Лекции ВОЛС. Лекция Краткий обзор по истории развития оптической связи
 Скачать 0.77 Mb. Скачать 0.77 Mb.
|

3.3.6. Плазменный метод химического парофазного осаждения (PCVD)Изготовление заготовок плазменным методом химического парофазного осаждения осуществляется, в основном, аналогично модифицированному методу химического парофазного осаждения. Различие заключается в технике реакции. Плазму получают путем возбуждения газа (рис. 3.7. а) с помощью, например, микроволн (сверхвысокие частоты). При этом газ ионизируется, т.е. разлагается на свои носители электрических зарядов. При воссоединении этих носителей вьщеляется тепловая энергия, которая может быть использована для плавления материалов с высокой температурой точки плавления. Так, при плазменном методе галогениды вступают в реакцию с помощью плазмы низкого давления (давление газа примерно 10 мбар), и в результате соединения с кислородом образуется SiO2. Возникающие при этом порошкообразные частицы при температуре примерно 1000оС осаждаются в виде стеклянного слоя. Поскольку плазменное пламя движется быстро вдоль трубки назад и вперед, то за счет перемещения резонатора можно изготовить более 1000 тонких слоев, благодаря чему можно повысить точность профиля показателя преломления. Основным преимуществом метода является более низкая температура всего процесса осаждения, чем при методе MCVD. Точность изготовления профиля показателя преломления повышается. 3.3.7. Метод внешнего парофазного осаждения (OVD)Метод внешнего парофазного осаждения более сложен, чем метод MCVD. Однако полный объем ОВ, изготовленных из заготовок, выполненных методом OVD больше, чем объем ОВ, изготовленных из заготовок, выполненных методом MCVD так же в крупномасштабном производстве этот метод более эффективен, чем метод MCVD. Сложность и всесторонняя патентная защита метода OVD привели к тому, что он используется исключительно фирмой Coming Glass Work [14]. Производство заготовки методом OVD осуществляется двумя этапами.  Рис. 3.12. Изготовление заготовки методом OVD Первый этап включает в себя осаждение порошка кремниевого диоксида с или без легирующих примесей (см. описание процесса MCVD) на тонком стержне. Горячий поток частиц кремниевого диоксида проходит по поверхности стержня, некоторые из них прилипают к стержню, вращающемуся вокруг своей оси вдоль горелки (рис. 3.12). Пористая заготовка создается слой за слоем. При этом некоторые частицы спекаются. После осаждения достаточного количества стекла для сердцевины и оболочки, процесс останавливается, и начальный стержень становится заготовкой. В процессе изготовления заготовки кислород (O2 вместе с другими легирующими добавками, необходимыми для обеспечения нужного профиля показателя преломления, например с металлогалогенидами (SiCl4, GeCl4, BCl3, РСl3), подается в горелку и там преобразуются в соответствующие оксиды. Оксиды образуют малые порошкообразные частицы, которые осаждаются на вращающемся стержне. Если стержень также перемещается назад и вперед вдоль продольной оси, то получается слоистая пористая стеклянная заготовка. Каждый слой может легироваться по-разному, т.е. к основному материалу (SiО2) может быть добавлено определенное количество примеси. Для градиентных профилей показателя преломления легирование сердцевины с помощью GeO2 уменьшается от первого слоя к последующим непрерывно до тех пор, когда будет осаждаться SiO2 в чистом виде. Соответственно для ступенчатых профилей показателя преломления легирование сердцевины посредством GeO2 остается постоянным от слоя к слою.  Рис. 3.13. Усадка пористой заготовки Второй этап изготовления заготовки предусматривает процесс усадки пористого стержня. Пористая форма заготовки в управляемой печи нагревается сначала в среде газа хлора, а затем позонно нагревается до температуры 1400-1600oС, при которой частицы кремниевого диоксида спекаются в твердый, свободный от пузырьков стеклянный стержень — заготовку (рис. 3.13). Пустоты из начального стержня в основном схлопываются в течение этого этапа, отверстие по центру заготовки тоже исчезает. Во время спекания заготовка постоянно омывается газообразным хлором с тем, чтобы удалить из стекла, по возможности, все следы воды, так как в противном случае следует ожидать больших величин затухания. В целом описанные выше этапы метода OVD включают в себя пять основных последовательных циклов: очистка материалов, транспортировка реагирующих материалов к тепловой зоне, химическая реакция и формирование частиц, осаждение частицы на начальный стержень или заготовку с уже имеющимся напылением, дегидрация и спекание. 3.3.8. Метод осевого парофазного осаждения (VАD)Этот метод, разработанный в Японии, является альтернативой методу OVD. При методе осевого парофазного осаждения порошкообразные частицы, образуемые с помощью кислородно-водородной горелки, осаждаются на торцевую поверхность вращающегося стержня из кварцевого стекла (рис. 3.14). 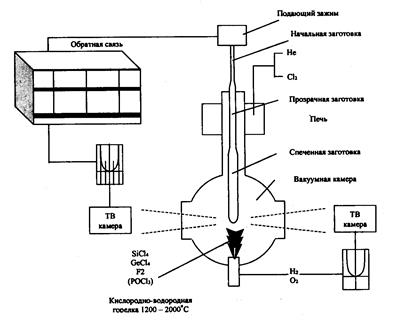 Рис. 3.14. Принципиальная схема, показывающая VAD метод изготовления заготовок Аксиальное осаждение частиц кремниевого диоксида при этом методе происходит не радиально как в OVD; что делает более трудным процесс изменения индексного ППП, но позволяет проще изготавливать более длинные заготовки. Производственная система состоит из механизма для осевого движения заготовки, вакуумной камеры, горелки, выпаривающего модуля для составляющих сырья и блока управления. Заготовка вытягивается медленно, вертикально вверх через производственное оборудование. Сырье (SiCl4, GeCl4 и РОС13) вводится таким же образом как в OVD; используется газовая водородно-кислородная горелка и чрезвычайно мелкие стеклянные частицы, сформированные в процессе реакции теплового гидролиза. Эти частицы оседают на поверхности стержня с уже имеющимся напылением, который функционирует как основа для наращивания заготовки. Пористая заготовка наращивается вдоль оси стержня и увеличивается в направлении роста заготовки. При этом расстояние между горелкой и растущей в осевом направлении заготовкой должно оставаться постоянным. Можно также использовать несколько горелок одновременно, для того чтобы обеспечить требуемые показатели преломления сердцевины и оболочки. В зависимости от конструкции горелок и их расстояния от стержня, а также от температуры при осаждении можно изготавливать различные профили показателя преломления. Превращение в прозрачную заготовку (остеклование) осуществляется с помощью кольцеобразной печи по окончании осаждения. Для сушки, т.е. удаления остатков влаги, в процессе усадки заготовка омывается газообразным хлором. Важными элементами процесса изготовления заготовки методом VAD являются: постоянный процесс роста; точный контроль над потоком сырья; точный контроль относительно выхода избыточных материалов; температура пламени; поверхностная температура зоны роста заготовки; скорость вращения заготовки; позиция зоны роста заготовки. Вариации в позиции зоны роста дают флуктуации в индексной конфигурации готовой заготовки. Осевая скорость изготовления заготовки — приблизительно 40 — 60 мм/час. Чтобы получить световод с более толстой оболочкой, можно после этого на заготовку надвинуть трубку из кварцевого стекла в соответствии с методом «стержень в трубке», используемую в качестве оболочки. 3.3.9. Вытяжка оптического волокнаДля вытяжки кварцевого ОВ применяют установку вертикального типа (рис. 3.15), которая состоит из каркаса 1, узла подачи заготовок 2, печи 3, системы измерения диаметра ОВ 4, узла нанесения ПЗП на ОВ 5, системы контроля концентричности ПЗП б, системы отверждения ПЗП 7, измерителя диаметра но ПЗП 8, тягового устройства 9, системы испытания ОВ на механическую прочность 10 — 12, компенсатора 13, приемного устройства 14, системы управления 15, систем газоснабжения, водоснабжения, освещения, вентиляции. Технология и оборудование для изготовления волокон с кварцевой сердцевиной и кварцевой оптической оболочкой изложены в [13, 14]. Каркас помещен на специальные резиновые амортизаторы, которые до минимума снижают вибрацию всей установки. Заготовки крепят в узле подачи заготовок с помощью зажима цангового типа. Подачу заготовки осуществляют с помощью прецизионного винтового приспособления. Центрирование заготовки по оси Х и Y происходит автоматически. Дополнительно предусмотрен ручной режим центрирования заготовки. Узел подачи заготовки может иметь дополнительный привод, обеспечивающий вращение заготовки с одновременным ее продольным перемещением. Печь для вытяжки ОВ должна обеспечивать оптимальный температурный градиент для максимального переноса тепла к заготовке в зоне плавления и высокую чистоту атмосферы, окружающей заготовку. Основными источниками тепла для разогрева заготовок являются: газовые горелки, CO2 — лазеры, печь с графитовым нагревателем, индукционная печь с циркониевым нагревателем, индукционная печь с графитовым нагревателем. Система измерения диаметра ОВ основана на использовании лазера (метод лазерного сканирования), который обеспечивает точность ±0,5 мкм измерения даже при вибрации ОВ. Узел нанесения первичного зенитного покрытия на ОВ позволяет наносить полимерный материал на поверхность ОВ. Слой ПЗП должен быть концентричным, постоянным по толщине, не иметь посторонних включений. Система контроля концентричности первичного ПЗП основана на явлении дифракции и интерференции света. Концентричность покрытия относительно ОВ измеряют с помощью гелий-неонового лазерного интерферометра. В зависимости от наблюдаемой картины узел нанесения ПЗП перемещают вручную или автоматически, добиваясь наилучшей концентричности. Точность нанесения однослойного покрытия ±1 мкм, для двойного ± 2 мкм. Система отверждения ПЗП выполняется двух типов: тепловая или ультрафиолетовая. Тепловая система представляет собой печь (или печи), в которые при необходимости подают инертный газ. Температура в печи достигает 800о С, количество печей в зависимости от скорости вытяжки может достигать трех, точность поддержания температуры +2оС. УФ-печь применяют для отверждения эпоксиакрилатов, кремнийорганических компаундов и уретанакрилатов. Полимеризация осуществляется в атмосфере азота, что в значительной мере ускоряет весь процесс. 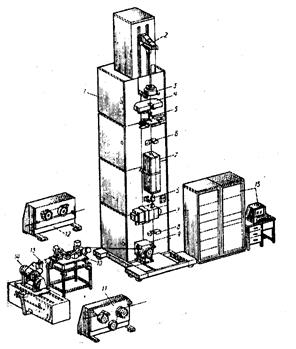 Рис. 3.15. Схема установки для вытяжки ОВ Измеритель диаметра по ПЗП аналогичен измерителю диаметра ОВ. Тяговое устройство ременного типа обеспечивает постоянство скорости с точностью 0,5%. Система испытания ОВ на механическую прочность предназначена для выявления механических дефектов ОВ по всей его длине. Принцип действия заключается в перемотке ОВ при заданном напряжении, которое можно создать путем приложения к ОК растягивающей нагрузки или одновременно растягивающей и изгибающей нагрузок. Процесс вытяжки ОВ на примере оборудования фирмы Ericsson Cable АВ происходит следующим образом [14]. Готовый стержень, независимо от метода его изготовления, вытягивается в волокно в башнях высотой приблизительно 12 м. Процесс вытягивания (рис. 3.16) начинается наверху башни, где стержень заготовки зафиксирован в центрирующем патроне. Нижний конец заготовки помещен в печь, и нагревается до температуры 2000о С. Графитовый нагревательный элемент защищен инертной атмосферой аргонового газа. Заготовка медленно опускается сверху в печь, в то время как стекловолокно вытягивается вниз и выходит из печи. Скорость вытягивания и скорость подачи автоматически контролируется машинной системой управления. 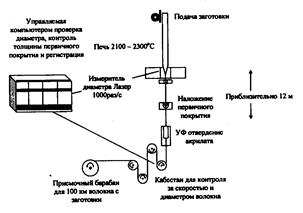 Рис. 3.16. Процесс вытяжки оптических волокон Немедленно под печью управляемый лазером прибор измерения проверяет диаметр стекловолокна. Полученные значения подаются назад к системе управления, которая управляет скоростью кабестана вытягивания внизу башни. Увеличение диаметра волокна приводит к увеличению скорости вытягивания и наоборот. Обычное волокно имеет диаметр 125±2 мкм и скорость вытягивания — обычно 3-10 м/с. Стекловолокно охлаждается окружающим воздухом. Изготовленное стекловолокно имеет те же самые геометрические отношения между оболочкой и сердцевиной, что и заготовка. Стекловолокно покрывается защитным слоем акрилата (первичным покрытием) во время процесса вытягивания. Первичное покрытие состоит из двух слоев акрилата, более мягкого внутреннего слоя и жесткого внешнего слоя. Первичное покрытие из акрилата увеличивает прочность волокна; защищает от влаги (ОН) и против микроизгибов; облегчает прокладку. Сразу после наложения первичное покрытие подвергается обработке УФ облучением. При первичном контроле диаметра проверяется диаметр первичного покрытия и концентричность волокна. Готовое волокно будет иметь диаметр 245±10 мкм. После вытяжки волокно проходит тестирование на прочность. Для этого оно подвергается механическим воздействиям. При обнаружении трещин или других повреждений оно бракуется. Это испытание называется проверкой прочности и означает, что волокно подвергается указанному натяжению в течение 1 с. Трещины в волокне могут привести к его разрыву. После проверки прочности волокно транспортируется в лабораторию, где испытывается в экстремальных условиях. Из одной заготовки в условиях этой фирмы обычно получается 50-150 км волокна. |