металлы. Легирование и модифицирование металла при сварке и наплавке
 Скачать 394.45 Kb. Скачать 394.45 Kb.
|

|
РЕФЕРАТ НА ТЕМУ: «Легирование и модифицирование металла при сварке и наплавке» 2022г. СОДЕРЖАНИЕ Введение........................................................................................................3 Основная часть.............................................................................................4 Заключение.................................................................................................14 Список литературы....................................................................................15 ВВЕДЕНИЕ Большая часть металлов присутствует в природе в виде руд и соединений. Для получения чистых металлов и дальнейшего их применения необходимо выделить их из руд и провести очистку. При необходимости проводят легирование и другую обработку металлов. Легирование – это введение в состав твердых тел, так называемых легирующих элементов, для изменения их микроструктуры, улучшения их эксплуатационных и технологических свойств. В отличие от модифицирования при легировании приобретенные свойства сохраняются даже при некоторых переплавах металлов. Модифицирование металлов - введение в металлические расплавы модификаторов, т.е. веществ, небольшие количества которых (обычно не более десятых долей процента) способствуют созданию дополнительных искусственных центров кристаллизации и, следовательно, образованию структурных составляющих в измельченной или округлой форме, что улучшает механические свойства металла. ОСНОВНАЯ ЧАСТЬ Легирование - важная составная часть технологии получения высококачественных экономно-легированных чугунов и сталей. Теории упрочняющего легирования позволяют на основе диаграмм состояния, атомного строения элементов, ряда физико-химических моделей прогнозировать свойства сплавов и обосновать выбор легирующего комплекса. Вместе с тем технологии легирования не уделяли должного внимания – впрочем, зачастую это происходит и сегодня. Операцию легирования сплавов нельзя путать с операциями модифицирования и раскисления, потому что в этих случаях совершенно разный механизм влияния на структуру и свойства сталей и сплавов.  Рис.1. Легирование стали Легирование сплавов следует осуществлять на более ранних стадиях, то есть - ещё при выплавке сплавов, в частности чугунов и сталей. В случае если операция легирования металла будет перенесена на стадию обработки в ковше (вне печи), это может приводить к нестабильности свойств, как следствие того, что тугоплавкие ферросплавы не успеют вовремя и полностью раствориться. Температуры плавления большинства легирующих элементов, эффективно влияющих на структуру и свойства чугунов и сталей, выше, чем технологическая температура плавки стали, и тем более - чугуна. Поэтому процесс растворения чистых металлов и их ферросплавов при легировании происходит в диффузионном режиме и является длительным. Для легирования железоуглеродистых сплавов используются практически все основные элементы периодической системы, за исключением, пожалуй, благородных металлов и трансурановых элементов. Но на практике круг элементов, используемых для легирования сплавов, гораздо уже - в основном это металлы IV-VI групп системы элементов. Легирование наплавленного металла осуществляется с соблюдением следующих важных требований: 1) в качестве легирующих следует применять элементы, сродство которых к кислороду меньше, чем сродство раскисляющих элементов; 2) наряду с легирующим элементом целесообразно вносить в зону сварки и его оксид, наличие которого предохраняет легирующий элемент от выгорания. Принципиально возможно осуществить легирование металла двумя путями: через металлическую фазу и через шлаковую, (легирование через газовую фазу также возможно, но этот процесс еще мало изучен). При легировании через металлическую фазу легирующий элемент вводят в электродный стержень или присадочную проволоку, а также применяют проплавление легированного основного металла, сопровождающееся переходом соответствующих элементов в сварочную ванну. Легирование через шлаковую фазу предполагает введение легирующих элементов в электродное покрытие или флюсы. Процесс легирования может происходить как в результате прямого растворения элемента в металле, так и на основе отдельных реакций. При этом, естественно, большую роль играет отношение взаимодействующих между собой масс металла и шлака. Легирование металла шва происходит во всех участках зоны сварки и на всех ее этапах, однако энергичнее и полнее - в процессе каплеобразования. Наиболее эффективен метод легирования сварочной ванны путем ввода легирующих элементов, минуя стадию капли, в составе дополнительной легирующей присадочной проволоки при сварке с дополнительной горячей присадкой.  Рис. 2. Сварочная ванна Совмещённые технологии легирования сталей и особенно чугунов отходами, содержащими оксиды других цветных металлов, изучены гораздо в меньшей степени, что мешает их распространению. Хотя себестоимость легирования при использовании для этой цели отходов производства, снижается в несколько раз. Экономное легирование железоуглеродистых сплавов является популярным и востребованным на сегодня развивающимся методом ресурсосберегающих технологий. В последнее время легирование чугунов получает всё большее распространение, особенно в промышленно развитых странах (как и легирование сталей). Это происходит, потому что качество продукции становится важнее количества, которое обеспечивает производство отливок из низкокачественного нелегированного серого чугуна - благодаря как рыночной экономике, так и общим разумным принципам развития общества. Марки легированного чугуна для отливок регламентирует ГОСТ 7769-82. Легирование чугуна производят хромом, кремнием, марганцем, никелем, медью, молибденом, титаном, фосфором, алюминием. Легирование чугуна осуществляют с целью повышения коррозионной стойкости, жаростойкости, износостойкости чугуна и др. Легированные чугуны подразделяют на хромистые, кремнистые, алюминиевые, марганцевые, никелевые. Повышение жаростойкости алюминиевых чугунов достигается в основном двумя путями: поверхностным и объемным легированием.  Рис. 3. Легированный чугун Среди многочисленных способов поверхностного легирования широкое распространение получило алитирование, повышающее жаростойкость и особенно коррозионноустойчивость чугуна. Но считается наиболее перспективным способ объёмного легирования алюминием. При выборе технологий легирования сталей, чугунов и других сплавов требуется индивидуальный подход, анализ многообразия легирующих материалов и способов и рациональная проработка для конкретных производственных условий. Состав металла шва определяется в зависимости от состава свариваемого металла, вида и условий эксплуатации конструкции, термического цикла сварки и других факторов. Чаше всего стремятся получить металл шва, близкий или идентичный основному металлу. Пути легирования наплавляемого металла при этом могут быть самыми различными. Способ легирования за счет сварочной проволоки — один из наиболее надежных для легирования наплавляемого металла с точки зрения получения стабильных результатов при сварке легированных сталей. При этом легирующие элементы (добавки) могут либо содержаться в металле электродного стержня, либо вводиться в виде порошкообразных металлов внутрь проволоки трубчатого сечения (порошковой проволоки). Последний способ нашел широкое применение при механизированной наплавке, в том числе и под флюсом. Легирование посредством электродного стержня — наиболее простой и эффективный способ. К сожалению, далеко не всегда удается подобрать проволоку нужного состава. Поэтому широко используют другие пути легирования.  Рис. 4. Применение электродного стержня Способ легирования за счет проплавления основного металла необходимо использовать при сварке и наплавке специальных сталей и сплавов в тех случаях, когда режимом сварки может быть обеспечено глубокое проплавление свариваемого металла, например при сварке короткой дугой, особенно тонких листов. Этот путь легирования дает возможность при однопроходной сварке некоторых легированных сталей малого сечения получать достаточно высокие прочностные свойства металла швов при использовании обычных электродов общего назначения, предназначенных для сварки низкоуглеродистых сталей. Вместе с этим следует отметить, что рассмотренный путь легирования металла шва может быть использован в весьма ограниченном числе случаев сварочной практики и только после экспериментальной проверки. Способ легирования через электродное покрытие характерен для легирования наплавляемого металла при сварке покрытыми электродами. При дуговой сварке с использованием низкоуглеродистой проволоки этот способ позволяет получать сварной шов из легированной стали или специальных износостойких, абразиво-стойких или инструментальных сплавов (специальные наплавочные электроды). В качестве легирующий добавок преимущественно используют различные металлургические полуфабрикаты, предварительно подготовленные в виде металлических порошков. Такие порошки вводят с другими компонентами в шихту электродных покрытий в виде смеси. В большинстве случаев дополнительные металлические материалы в период существования сварочной ванны должны равномерно распределиться по ее объему. Иногда этот процесс начинается в каплях и продолжается в сварочной ванне. Если такие добавки играют роль раскислителей, их равномерное распределение в сварочной ванне и обеспечение этим процесса раскисления не является обязательным. Они могут оказывать и превентивное действие, связывая кислород еще в электродных каплях. К металлическим порошкам, вводимым в электродные покрытия, предъявляют особые требования, связанные с их размерами. Например, если вводимый металлический порошок предназначен выполнять функции раскислителя, следует увеличивать поверхность взаимодействия такой добавки с окислителями. Это достигается применением более дисперсного металлического порошка-раскислителя. Если металлический порошок выполняет функции легирующего компонента, то для уменьшения его потерь на окисление целесообразно использовать порошок большего гранулометрического состава. Вместе с этим чрезмерное увеличение размеров порошка может осложнить производство электродов, ухудшить их технологические характеристики. Чрезмерное уменьшение частиц раскислителей может полностью ликвидировать их основную функцию, поскольку такой дисперсный порошок способен к окислению еще в период изготовления электродов. Поэтому в технологическом процессе изготовления покрытых электродов названные факторы учитывают в виде определенных требований к гранулометрическому составу порошкообразных компонентов. Способ легирования через шлакообразующие компоненты покрытия наиболее просто использовать применительно к элементам, обладающим сродством к кислороду меньшим, чем железо (медь, никель, вольфрам, молибден), и ограниченно для таких активных элементов, как хром, марганец, кремний и другие. Рассматриваемый способ легирования имеет существенный недостаток, заключающийся в неизбежном окислении сварочной ванны и насыщении ее продуктами указанных реакций. Большее распространение этот способ легирования нашел при механизированной сварке под плавлеными флюсами, когда ограничены другие пути легирования металла шва. С целью повышения эксплуатационных свойств наплавленного металла необходимо использовать такой прогрессивный металлургический процесс, как модифицирование. При различных методах сварки плавлением кристаллическое строение металла шва, связанное с условиями перехода сварочной ванны из жидкого состояния в твердое, является одним из факторов, определяющих качество и свойства этого участка сварного соединения. 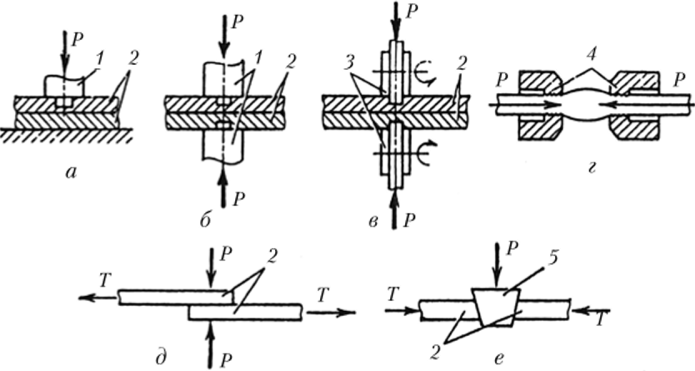 Рис. 5. Пример механического метода сварки Помимо естественных центров самопроизвольной кристаллизации расплавленного металла сварочной ванны, существуют центры несамопроизвольной кристаллизации в виде зерен нового металла на границе сплавления. Это явление используется на практике для модификации - измельчения кристаллитов при затвердевании. Измельчение структурных составляющих наплавленного металла может быть достигнуто введением в сварочную ванну нанодисперсных металлических и неметаллических порошков, свойства которых существенно отличаются от свойств макро- и микропорошков того же химического состава. Размер зерен при этом уменьшается, что приводит к изменению механических свойств сварного соединения. Среди имеющихся теорий модифицирования алюминиевых сплавов наибольшее распространение получила теория зародышеобразования, развитая английским исследователем А. Кибулой, при изучении измельчения зерна в слитках алюминиевых сплавов добавками титана и совместно титана и бора. Согласно полученным данным, зерно измельчается из-за наличия зародышей, на которых начинается кристаллизация расплава. Такими частицами могут быть карбиды, бориды и алюминиды переходных металлов, имеющие параметры решетки, соответствующие параметру решетки твердого раствора алюминия При сварке и наплавке алюминиевых сплавов введение модификаторов в сварочную ванну производится в виде солей легирующих элементов, лигатур или проволок, содержащих легирующие элементы. Изготовление модифицирующих электродных проволок, по своему составу близких к литейным алюминиевым сплавам, практически невозможно ввиду их хрупкости. Введение в сварочную ванну модифицирующих добавок из солей имеет свои положительные стороны. По сравнению с лигатурой преимущества применения модифицирующих солей заключаются в том, что сохраняется чистота расплава в отношении неметаллических включений, получаются кристаллы округлой формы (а не иглообразной, как в лигатуре) и в большом количестве, а значит, меньше расход солей для получения требуемых результатов. ЗАКЛЮЧЕНИЕ Значение термина «легирование» может означать ввод компонентов в расплав, эффект от которого максимальный при достижении термодинамического равновесия, то есть полного растворения, сопровождающегося увеличением до максимального уровня энтропии системы. Отсюда следует, что легирование необходимо осуществлять на более ранних стадиях литейной технологии. Иными словами, под легированием понимают термодинамически стабильный процесс введения дополнительных компонентов в сплав, эффект от которого наибольший при максимально однородном распределении легирующих элементов в расплаве Экспериментально установлено, что чем больше зародышей в единице объема расплава, тем больше кристаллов образуется, тем они мельче и выше механические свойства металла. По этой причине в сплавах намеренно стараются облегчить формирование зародышей кристаллизации. Вещество, способствующее образованию зародышей, называют модификатором, а саму операцию - модифицированием. СПИСОК ЛИТЕРАТУРЫ 1. Леках С.Н., Бестужев Н.И. Внепечная обработка высококачественных чугунов в машиностроении // Мн.: Наука и техника, 1992. – С. 269. 2. . Леках С.Н., Мартынюк М.Н., Случкий А.Г., Трибушевский В.Л., Шитов Е.И., Шишкин А.Е. Экономное легирование железоуглеродистых сплавов // Мн.: Наука и техника, 1996. – С. 173. 3. Бобро Ю.Г. Легированные алюминием чугуны с шаровидным графитом // В сб. «Литейное производство: научно-исследовательские и опытные работы. Труды всесоюзного совещания». – М.: МАШГИЗ, 1960. – С. 252. 4. Задиранов А.Н., Кац А.М. Теоретические основы кристаллизации металлов и сплавов // РУДН, 2008. – С. 227. 5. Зернин Е.А., Кузнецов М.А. Способы модифицирования наплавленного металла наноструктурированными порошками для увеличения механических свойств сварных соединений // Современные проблемы науки и образования, 2014. – № 5. 6. Легирование наплавленного металла (Электронный ресурс): https://msd.com.ua/teoriya-svarochnyx-processov/legirovanie-naplavlennogo-metalla/ (Дата обращения: 17.09.2022) 7. Пути легирования металла шва при сварке покрытыми электродами (Электронный ресурс): https://www.deltasvar.ru/biblioteka/52-obshhie-voprosy-svarki/103-puti-legirovanija-metalla-shva-pri-svarke-pokrytymi-ehlektrodami (Дата обращения: 17.09.2022) 8. Модифицирование металлов (Электронный ресурс): https://www.ngpedia.ru/id160718p1.html (Дата обращения: 17.09.2022) 9. Модифицирование наплавленного металла (Электронный ресурс): https://msd.com.ua/svarka-i-naplavka-alyuminiya-i-ego-splavov/modificirovanie-naplavlennogo-metalla/ (Дата обращения: 17.09.2022) 10. Металлы (Электронный ресурс): https://ru.wikipedia.org/wiki/Металлы#Легирование (Дата обращения: 17.09.2022) |