1 Расчёт объёма выпуска и размера партии деталей. Курсовой проект посвящен разработке технологии изготовления детали типа Вал эксцентриковый
 Скачать 0.66 Mb. Скачать 0.66 Mb.
|

|
6.2 Выбор вариантов схем базирования заготовки На первой фрезерно-центровальной операции базируем заготовку по наружным поверхностям диаметром 33 и 34 мм, выбрав ее в качестве черновой базы, для одновременной обработки торцов и сверления центровых отверстий. Данная схема базирования лишает заготовку 5 степеней свободы - перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Наружная цилиндрическая поверхность является двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец является опорной базой и лишает заготовку 1 степени подвижности. Наружная цилиндрическая поверхность является черновой базой и используется на черновых операциях. Такая схема реализуется при установке заготовки в тисках с призматическими губками.  Рисунок 5 - Схема базирования заготовки 015 операции На 020 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30,233 и 35 и подрезки торцов в размер 102 и 84 мм Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.  Рисунок 6 - Схема базирования заготовки 020 операции На 025 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав их в качестве чистовой базы и торцу для обработки поверхности диаметром 45,40,239 и подрезки торцов в размер 74, 79 мм, а также обработки канавки диаметром 37,5 Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в центросместитильный патрон и задний центр.  Рисунок 7 - Схема базирования заготовки 025 операции На 030 токарной с ЧПУ операции базируемся по центровым отверстиям, выбрав ее в качестве чистовой базы и торцу для обработки базовой поверхности для черновой и чистовой обработки поверхностей диаметром 30 и 20,233 и подрезки торцов в размер 32 и 14 мм Данная схема базирования лишает заготовку 5 степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Торец является опорной базой и лишает заготовку 1-х степеней свободы, а наружная цилиндрическая поверхность – двойной направляющей базой, лишающей заготовку 4-х степеней свободы. Торец и центровые отверстия являются чистовыми базами и используются неоднократно. Такая схема реализуется при установке заготовки в комбинированном патроне и заднем центре.  Рисунок 8 - Схема базирования заготовки 020 операции На фрезерных 035,040 операциях базируемся по цилиндрической поверхности и торцу для обработки, шпоночного паза 8 и лыски радиусом 7. Данная схема базирования лишает заготовку 5 степеней свободы. Торец - опорная база, лишающая заготовку 1-ой степени свободы, цилиндрическая поверхность – двойная направляющая база, лишающая заготовку 4-х степеней свободы. Торец и цилиндрическая поверхность являются чистовыми базами. Для закрепления приложена сила P.Данная схема реализуется при установки заготовки в спец. приспособление и призмы. 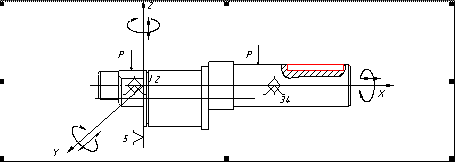 Рисунок 9 - Схема базирования заготовки 035 операции 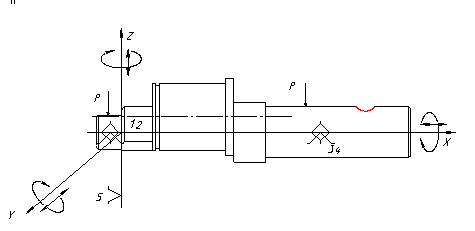 Рисунок 10 - Схема базирования заготовки 040 операции На шлифовальных 055,065 операции применяется базирование в поводковом патроне и заднем центре. Данная схема базирования применяется для шлифования поверхностей диаметром 20 k6, 30 k6 шероховатостью Ra=1,25 мкм. Данная схеме базирования лишает заготовку 5-ти степеней свободы - перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Ось является двойной направляющей базой и лишает деталь 4 степеней свободы; торец являются опорной базой и лишает 1 степени свободы.  Рисунок 11 - Схема базирования заготовки 055 операции  Рисунок 12 - Схема базирования заготовки 065 операции На шлифовальной 060 операции применяется базирование в спец. патроне со смещенным центром и заднем центре. Данная схема базирования применяется для шлифования поверхностей диаметром 40 k6 шероховатостью Ra=1,25 мкм. Данная схеме базирования лишает заготовку 5-ти степеней свободы -перемещения вдоль осей X Y Z и поворота вокруг осей Y Z. Ось является двойной направляющей базой и лишает деталь 4 степеней свободы; торец являются опорной базой и лишает 1 степени свободы.  Рисунок 13 - Схема базирования заготовки 060 операции 6.3 Разработка маршрута обработки заготовки На основании плана обработки поверхностей и выбранных схем базирования заготовки, приступим к формированию маршрутного техпроцесса обработки детали «Вал». Представим в виде таблицы 6 маршрут механической обработки детали с кратким перечнем оборудования и технологической оснастки. Таблица 6 – Маршрут обработки детали
7. Разработка технологических операций 7.1 Выбор технологического оборудования Подробное описание маршрутного техпроцесса с содержанием операций и перечнем оборудования, приспособлений и инструмента приведено в технологических картах на механическую обработку детали в приложении. Принцип выбора оборудования основывается на концентрации и дифференциации операций. По возможности необходимо стремиться к обработке с одной установки максимально возможного количества поверхностей. Установив при проектировании технологического процесса план и метод обработки детали, указываем, на каком станке будет выполняться данная операция, с помощью каких приспособлений и инструмента: На 015 фрезерно-центровальной операции выбираем фрезерно-центровальный станок МР-71М; На токарной с ЧПУ операции 020, 025, 030 выбираем токарный станок с ЧПУ 16К20Т1; На фрезерную операцию 035 используем вертикально-фрезерный станок 6P13; На фрезерную операцию 040 используем горизонтально -фрезерный станок 6Р81; На операции круглошлифовальной 055,060,065 выбираем круглошлифовальный станок 3М151. 7.2 Выбор станочных приспособлений, режущего, вспомогательного и мерительного инструмента При механической обработке детали важными факторами в достижении требуемой точности изготовления является способ базирования и закрепления заготовки, используемый инструмент, а также средства и методы контроля. Для правильного выбора станочных приспособлений, посредствам которых можно осуществить требуемую схему базирования, режущего и мерительного инструмента воспользуемся литературой [2,8,10,11]. Сведем данные в таблицу 12. Таблица 12 - Выбор станочных приспособлений, режущего и вспомогательного инструмента, а так же средств контроля
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||