Современные технологии изготовления очков и средств сложной коррекции зрения. Курсовая. Курсовая работа пм 01 мдк 01. 03 современные технологии изготовления очков и средств сложной коррекции зрения Тема Разработка технологического процесса изготовления очков по заданному рецепту
 Скачать 1.13 Mb. Скачать 1.13 Mb.
|

|
Маркировка призматической линзы» Линза маркеруется на диоптриметре перед установкой в оправу, маркеровка позволит нам на центраторе установить нужное направление призмы.  Видимую маркировку удаляют с линзы после изготовления очков. Для того чтобы очки соответствовали своему функциональному назначению подберем линзы фирмы BBGR (рис. №10) ID Diam,s Clear UV Sph + 1.25 Pr 2.0 T для постоянного ношения.  Рисунок №10 «линза UNOR 16 Diam,s clear UV SP» Рефракцыя пациента не большая подойдут коэффициенты 1.5 или 1.6 , что сделает линзу более тонкой и легкой. Плюсовая линза значительно толще в центральной части, чем по краям, линза очень выпуклая и существенно выдается вперед из оправы поэтому мы возьмем линзу 1.6 что бы добавить эстетики не будут увеличиваться глаза и будет менее увеличинное изоброжение и меньше будет искажаться восприятия растояния в начале ношения . Очки с такими линзами выглядят более привлекательно. Самое прочное многофункциональное покрытие, уникальная структура с хорошим сцеплением между всеми слоями обеспечивает отличное качество и долговечность линз. Просветляющие слои увеличивают светопропускание и уменьшают отражающие блики, упрочняющие слои предохраняют линзу от царапин (рис. №11). 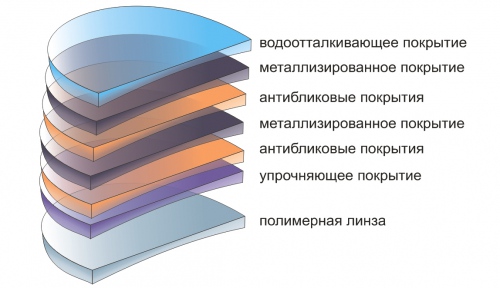 Рисунок №11 «Многофункциональное покрытие» При изготовлении очков важна правильная установка линз перед глазами и следует обратить большое внимание на подбор оправы. При приеме заказа оправа выбирается с учетом медицинских, эстетических требований и технологичности сборки. 2.4 Выбор диаметра очковых линз* Для правильного действия очков, корригирующих аметропию глаз, большое значение имеет положение очковых линз относительно центров зрачков пациента. Для определения диаметра линзы можно рассчитать величину смещения С1 (положение зрачка относительно геометрического центра проема ободка) или воспользоваться разметочными картами. Величина смещения С1 при симметричном расположении глаз пациента, рассчитывается по формуле: С1 =  ; С1 = ; С1 =  = 1 = 1Где Мр – межцентровое расстояние оправы; А' – межцентровое расстояние пациента. Пр.- припуск на обработку Диаметр очковой линзы, необходимый для изготовления очков без призматического действия, определяется по формуле: Дл= L+2C+пр=58+ 2*4=66 Где L – наибольший размер проема ободка оправы; 2C1 – удвоенная децентрация; Пр.- припуск Проверим возможна ли децентрация линзы для для задонного призматического действия , или будем производить заказ линз уже с призмой. С2=Δ/F’v =2/1.25=1.6мм Расчитаем сумарное смещение: Csum=C1-C2=2-1,6=0,4 мм Дл=L+2/Csum/+пр Дл=58+2*0.4+4=62.8 Для срочного изготовления очков по данному рецепту мы можем использовать метод децентрацыи. Припуск берется 1-2 мм для ручной обработки; 3-4 мм – для автоматической или полуавтоматической обработки. Расчетный диаметр равен 66-62.8 мм, приводим к ближайшему стандартному значению 70-65 мм. Быстро определить требуемый диаметр линзы, и следовательно, возможность изготовления очков можно при помощи специальных линеек (Рис.№12). Линейка представляет собой приспособление с выдвижными картами, на которых нанесены концентрические окружности различного диаметра и метки – перекрестия, устанавливаемые на горизонтальном штрихе по межзрачковому расстоянию пациента.  № 12 «Линейка для определения минимального диаметра линз в оправу» Оправа располагается на линейке симметрично относительно вертикальной линии по окружностям, имеющим цифровые обозначения, определяется минимальный диаметр линз для установки в данную модель оправы. 2.5 Маршрутная карта технологического процесса изготовления очков 2.5.1 Блок-схема технологического процесса изготовления очков по рецепту Приём заказа ↓ Комплектовка ↓ Входной контроль комплектующих ↓ Разметка линз ↓ Сканирование формы проёма ободка оправы ↓ Автоматическая обработка края линзы: Центрирование линзы Маркировка Обработка края линзы по программе Доводка края линзы ↓ Сборка очков ↓ Выправка оправы ↓ Контроль готовых очков ↓ Выдача очков
|