МДК 01.02. Лекция 14 Подготовка кромок. Сборка деталей, определение величины зазора. Инструмент для выполнения измерений ушс3
 Скачать 2.97 Mb. Скачать 2.97 Mb.
|

В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:- Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода. - Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом. - Полученному чугуну позволяют постепенно остыть. - Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость. Если процесс охлаждения нарушить, то в чугуне могут появиться трещины. Особенности сварки чугунаЧугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий. Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым. Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины. Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке. Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна. Технологии сварки чугунаПеред сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях: С подогревом - горячая сварка чугуна Без подогрева - холодная сварка чугуна Сварка чугуна с предварительным подогревом – горячая или полугорячаяТехнология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева. В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления. После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения. Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов. Холодная сварка чугуна – без предварительного нагреваПри технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно. Цветные металлы и их сплавы сегодня достаточно часто используются для производства самых разнонаправленных изделий. Поэтому сварка цветных металлов и их сплавов – задача, выполнение которой очень часто требуется как в быту, так и в условиях промышленного производства. Что касается промышленности, то здесь подобные металлы и сплавы из них используются в таких отраслях, как автомобилестроение, авиация, химическая или пищевая промышленность. В быту чаще всего требуется знать правила сварки меди, латуни и бронзы и их сплавов, а также алюминия. Особенности цветных металлов. Когда проводится сварка цветных металлов и их сплавов важно помнить о тех особенностях, которыми эти металлы отличаются, и учитывать это при выборе метода сварки, ее режима и последующей обработки сварного соединения. Цветные металлы подвержены окислению. То есть, они легко поддаются воздействию кислорода, из-за чего на их поверхности появляется оксид, понижающий физические характеристики металла, а значит, и механические свойства полученного в результате сварки соединения – на его поверхности могут образоваться трещины. Из этого следует вывод о том, что производить сварку цветных металлов необходимо под слоем флюса, защищающего их от кислорода, присутствующего в окружающем воздухе. Некоторые из цветных металлов, например, медь или алюминий, имеют значительную теплопроводность, что выражается в быстром охлаждении места соединения подвергаемых сварке поверхностей. Для того, чтобы сварка получилась качественной, при работе с такими металлами необходимо использовать мощные источники тепла или производить предварительный нагрев деталей. Некоторые сплавы цветных металлов отличаются высокой разницей температур плавления отдельных их составляющих. Например, температура плавления цинка составляет 419 градусов, а температура плавления латуни – 850 градусов. При проведении сварки таких сплавов очень велика вероятность того, что менее тугоплавкий элемент сплава испарится. Этого можно избежать, если увеличить скорость сварки. Также некоторые металлы при нагреве могут терять свою твердость и прочность. К таким металлам относятся, например, медь или алюминий. Нагреваясь, эти вещества легко разрушаются от малейшего удара или даже без постороннего на них воздействия. Это также надо учитывать при проведении сварки и проявлять большую аккуратность. Все цветные металлы и их сплавы при нагревании начинают взаимодействовать с газами из окружающей среды, за исключением инертных газов. Это объясняет тот факт, что при сварке таких сплавов чаще всего используется метод сварки в защитной среде инертных газов, предотвращающих растворение посторонних газов в металле, приводящее к ухудшению механических свойств металла. Алюминий и его сплавы. Для сварки алюминия и его сплавов чаще всего применяется автоматическая или полуавтоматическая дуговая сварка неплавящимся или плавящимся электродом в среде защитных газов. Также часто производится сварка с использованием флюса или электронно-лучевая сварка. А вообще, алюминий легко поддается любому типу сварки плавлением. Если производится сварка алюминия ручным методом, очень важно обратить особое внимание на технику сварки. Электрод должен вестись под углом примерно в 90 градусов к присадочной проволоке, а присадка должна подаваться короткими поступательными движениями – поперечные движения присадки здесь не допустимы. Кроме того, для того, чтобы не возник перегрев металла, необходимо вести сварку справа налево. Автоматическая сварка позволяет добиться большего качества сварного шва при работе с алюминием и его сплавами, чем ручная сварка.  Магний и его сплавы. Сварку магния и сплавов на его основе производят с помощью вольфрамовых электродов в аргоне или гелии на переменном токе. Использование инертного газа отлично защищает свариваемые поверхности от воздействия окружающей среды, препятствуя проникновению посторонних газов в состав металла при его нагревании. Для того, чтобы в металл не попадал оксид, который может образоваться на корне шва, выполняется полное проплавление кромок, для чего используется прокладка из металла, отличающегося низкой теплопроводностью – например, аустенитной стали. 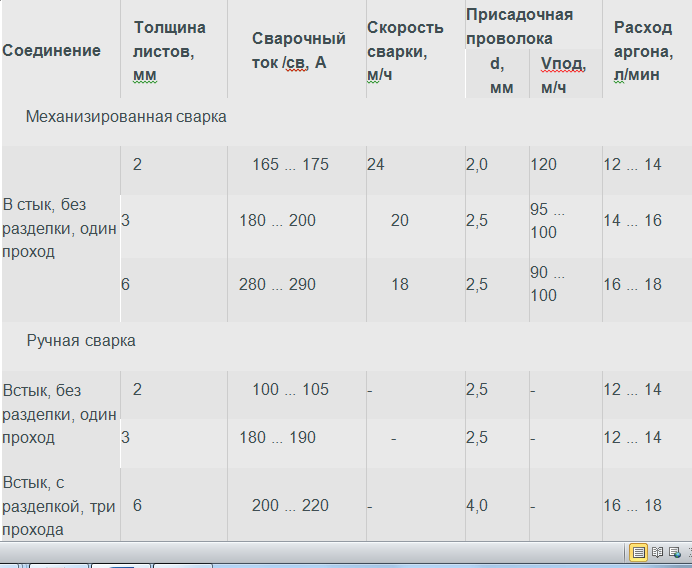 Медь и ее сплавы. Для сварки изделий из меди и ее сплавов можно использовать любой метод сварки плавлением. Чаще всего здесь применяется дуговая сварка в среде защитных газов или ручная дуговая сварка покрытыми электродами. Сварка меди в среде защитных газов дает возможность добиться особо прочного сплава, не подверженного коррозии или разрушению, так как в состав сварного шва при применении такого метода сварки попадает минимальное количество посторонних веществ. В роли защитных газов здесь может использоваться аргон, гелий или азот, а также их смеси. Главное при этом, чтобы защитные газы обладали такой характеристикой, как высокая чистота.  Итак, сварка цветных металлов и их соединений требует применения особых технологий, которые, в основном, рассчитаны на то, чтобы защитить поверхность металла от воздействия посторонних веществ из окружающей среды, а также предотвратить избыточный нагрев сплава, что может привести к испарению его отдельных компонентов. Кроме того, при проведении сварки цветных металлов необходимо обращать самое пристальное внимание на дальнейшую обработку сварного шва – то есть, на очистку его от шлаков и оксидной пленки для того, чтобы предотвратить проявление коррозии. Видео: https://yandex.ru/video/preview/?filmId=9921717595577195580&reqid=1595781892984979-1367156543996682053400128-vla1-2338&suggest_reqid=733741644159560574319824194406006&text https://www.youtube.com/watch?v=OKKlKNECLjw – технология сварки алюминия https://yandex.ru/video/preview/?filmId=13852152639986736342&reqid=1595782218629174-815377887164479112600159-man2-4958&text – сварка меди Лекция № 30: Основные требования безопасности труда при РДС В зависимости от назначения средства индивидуальной защиты подразделяют согласно ГОСТ 12.4.011 — 89 на следующие классы: специальная одежда (комбинезоны, полукомбинезоны, куртки, брюки, костюмы, полушубки, тулупы, фартуки, жилеты, нарукавники); специальная обувь (сапоги, ботинки, галоши, боты); средства защиты головы (каски, подшлемники, шапки, береты); средства защиты органов дыхания (противогазы, респираторы); средства защиты лица (защитные щитки и маски); средства защиты глаз (защитные очки); средства защиты органов слуха (противошумные шлемы, наушники, вкладыши); предохранительные приспособления (диэлектрические коврики, ручные захваты, манипуляторы, наколенники, налокотники, наплечники, предохранительные пояса); средства защиты рук (рукавицы, перчатки); защитные дерматологические средства (пасты, кремы, мази, моющие средства). Средства индивидуальной защиты должны выдаваться в соответствии с Типовыми отраслевыми нормами бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты, утвержденными Постановлением Министерства труда и социального развития Российской Федерации от 16 декабря 1997 г. № 63. Специальная защитная одежда в соответствии с ГОСТ 12.4.011— 89 предусматривает для сварщиков костюмы, куртки и брюки с защитными свойствами «Тр», обеспечивающие защиту от искр и расплавленного металла. В зимнее время используется спецодежда с защитными свойствами «Тн», обеспечивающая защиту от воздействия холодного воздуха («Тн 30» — до температуры -30 °С). В соответствии с ГОСТ 12.4.103 — 83 специальная обувь для сварщиков в теплый период — это кожаные ботинки с защитными свойствами «Тр», имеющие наружные металлические носки и предназначенные для защиты ног от теплового излучения, контакта с нагретыми поверхностями, от окалины, искр и брызг расплавленного металла. В зимний период предусматриваются валенки. На участках (определенных администрацией), где имеется опасность травмирования головы, сварщики должны носить защитные каски. Для удобства в работе сварщиков рекомендуется применение касок, совмещенных с защитным щитком. При одновременной работе сварщиков или резчиков металла на различной высоте по одной вертикали наряду с обязательной защитой головы каской должны быть предусмотрены ограждающие устройства (тенты, глухие настилы и т.п.) для защиты работающих от падающих брызг металла, огарков и др. Индивидуальные средства защиты органов дыхания применяются в исключительных случаях, когда средствами вентиляции невозможно обеспечить предельно допустимые концентрации пыли и газов в зоне дыхания работника. Если при сварке концентрация газов (озон, оксиды углерода и азота) в зоне дыхания не превышает предельно допустимую, а концентрация пыли больше допустимой, то сварщики должны быть обеспечены противопылевыми респираторами (рис. 4.1). В случае превышения предельно допустимой концентрации пыли и газов при работе в замкнутых и труднодоступных помещениях (емкостях) сварщики обеспечиваются дыхательными приборами с принудительной подачей чистого воздуха (рис. 4.2). К приборам такого типа относятся и шланговые противогазы ПШ-2-57 и РМП-62 или дыхательные автоматы АСМ. Воздух, поступающий в дыхательные аппараты из компрессора, не должен содержать капель воды, масла, пыли, паров углеводородов и окиси углерода. 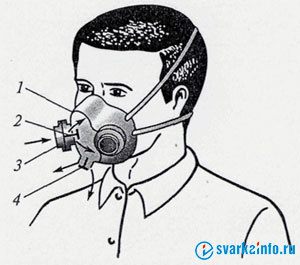 Рис. 4.1. Патронный респиратор: 1 — полумаска; 2 — клапан вдоха; 3 — фильтрующий патрон; 4 — клапан выдоха  Рис. 4.2. Респиратор с принудительной фильтрацией: 1 — полумаска; 2 — клапан выдоха; 3 — шланг; 4— фильтрующий патрон; 5 — микровентилятор; 6 — аккумуляторная батарея Для защиты лица и глаз от действия излучения электрической дуги и брызг расплавленного металла сварщики должны пользоваться щитками или масками, а газорезчики и подсобные рабочие — очками. Закрытые очки (рис. 4.3) с непрямой вентиляцией, обеспечивающие защиту от вредного воздействия прямых ультрафиолетовых лучей, предназначены для подсобных рабочих при электро- и газосварочных работах. Такие очки могут быть снабжены светофильтрами, защищающими глаза от прямых ультрафиолетовых и инфракрасных лучей, а также слепящего действия видимого излучения. Выбор щитка или маски диктуется характером работы.  Рис. 4.3. Защитные очки При групповой сварке плавящимися электродами для защиты глаз от ультрафиолетового излучения высокой интенсивности кроме щитков и масок со светофильтрами сварщики должны пользоваться защитными очками закрытого типа с бесцветными стеклами. Швы следует зачищать от окалины и пыли в защитных очках закрытого типа. Каждый сварщик обязан перед началом работы проверить исправность аппаратуры и готовность места сварки в противопожарном отношении (наличие средств пожаротушения — ящиков с песком, лопат, ведер с водой, огнетушителей). Во время работы нельзя допускать попадания искр, расплавленного металла, пламени горелки, электродных огарков на сгораемые конструкции и материалы. После выполнения сварочных работ необходимо тщательно осмотреть рабочее место, нижележащие площадки и этажи и в случае обнаружения воспламенения полить их водой. К проведению сварочных работ допускаются сварщики, прошедшие противопожарный минимум и получившие специальные квалификационные удостоверения и специальный талон на право допуска их к проведению огневых работ. Разрешение на право проведения огневых работ выдается начальником или главным инженером строительства. При проведении сварочных работ запрещается: а) приступать к работе при неисправной аппаратуре; б) производить сварку или резку свежеокрашенных конструкций до полного высыхания краски; в) пользоваться при сварке одеждой и рукавицами со следами масел и жиров, бензина и других горючих жидкостей; г) хранить в сварочных кабинах или в зоне сварки горючие либо взрывчатые предметы и материалы; д) допускать к сварочным работам сварщиков или учеников сварщиков, не сдавших испытаний по противопожарной безопасности при выполнении сварочных работ; е) выполнять сварку емкостей, содержащих горючие или взрывчатые вещества, а также сварку сосудов, находящихся под давлением, сварку работающего оборудования или оборудования, находящегося под напряжением; видео: https://www.youtube.com/watch?v=A2ChzS_U3uo |