МДК 01.02. Лекция 14 Подготовка кромок. Сборка деталей, определение величины зазора. Инструмент для выполнения измерений ушс3
 Скачать 2.97 Mb. Скачать 2.97 Mb.
|

Универсальные вариантыДля того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент. Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.  Трубные центраторыК универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки. Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра. Для каждого из популярных типоразмеров используется своя модель сварочного приспособления. 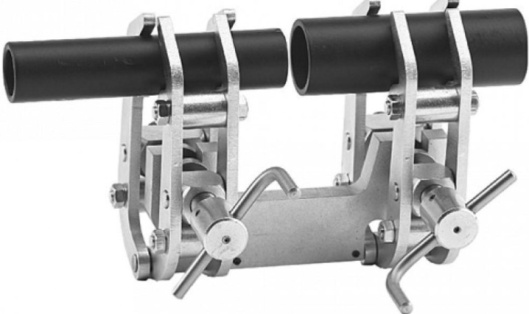 Приспособления на магнитахК универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении: листовых деталей; стоек; рам. Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.   Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке. Единственный их недостаток — возможность размагничивания под влиянием высоких температур.  Видеоролик:лик: https://yandex.ru/video/preview/?filmId=16715001731247291496&from=tabbar&text Лекция № 16: Выбор режима сварки Когда разговор заходит о таком понятии, как режимы сварки, необходимо осознавать, что это достаточно большая совокупность различных параметров, которые в свою очередь и определяют условия сварочного процесса. И чтобы качество конечного результата было только положительным, нужно правильно подобрать эти самые параметры. И хотя специалисты условно делят их на основные и второстепенные, все они без исключения влияют на качество сварного шва. К основным параметрам режима сварки можно отнести: Величину установленного на сварочном аппарате тока. Его род (постоянный или переменный) и полярность (прямая или обратная). Напряжение сварочной дуги. Диаметр используемого электрода. Скорость сварочного процесса. Число проходов для заполнения сварного шва. К второстепенным можно отнести: Качество зачистки свариваемых заготовок. Форма соединяемых кромок. Вид электрода: его марка, тип покрытия, толщина обмазки. Угол наклона электрода относительно сварочной поверхности. Его положение (верхнее, нижнее или боковое). Как расположен стык (горизонтально, вертикально, под углом). |