупного заполнителя отскакивают от поверхности, и только цемент и зерна мелких фракций заполнителя удерживаются на ней. Поэтому первоначально наносимый слой толщиной до 2 мм состоит в основном из цементного теста. По мере увеличения толщины наносимого слоя более крупные частицы заполнителя начинают задерживаться в нем, после чего устанавливается постоянный процент отскока. Количественно величина отскока при торкретировании вертикальных поверхностей составляет 10...20%, а при торкретировании потолочных поверхностей—20...30%. Уменьшение объема отскока достигается выбором оптимальных скоростей выхода смеси из сопла и расстояния от сопла до поверхности нанесения торкрета или набрызг-бетона.
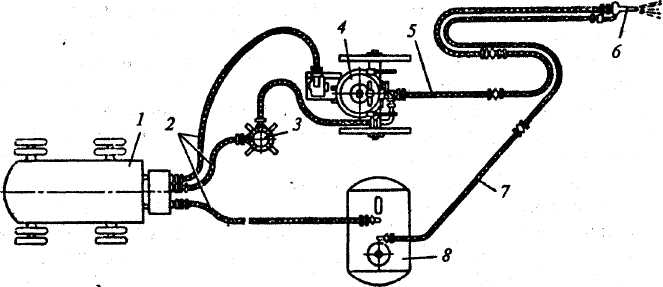
В настоящее время существуют две разновидности нанесения на поверхности под давлением рабочих составов — сухой и мокрый. При сухом способе исходная сухая смесь во взвешенном состоянии подается в насадку (сопло), где осуществляется перемешивание смеси с водой затворения, т.е. торкретирование. В сопле происходит перемешивание смеси с последующей подачей ее под давлением сжатого воздуха на бетонируемые поверхности. При мокром способе в сопло под давлением сжатого воздуха поступает готовая бетонная смесь или раствор. В сопле смесь переходит во взвешенное состояние и под давлением наносится на бетонируемые поверхности. Наносимую смесь называют пневмобетоном, что связано с рабочими установками — пневмоустановками и пневмонагнетателями. Сухой способ применяют для нанесения торкрета, а мокрый—для торкрета и набрызг-бетона. Каждый из способов характеризуется своими техническими средствами и особенностями выполнения операций. Основными техническими средствами для торкретирования сухими смесями являются цемент-пушка и бетон-шприц-машина. Установка включает агрегат для нанесения смеси, компрессор, сопло, шланги для подачи к соплу сухой смеси, воздуха и воды (рис. 9.1) и при необходимо- ста дополнена воздухоочистителем, емкостью для воды, цилиндрическим резервуаром для сухой смеси. Принцип работы агрегатов одинаков. Сухая смесь загружается в цилиндрический резервуар и через конический затвор попадает в нижнюю часть резервуара, откуда под давлением воздуха от компрессора подается по гибкому шлангу в сопло цемент-пушки, к которому также под давлением сжатого воздуха по другому шлангу подается вода. В сопле цемент-пушки вода смачивает смесь цемента и песка, а в бетон-шприц-машине — еще и крупного заполнителя; процесс окончательного смешивания завершается у выходного отверстия сопла. Мокрая смесь, выбрасываемая из сопла со скоростью от 100 до 140 м/с, наносится на обрабатываемую поверхность, образуя на ней слой или намет раствора. Раствор или бетонная смесь наносятся на поверхность слоями за 2...3 раза при толщине каждого слоя до 25 мм. Для бетонной смеси для первого наносимого слоя максимальный размер фракции крупного заполнителя не должен превышать 10 мм. Последующие слои наносятся после схватывания предыдущего, общая толщина намета составляет 50...75 мм, применяется раствор состава от 1:2 до 1:4,5. Если предусмотрено проектом, то этими агрегатами можно наносить на поверхность и гидроизоляцию из водонепроницаемого цементного раствора слоем 5... 10 мм. Обычно расстояние от цемент-пушки до обрабатываемой поверхности — 0,7... 1,0 м, для бетон-шприц-машины— 1,0...1,2 м. Для лучшего сцепления с наносимым составом поверхность предварительно очищают сухим воздухом или песком под давлением из цемент-пушки, а затем поверхность насекают. Для торкрета применяют песок и мелкий щебень крупностью до 8 мм, а для набрызг-бетона — щебень крупностью до 25 мм, цемент для торкретирования принимается только высших марок. Перерыв в работе допускается 1 ...2 ч, швы бетонирования устраивают вразбежку, затирку производят до начала схватывания цемента. Укрытие и поливку выполняют как у обычного бетона, можно устраивать паронепроницаемые пленочные покрытия. При помощи одного агрегата за смену можно нанести торкрет слоем 15...20 мм на вертикальную поверхность площадью 280...320 м при производительности до 1,5 м3 смеси в час. В отечественной практике в качестве агрегата для нанесения смеси преимущественно применяют двухкамерные цемент-пушки (СБ-117 и СБ-67А производительностью по сухой смеси соответственно 2 и 4 м3/ч). Колокольные затворы верхней и нижней камер обеспечивают шлюзование. В то время как сухая смесь из нижней камеры подается питателем к разгрузочному отверстию и сжатым воздухом выносится в материальный шланг, верхняя камера заполняется новой порцией сухой смеси. Таким образом, обеспечивается непрерывность торкретирования. Технологическая последовательность выполнения операций при данном способе:
Избыточное давление воздуха в цемент-пушке принимают обычно 0,2...0,3 МПа, что обеспечивает выход из сопла увлажненной смеси со скоростью 100 м/с. Для получения плотного слоя торкрета равномерной толщины сопло при нанесении держат на расстоянии 0,7... 1 м от поверхности нанесения, перемещают его круговыми движениями, а струю смеси направляют перпендикулярно ей. Чтобы не допускать вспучивания, толщина каждого слоя, наносимого торкретированием, должна быть 3...5 мм при нанесении на горизонтальные (снизу вверх) или вертикальные неармированные и армированные поверхности. При наличии нескольких слоев последующий слой наносят с интервалом, определяемым из условия, чтобы под действием струи свежей смеси не разрушался предыдущий слой (определяется опытным путем). Основными техническими средствами при мокром способе торкретирования являются нагнетатели (пневмоустановки и различные насосы). В отечественной практике при мокром способе торкретирования преимущественно применяют растворные смеси на мелких песках с добавкой каменной мелочи фракции 3... 10 мм в количестве до 50% от общей массы заполнителя. Для нанесения смеси на поверхности используют установки «Пневмобетон» различных модификаций, в состав которых входят: приемно-перемешивающее устройство со смесителем принудительного действия; вибросито с ячейками 10х10 мм; питатель; материальный трубопровод; воздушный трубопровод; сопло для нанесения смесей. В качестве питателя установки «Пневмобетон» используют серийные растворонасосы С-683, С-684 и С-317Б с номинальной подачей соответственно 2,4 и 6 м3/ч, переоборудованные на прямоточную схему и дополнительно оборудованные смесительной камерой. Воздух к смесительной камере подают под давлением 0,4... 0,6 МПа, что обеспечивает выход струи смеси из сопла со скоростью 70... 90 м/с и образование распыленного факела. Технологическая последовательность выполнения операций при данном способе:
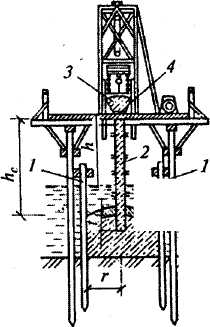
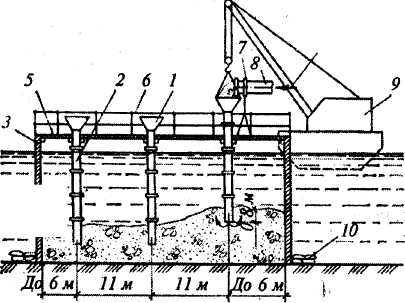
• нанесение на торкретируемую поверхность факела готовой смеси. Для качественного нанесения слоев бетона (раствора) установкой «Пневмобетон» руководствуются следующим: сопло при нанесении смеси располагают перпендикулярно поверхности (допускается отклонение сопла на небольшой угол при заполнении пространства за арматурными стержнями диаметром более 16 мм); сопло должно находиться на расстоянии 0,7... 1,2 м от рабочей поверхности, чтобы максимально уменьшить «отскок»; на вертикальные поверхности смесь наносят снизу вверх; толщина единовременно наносимого слоя не должна превышать 15 мм при нанесении на горизонтальные (снизу вверх) поверхности, 25 мм — при нанесении на вертикальные поверхности и 50 мм — при нанесении на горизонтальные (сверху вниз) поверхности. При появлении признаков сползания смеси необходимо уменьшить толщину наносимого слоя; при нанесении первого слоя на опалубку или затвердевший бетон используют мелкозернистую смесь, что уменьшает потери материалов на «отскок»; толщина этого слоя не должна превышать 10 мм; для получения ровной поверхности после схватывания последнего нанесенного слоя цемента поверхность дополнительно отделывают раствором на мелком песке, который тут же заглаживают. Основные области применения торкретирования — резервуары, своды-оболочки, тонкостенные конструкции с повышенной прочностью и водонепроницаемостью. Способ успешно применяют при исправлении дефектов бетонирования, повышения водонепроницаемости существующих конструкций и сооружений, при бетонировании тонкостенных армоцементных конструкций по арматурному каркасу. 3. Укладка бетонной смеси под водой При строительстве опор мостов и других сооружений, расположенных под водой, применяют подводное бетонирование (укладку бетонной смеси под водой без производства водоотлива), выполняемое одним из двух способов — вертикально перемещаемой трубы (ВПТ) и восходящего раствора (ВР). Общее для обоих способов — устройство по периметру бетонируемой конструкции шпунтового ограждения, благодаря чему ограничивается подток воды к месту производства работ, а возводимое сооружение предохраняется от вымывания цемента и песка. Используют также следующие методы: укладку бетонной смеси бункерами и метод втрамбовывания бетонной смеси. Метод вертикально перемещаемой трубы(ВПТ) применяют при бетонировании конструкций на глубине от 1,5 до 50 м, защищенных от проточной воды, когда требуется высокая прочность и монолитность подводного сооружения (рис. 9.2.). В качестве ограждения используют шпунтовые стенки, специально изготовленную опалубку в виде пространственных блоков (ящиков) из дерева, железобетона, металла либо конструкции (плиты-оболочки, опускные колодцы и др.). Конструкция ограждения должна быть непроницаемой для цементного раствора. Для производства работ над ограждением устраивают рабочую площадку, на которой устанавливают траверсу.
К траверсе подвешивают стальной бетоновод, собираемый из отдельных бесшовных труб длиной 1...1,2 м и диаметром 200...300 мм на легкоразъемных водонепроницаемых соединениях. Трубу опускают до низа сооружения, в верхней части бетоновод, находящийся над поверхностью воды, имеет воронку с затвором или бункер для приема бетонной смеси. Бетонолитная труба подвешена к траверсе, может подниматься и опускаться с помощью лебедки. Первоначально в горловину трубы вставляют пыж из мешковины, который предохраняет первую порцию бетонной смеси, погружаемую в трубу, от размывания водой. После заполнения воронки затвор открывают, и бетонная смесь вслед за пыжом опускается вниз. После того как бетонная смесь заполнит всю бетонолитную трубу и саму воронку, при продолжающейся непрерывной подаче бетонной смеси в воронку трубу отрывают от земли и начинают медленно поднимать. Необходимо контролировать, чтобы труба была постоянно заглублена в бетонную смесь не менее 0,8 м при глубинах до 10 м и 1,2 м — при больших глубинах. Затем, не прекращая подачи бетонной смеси, трубу поднимают с таким расчетом, чтобы нижний ее конец постоянно располагался не менее чем на 0,8... 1,2 м ниже поверхности бетона. По окончании подъема трубы на высоту звена бетонирование приостанавливают, демонтируют верхнее звено трубы, переставляют воронку, после чего подачу бетонной смеси возобновляют. Блок бетонируют до уровня, превышающего проектную отметку на величину; равную 2% его высоты.            При таком бетонировании с водой контактирует только верхний слой бетона, который после выполнения работ, подъема трубы и возведения всей конструкции выше глади воды удаляется, но не менее 10 см. Используют только пластичную бетонную смесь с осадкой конуса 16...20 см, расположение труб— только вертикальное. Радиус растекания бетонной смеси из нижнего отверстия трубы не должен превышать 6 м, поэтому большие сооружения разбиваются на блоки с обязательным перекрытием зон бетонирования, непрерывной подачей бетонной смеси, одновременным и равномерным подъемом труб. Принимаемая интенсивность бетонирования более 0,3 м3 на 1 м /ч. При таком бетонировании с водой контактирует только верхний слой бетона, который после выполнения работ, подъема трубы и возведения всей конструкции выше глади воды удаляется, но не менее 10 см. Используют только пластичную бетонную смесь с осадкой конуса 16...20 см, расположение труб— только вертикальное. Радиус растекания бетонной смеси из нижнего отверстия трубы не должен превышать 6 м, поэтому большие сооружения разбиваются на блоки с обязательным перекрытием зон бетонирования, непрерывной подачей бетонной смеси, одновременным и равномерным подъемом труб. Принимаемая интенсивность бетонирования более 0,3 м3 на 1 м /ч.Рекомендуемая технология производства работ: 1. Перед укладкой бетонной смеси:
• установить подъемную вышку и бетонолитную трубу. 2. Очередность процессов при укладке бетонной смеси:
По достижении бетоном прочности 2...2,5 МПа верхний слабый слой бетона, непрерывно соприкасающийся с водой, во время производства работ удаляют. При методе ВПТ применяют бетон класса не ниже В25, бетонную смесь, укладываемую с вибрацией, подвижностью 6...10 см и укладываемую без вибрации подвижностью 16... 20 см. Приготовляют смесь на гравии или смеси гравия с 20... 30% щебня, обязательно вводя пластифицирующие добавки. 4.Метод втрамбовывание бетонной смеси Втрамбовывание бетонной смеси(рис. 9.4) начинают с создания бетонного островка в одном из углов бетонируемой конструкции при подаче смеси по трубе или в бадьях с открывающимся дном. Островок должен возвышаться над поверхностью воды не менее чем на 30 см. Для втрамбовывания применяют бетонную смесь подвижностью 5...7 см. Подводный откос островка, с которого начинают втрамбовывание, должен образовывать под водой угол 35...450 к горизонтали. Новые порции бетонной смеси втрамбовывают в островок равномерно с интенсивностью, не нарушающей процесс твердения уложенного бетона, и не ближе 20...30 см от кромки воды. Этим приемом обеспечивается защита от соприкосновения с водой новых порций бетонной смеси. Метод применяют при глубине воды до 1,5 м для конструкций больших площадей при классе бетона до В25. Все требования по особенностям применения отмеченных выше специальных методов бетонирования приведены в соответствующем разделе СНиП 3.03.01-87 « Несущие и оргаждающие конструкции» Лекция 10. Технология бетонирования в зимних условиях. 1.Общие сведения при бетонировании в зимних условиях В нашей стране здания и сооружения из монолитного бетона возводят круглогодично. Известно, что при температуре +50Сбетонные смеси медленно твердеют. Вода в бетонной смеси замерзает и все реакции гидратации замедляются. При температуре ниже 00С химически несвязанная вода превращается в лед и увеличивается в объеме приблизительно на 9%. В результате в бетоне возникают напряжения, разрушающие его структуру. Замерзший бетон обладает высокой прочностью, но только за счет сцепления замерзшей воды. При оттаивании процесс гидратации цемента возобновляется, но из-за нарушений структуры бетон не может набрать проектной прочности, т.е. его прочность значительно ниже, чем прочность бетона, не подвергавшегося замерзанию. Экспериментами установлено, что на процесс набора прочности бетона существенно влияют условия твердения. Если бетон до замерзания наберет 30-50% прочности от проектной, то дальнейшее воздействие низких температур не влияет на его физико-механические характеристики. Прочность, после набора которой дальнейшее воздействие замерзания не влияет на физико-механические характеристики бетона, называется критической. Значение критической прочности зависит от класса бетона. При возведении предварительно напряженных конструкций критическая прочность бетона должна составлять 100% проектной. Таким образом, созданием благоприятных условий твердения бетона в начальный период получают конструкции требуемого качества. Необходимый температурный режим твердения бетона создают различными приемами: разогревом бетона при его приготовление, выдерживанием бетона в утепленных опалубках (метод термоса); внесением в бетон химических добавок, снижающих температуру замерзания; тепловым воздействием на свежеуложенный бетон греющих опалубок; электродным прогревом; инфракрасными источниками теплоты. Технологический прием выбирают с учетом условий бетонирования, вида конструкций, особенностей используемых бетонов, экономической эффективности. |