1 Расчёт объёма выпуска и размера партии деталей. Курсовой проект посвящен разработке технологии изготовления детали типа Вал эксцентриковый
 Скачать 0.66 Mb. Скачать 0.66 Mb.
|

|
Таблица 4 – Общие припуски на поверхности для штамповоной заготовки
5.3 Технико-экономическое обоснование выбора заготовки Подтвердим выбор заготовки путем сравнения себестоимости двух вариантов. Оценку различных вариантов получения заготовок чаще всего производят по 2-м показателям: - по коэффициенту использования материала КИМ; - по технологической себестоимости изготовления детали. Для расчета Ким необходимо определить массу детали и заготовок. Масса заготовки из проката: где D – диаметр заготовки; l-длина заготовки; Расчет штамповоной заготовки производим при помощи Solid Works эскиз штамповоной заготовки представлен на рисунки mшт=1.686кг 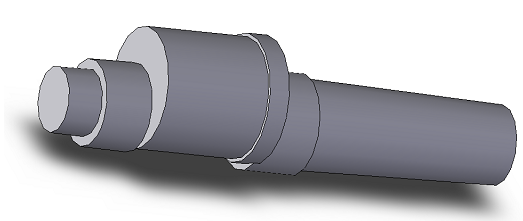 Рисунок 3 - Масса штамповоной заготовки Расчет массы детали производим при помощи Solid Works эскиз детали представлен на рисунки mд=1.193кг 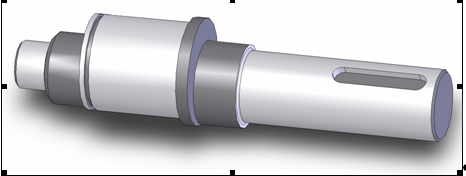 Рисунок 4 - Масса заготовки Определим коэффициент использования материала: - для I варианта КИМ 1= - для II варианта КИМ 2= Для вычисления технологической себестоимости изготовления детали из двух вариантов заготовок необходимо знать массу детали, массу заготовки, а также стоимость материала заготовки. Рассчитаем технологическую себестоимость изготовления детали по формуле CТ=Qзаг где Qзаг - вес заготовки, кг; Сзаг – оптовая цена 1 кг заготовки, рублей; Смех – стоимость механической обработки 1 кг заготовки, рублей; Сотх – стоимость 1 кг отходов, рублей. Рассчитаем технологическую себестоимость изготовления детали из проката СТ. ПР=3,43 Рассчитаем технологическую себестоимость изготовления детали из штамповочной заготовки Cшт.= Cшт. б×.kт×kс×kм×kв×kп, (14) где Cшт. б- базовая стоимость 1 кг заготовок, 35 рублей; kт =1 - коэффициент, зависящий от класса точности поковки; kс=0,77 - коэффициент, зависящий от группы сложности; kм=1,18 - коэффициент, зависящий от массы; kв=1 - коэффициент, зависящий от марки материала; kп=1 - коэффициент, зависящий от серийности. СТ. шт=31,80 Годовой экономический эффект определим по формуле Э=(СТ.ПРОК - СТ.ОТЛ) где N = - годовая программа выпуска детали, шт. Э=(128,25-61,23) Так как изготовление детали из заготовки, полученной прокатом не рационально в отношении использования материала, окончательно выбираем заготовку, полученную методом штамповки с уже готовым профилем детали, что значительно уменьшит расход материала и время на механическую обработку. 6. Разработка технологического маршрута изготовления детали 6.1 Разработка плана обработки поверхностей заготовки При определении последовательности обработки поверхности необходимо выбрать метод обработки, соответствующий её форме, точности, шероховатости, учитывающий свойства материала заготовки. Определить последовательность и число переходов обработки можно, используя коэффициент ужесточения точности поверхности и учитывая параметры её шероховатости. Коэффициент ужесточения точности определяется по формуле где Количество требуемых технологических переходов определяется по формуле  (17) (17)Полученное число округляется до ближайшего целого значения. Определим количество переходов для поверхности торцов 1,14  , ,Назначаем - черновое точение – 14 квалитет Определим количество переходов для поверхности 2  , ,Назначаем При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии: - черновое точение – 14 квалитет; - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; - шлифование– 6 квалитет Определим количество переходов для торцов 3  Назначаем - черновое точение – 14 квалитет - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; Определим количество переходов для поверхности 4:  , ,Назначаем - черновое точение – 14 квалитет; Определим количество переходов для поверхности 5:  , ,Назначаем - черновое точение – 14 квалитет; Определим количество переходов для поверхности 6  , ,Назначаем При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии: - черновое точение – 14 квалитет; - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; - шлифование– 6 квалитет Определим количество переходов для торца 7:  , ,Назначаем - черновое точение – 14 квалитет - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; Определим количество переходов для торца 8:  , ,Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 9:  , ,Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 10: ,Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 11:  , ,Назначаем - черновое точение – 14 квалитет; Определим количество переходов для торца 12:  , ,Назначаем - черновое точение – 14 квалитет - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; Определим количество переходов для поверхности 13 ,Назначаем При обработке происходит уточнение размера на 10 квалитетов точности (с 16 квалитета до 6 квалитета поверхности детали). Распределим по переходам уточнение размера поверхности В по методу арифметической прогрессии: - черновое точение – 14 квалитет; - получистовое точение – 10 квалитет; - чистовое точение – 8 квалитет; - шлифование– 6 квалитет На остальные поверхности назначаем однократную обработку Заносим в таблицу 5 план обработки на каждую поверхность Таблица 5 - План обработки детали «Вал»
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||