Логические контроллеры. Курсовая работа записка. Курсовая работа расчетнопояснительная записка Система управления ртк горячей штамповки Дисциплина Автоматизация технологических процессов и производств Студент Легких Д. А
 Скачать 1.21 Mb. Скачать 1.21 Mb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ КУРГАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ Кафедра автоматизации производственных процессов КУРСОВАЯ РАБОТА расчетно-пояснительная записка Система управления РТК горячей штамповки Дисциплина Автоматизация технологических процессов и производств Студент: Легких Д.А. Группа: ИТ-40418 Руководитель: Сбродов Н.Б Комиссия ________________________ __________________ ________________________ __________________ Оценка _______________ Дата защиты __________ Курган 2021
РЕФЕРАТ Данная курсовая работа посвящена проектированию системы управления роботизированным технологическим комплексом (РТК) для горячей штамповки. В работе будут использованы следующие технические решения: Загрузочно – разгрузочные операции внутри комплекса осуществляются с помощью промышленного робота (ПР двурукого исполнения). Управление технологическим процессом осуществляется с помощью программно логического контроллера (ПЛК). В качестве дискретных датчиков положения применены датчики индуктивного типа, обладающие высокими эксплуатационными характеристиками, надежностью, низкой стоимостью. В состав курсовой работы входят расчетно – пояснительная записка, графическая часть и приложение. Расчетно – пояснительная записка составляет страниц. Включает в себя следующие основные разделы: обоснование необходимости автоматизации заданного технологического объекта, разработка локальной системы управления технологическим объектом. Расчетно – пояснительная записка содержит рисунков и таблиц. Графическая часть содержит: циклограмму работы системы управления, структурную схему системы управления, электрическую схему подключения датчиков и исполнительных устройств. В приложении приведена программа управления РТК для горячей штамповки и перечень элементов системы. ВВЕДЕНИЕ Одним из самых эффективных способов повышения производительности труда, качества выпускаемой продукции, снижения доли ручного труда и, как следствие, сокращения численности рабочего персонала на предприятии является автоматизация технологических процессов. Автоматизация технологического процесса — совокупность методов и средств, предназначенная для реализации системы или систем, позволяющих осуществлять управление самим технологическим процессом без непосредственного участия человека, либо оставления за человеком права принятия наиболее ответственных решений. Неотъемлемой частью комплексно-автоматизированных производств является роботизированный технологический комплекс (РТК). РТК – гибкая производственная система, в которой автоматически действующие промышленные роботы, устройства, приспособления реализуют всю технологию производства (за исключением функций управления производством и контроля, которые осуществляет человек). РТК включается в состав гибкого автоматизированного производства как законченный технологический модуль. Промышленные роботы и построенные на их основе роботизированные технологические комплексы (РТК) являются перспективным средством комплексной автоматизации производственных процессов. Применение РТК позволяет значительно повысить производительность оборудования, гибкость производства, сократить численность рабочих, снизить долю ручного труда, повысить качество и надежность выпускаемой продукции. На сегодняшний день, роботы выполняют вредную, опасную, монотонную, тяжёлую работу. Промышленные роботы способны перемещать тяжелые объекты, могут использоваться в агрессивной среде. Прессы, как основное штамповочное оборудование, являются высокопроизводительными машинами. И важным показателем степени автоматизации штамповки является коэффициент использования рабочих ходов пресса. При ручной подаче заготовок и удалении деталей до 85% рабочего времени тратится именно на эти операции. Данный факт еще раз подтверждает необходимость и актуальность автоматизации и внедрения РТК в данной сфере. Промышленный робот будет перемещать детали быстрее, чем человек. Это сократит время на подготовительные операции, увеличит количество обрабатываемых деталей за смену, снизит аварийность и травмоопасность. Кроме того, важным моментом является то, что при традиционных условиях работы на здоровье штамповщика оказывается серьезное негативное влияние (температура, вибрации, шум и т.д.). Когда речь идет о жизни и здоровье человека, то нужно стараться использовать возможности по улучшению, а лучше исключению его из цикла данного вредного производства. Тема автоматизации вредных производств обладает высокой актуальностью. Целью проектирования является разработка наиболее оптимальной системы управления РТК горячей штамповки, с соответствующей элементной базой. Актуальность разработки состоит в том, что данные решения позволят снизить долю ручного труда, как следствие повысить качество выпускаемой продукции и производительность труда в целом. Обоснование необходимости автоматизации заданного технологического объекта. Общая характеристика технологического объекта управления. В состав РТК горячей штамповки входят: электрическая печь, пресс, промышленный робот (ПР), закалочный бак. Перемещение обрабатываемых деталей выполняется ПР двурукого исполнения. РТК горячей штамповки представлен на рисунке 1.  Рисунок 1. РТК горячей штамповки. В состав РТК входят: - Пресс (1) - Промышленный робот (2) - Электрическая печь (3) - Закалочный бак (4) Перечень отдельных элементов технологического цикла работы РТК приведены в таблице 1. Указанные в таблице 1 элементы образуют технологический цикл работы РТК. 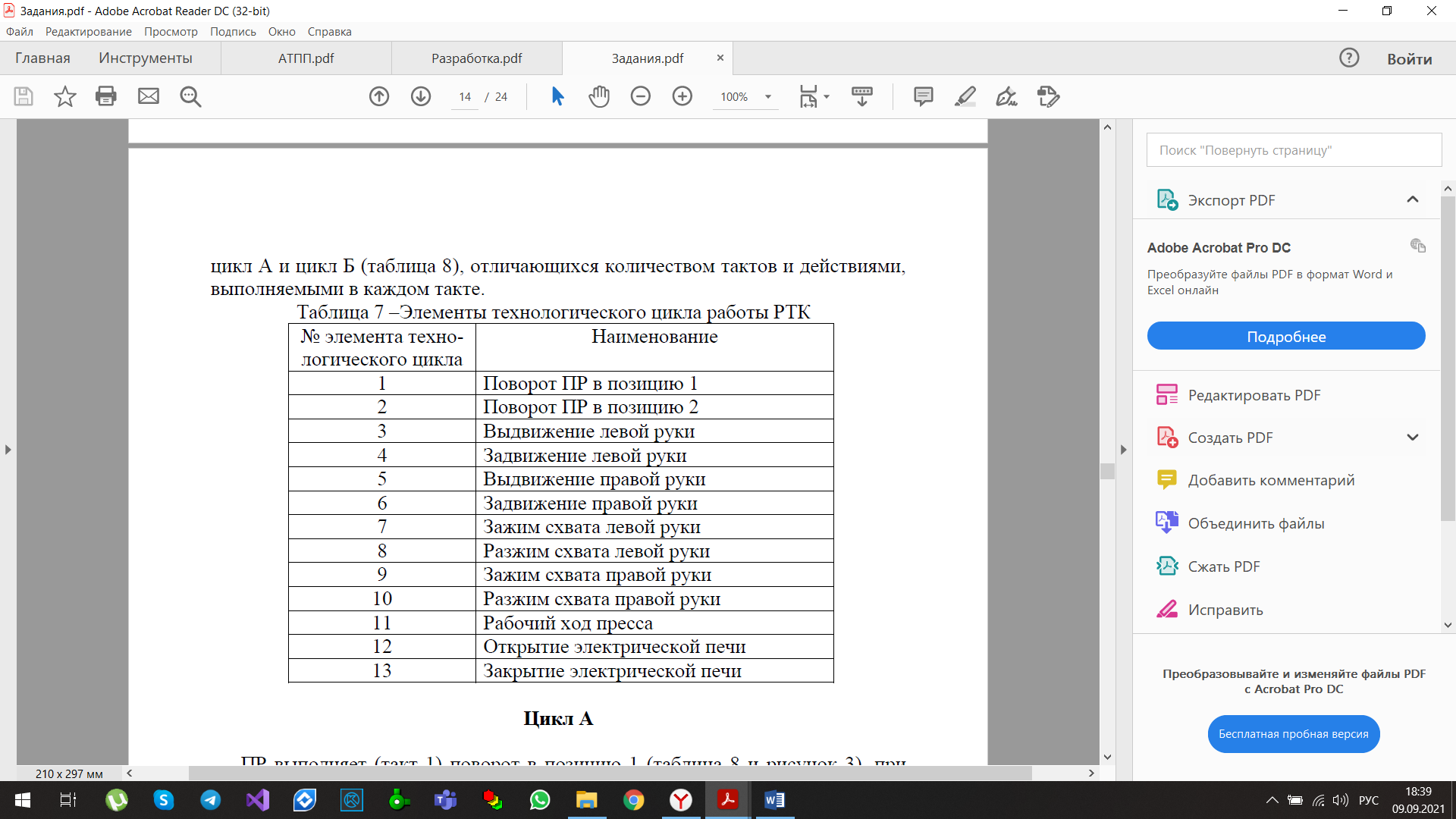 Таблица 1. Элементы технологического цикла работы РТК. ПР выполняет (такт 1) поворот в позицию 1 (таблица 2 и рисунок 1). Одновременно в этом такте открывается электрическая печь и разжимается схват правой руки. Далее происходит (такт 2) разжим схвата левой руки и выдвижение правой руки в рабочую зону пресса. Обработанная деталь зажимается схватом правой руки и одновременно выдвигается левая рука ПР (такт 3). Нагретая деталь зажимается схватом левой руки, правая рука задвигается (такт 4). В такте 5 происходит задвижение левой руки. ПР поворачивается в позицию 2 (такт 6), электрическая печь закрывается. В результате поочередного выдвижения и задвижения рук ПР обрабатываемая деталь помещается в рабочую зону пресса, а обработанная деталь (после штамповки) сбрасывается в закалочный бак (такты 7 – 9). Выполнятся рабочий ход пресса (такт 10). После задвижения правой руки (такт 11) цикл работы РТК повторяется.
Таблица 2. Последовательность тактов цикла работы РТК горячей штамповки.
|