курсовая. Курсовой. Курсовая работа по дисциплине Методы и средства измерений и контроля
 Скачать 1.05 Mb. Скачать 1.05 Mb.
|

ВведениеВ решении таких задач, как обеспечение роста эффективности и улучшения качества продукции важная роль принадлежит измерительной технике, позволяющей наряду с получением объективных данных о качестве продукции повышать производительность труда на контрольных операциях и сокращать число контролеров на предприятии. Важным направлением в машиностроительной промышленности является использование контроля не как средства разделения уже готовой продукции на годную и бракованную, а как средства управления автоматически или с помощью оператора металлорежущими станками в целях получения размера с заданным допуском, предупреждения и исключения брака, а также установления оптимальных режимов обработки, обеспечивающих высокую производительность при высоком качестве обрабатываемой поверхности и отклонениях от правильной геометрической формы в пределах соответствующего допуска. При помощи различных средств измерения обеспечивается необходимая точность деталей в машиностроении, что отражается на качестве готовой продукции. Средство измерения – техническое средство, предназначенное для измерений, имеющее нормирование метрологические характеристики, воспроизводящее и (или) хранящее единицу физической величины, размер которой принимают неизменным (в пределах установленной погрешности) в течении известного интервала времени. В данной курсовой работе рассматриваются методы и средства измерения и контроля линейных размеров деталей машин Цели и задачиДанная курсовая работа выполняется с целью приобретения навыков выбор средства измерений и контроля линейных размеров деталей машин для достижения поставленной цели, необходимо решить следующие задачи: Изучить классификацию средств измерений; Рассмотреть обобщенную структурную схему средств измерения и контроля; Изучить метрологические характеристики средств измерений; Дать характеристику универсальных средств измерения; Рассмотреть методы выбора средств измерения и контроля; Провести анализ чертежа детали; Выбрать средство измерения для контроля линейных размеров детали; Оформить расчетно-пояснительную записку курсовой работы. 1. Литературный обзор по теме работы1.1 Классификация средств измерения и контроля определяющим признакамСредства измерения и контроля, применяемые в машиностроении, классифицируются по различным признакам: - по типу и виду контролируемых физических величин; - по назначению — универсальные и специальные; - по числу проверяемых параметров при одной установке объекта измерения — одномерные и многомерные; - по степени механизации и автоматизации процесса измерений — ручного действия, механизированные, полуавтоматические, автоматические. Классификация средств измерения и контроля по типу контролируемых физических величин и по виду измеряемых геометрических величин представлена в таблице 1.1. Таблица 1.1 – Классификация средств измерения и контроля по типу контролируемых физических величин и по виду измеряемых геометрических величин
Универсальные измерительные инструменты и приборы нашли широкое применение в условиях единичного и мелкосерийного производства, а также для определения численных величин и отклонений, отклонений от правильной геометрической формы и взаимного расположения поверхностей (при отсутствии специальных приспособлений), при наладке станков, при особо ответственных измерениях во всех видах производств, включая массовое и крупносерийное (рис. 1.1). В условиях расширяющейся автоматизации технологических процессов обработки деталей и сборки узлов и агрегатов машин, повышения требований к производительности, точности и качеству обработки при массовом производстве машин все большее значение приобретают автоматические средства контроля. Они классифицируются по числу проверяемых параметров, степени автоматизации, способу преобразования измерительного импульса, месту установки в технологическом процессе, воздействию на технологический процесс (рис. 1.2). Отнесение контрольных операций к ручным, полуавтоматическим или автоматическим можно выполнять по отношению времени tр, затрачиваемому на ручные операции, к общему (суммарному) времени контроля tz. Если tр/ tz < 0,5, то контроль считается ручным (например, контроль ручными калибрами или шкальными средствами измерения). Если 0,02 < tp/ tz < 0,5, то контроль считается полуавтоматическим (например, установка объекта контроля на стол контрольного приспособления выполняется вручную, а последующий процесс контроля показаний — автоматически). Если tp/ tz < 0,02, то контроль считается автоматическим (установка объекта контроля, его измерение, оценка результатов и снятие объекта контроля выполняются без участия оператора). Кроме классификации технического контроля по степени участия оператора в контрольных операциях виды контроля различают: - по распределению во времени (непрерывный, периодический, летучий), - по стадиям технологического процесса (входной, операционный, приемочный), - по способу отбора объекта контроля (сплошной, выборочный), - по исполнителям (контроль на рабочем месте оператором, контроль мастера, контроль ОТК, инспекционный)  Рисунок 1.1 – Классификация универсальных измерительных инструментов и приборов 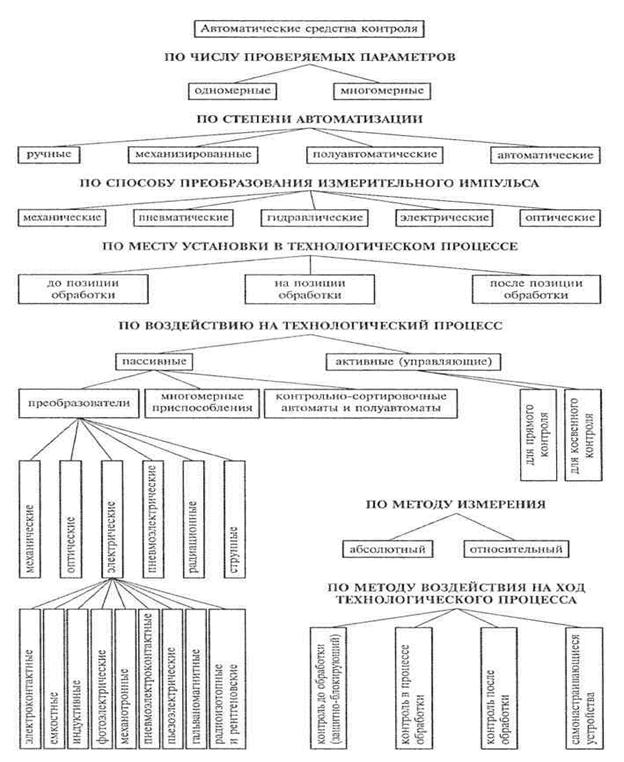 Рисунок 1.2 – Классификация автоматических средств контроля |